
Acqua di impasto del calcestruzzo: fatti e misfatti sui cantieri
Di Mario Collepardi, Silvia Collepardi, Roberto TroliL’acqua è uno dei tre protagonisti – insieme al cemento e all’aggregato lapideo – nel processo produttivo del calcestruzzo. Senza l’acqua non si può produrre il calcestruzzo. Ma se si esagera con l’acqua si confeziona un mediocre calcestruzzo in termini di resistenza meccanica e di durabilità. In realtà, ciò che penalizza la resistenza meccanica e la durabilità del calcestruzzo non è un’eccessiva quantità di acqua in assoluto, ma piuttosto un eccessivo rapporto tra la quantità di acqua (a) e quella del cemento (c). In altre parole, si può anche aumentare la quantità di acqua – se questo serve a migliorare la lavorabilità del calcestruzzo per esigenze di getto – a patto che si aumenti in misura proporzionale la quantità di cemento in modo da lasciare immutato il rapporto a/c tra questi due ingredienti. La “giusta” quantità d’acqua di impasto per confezionare un calcestruzzo deve soddisfare due requisiti: la regola di Lyse e la legge di Abrams.LA REGOLA DI LYSELa regola di Lyse si riferisce alla quantità di acqua che occorre impiegare per confezionare calcestruzzi di diversa classe di consistenza. La classe di consistenza, identificata da un codice (da S1 a S5), corrisponde ad un intervallo di lavorabilità espressa attraverso la misura dello slump. Per esempio, la classe di consistenza S2 corrisponde ad un calcestruzzo di consistenza plastica con uno slump compreso tra 50 e 90 mm . La regola di Lyse può essere così riassunta in due enunciati molto semplici e tra loro complementari: 1) per un dato diametro massimo dell’aggregato, maggiore è la classe di consistenza richiesta per il calcestruzzo fresco, maggiore deve essere la quantità di acqua nell’impasto; 2) per una data classe di consistenza del calcestruzzo, maggiore è il diametro massimo dell’aggregato, minore è la richiesta d’acqua per conseguire la consistenza prefissata. LA LEGGE DI ABRAMSNel 1918, D.A. Abrams – più famoso, forse, per aver inventato il “cono” con cui si misura lo slump – enunciò una legge fondamentale nella tecnologia del calcestruzzo: la resistenza meccanica ad una determinata stagionatura (per esempio: 28 giorni) e ad una determinata temperatura (per esempio: 20°C) aumenta al diminuire del rapporto acqua/cemento secondo l’equazione:R = K1/K2a/cdove R è la resistenza meccanica a compressione e K1 e K2 sono due costanti che dipendono dal tempo e dalla temperatura di stagionatura oltre dal tipo di cemento.Per esempio, con una stagionatura di 28 giorni a 20°C (cioè con i parametri stabiliti dalla normativa vigente per determinare la resistenza caratteristica), la correlazione tra R (espressa come resistenza caratteristica) ed a/c per i calcestruzzi confezionati con un cemento portland al calcare di classe 42.5 può essere rappresentata dalla curva della Figura 1.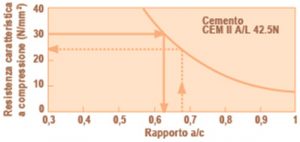
Fig.1 – Resistenza caratteristica in funzione del rapporto a/c. Per Rck = 30 N/mm2 occorre adottare un rapporto a/c di 0.63. Se si riaggiunge acqua ed il rapporto a/c diventa 0.67 la Rck scende a 24 N/m2.
L’ACQUA “GIUSTA”Sulla base dei due principi sopra illustrati, possiamo ora determinare l’acqua “giusta” che occorre per soddisfare simultaneamente due fondamentali esigenze: quelle dell’impresa (lavorabilità) e quelle del progettista (resistenza meccanica). Un’esemplificazione numerica chiarirà meglio il metodo di calcolo. Supponiamo, per esempio, che per il getto sia richiesto un calcestruzzo a consistenza semi-fluida (classe di consistenza S3) e che l’aggregato disponibile abbia un diametro massimo (Dmax) di 25 mm. La richiesta d’acqua (a) è di 210 Kg/m3.
Supponiamo, inoltre, che la resistenza caratteristica (Rck) prevista in capitolato, sulla base di considerazioni statiche ma anche di durabilità (per esempio calcestruzzo armato in ambienti interni: classe di esposizione 1), sia 30 N/mm2 con un controllo di tipo A. Dalla Figura 1 (che correla Rck con il rapporto a/c) si deduce che il rapporto a/c deve essere 0.63. Avendo fissato il valore dell’acqua “giusta” in 210 Kg/m3 (per esigenze di lavorabilità), ed avendo fissato il rapporto a/c in 0.63 (per esigenze di resistenza meccanica), ne consegue che il dosaggio di cemento (c) deve essere uno ed uno solo:a/c = 210/c =0.63 è = 333 Kg/m3Val la pena si segnalare che se l’esigenza del cantiere, per la difficoltà del getto (ferri e forma delle strutture), comporta una maggiore lavorabilità (per esempio: consistenza super-fluida, S5), occorre aumentare la richiesta d’acqua e conseguentemente il dosaggio di cemento, anche se la Rck (30 N/mm2) rimane immutata. La richiesta d’acqua con classe di consistenza S5 e Dmax di 25 mm diventa 225 Kg/m3. Pertanto, per rispettare lo stesso rapporto a/c di 0.63 occorre adottare un maggior dosaggio di cemento (c):225/c = 0.63 è c = 357 Kg/m3 LA RIAGGIUNTA D’ACQUACome si è potuto vedere nell’esempio sopra illustrato, la variazione di consistenza del calcestruzzo fresco (da S3 ad S5, cioè da un calcestruzzo semi-fluido ad uno superfluido) comporta un aumento di acqua (da 210 a 225 Kg/m3), ma anche di cemento (da 333 a 357 Kg/m3). Ne deriva conseguentemente che l’aumento di lavorabilità, senza penalizzazione di resistenza meccanica, ha un costo identificabile nel maggior dosaggio di cemento (circa 20 Kg/m3). In realtà, l’aumento di lavorabilità può essere conseguito anche con aggiunta di additivi, senza modificare la richiesta d’acqua e il dosaggio di cemento. Ma ciò non cambia i termini del problema: l’aumento di lavorabilità, a pari Rck, comporta un aumento del costo del calcestruzzo derivante dall’impiego dell’additivo o dall’aumento nel dosaggio di cemento. Questa considerazione si riflette in pratica nei listini del calcestruzzo che vengono offerti, per una determinata Rck, a prezzi che aumentano con la lavorabilità richiesta.Come reagiscono solitamente le imprese a questa diversità dei prezzi del calcestruzzo in funzione della diversa lavorabilità? Ordinano il calcestruzzo alla consistenza più bassa disponibile (generalmente S3 e talvolta S2), e ri-aggiungono sul cantiere dentro l’autobetoniera l’acqua che occorre per portare il livello della lavorabilità a quello che realmente si richiede (generalmente S4 ma più spesso S5). La riaggiunta d’acqua – ovviamente non accompagnata da una proporzionale riaggiunta di cemento per mantenere inalterato il rapporto a/c – comporta un aumento di lavorabilità (regola di Lyse), ma anche una penalizzazione della resistenza caratteristica prevista in capitolato (legge di Abrams). Per rimanere all’esempio sopra illustrato, si può anche facilmente calcolare il grado di penalizzazione nella Rck a seguito di una riaggiunta d’acqua sul cantiere per trasformare un calcestruzzo semi-fluido (S3) in un conglomerato superfluido (S5):S3 è a = 210 Kg/m3; S5 è a = 225 Kg/m3Poiché il cemento è rimasto inalterato (c = 333 Kg/m3 per la classe di consistenza S3), il rapporto a/c aumenta da 0.63 a 0.67:a/c = 210/333 = 0.63 è 225/333 = 0.67Quindi, dopo la riaggiunta d’acqua, l’aumento del rapporto a/c comporta una diminuzione della Rck effettiva che, dopo la riaggiunta d’acqua, diventa circa 24 N/mm2 (Figura 1). CHI E’ RESPONSABILE?Chi è responsabile di questa manipolazione frequentemente praticata sui cantieri? La risposta è necessariamente complessa ed articolata giacché coinvolge tutta la catena degli operatori: dal produttore di calcestruzzo all’impresa, dal progettista al direttore dei lavori. Si potrebbe cominciare dal produttore di calcestruzzo le cui responsabilità, in realtà, sono modeste o nulle. Sono nulle, per esempio, quando offre a listino diverse opzioni di lavorabilità per una data Rck, quando registra sulla bolla di consegna la effettiva classe di consistenza consegnata, e quando chiede di controfirmare la bolla a chi richiede di riaggiungere acqua in autobetoniera sul cantiere. Non sono invece nulle le responsabilità, ma comunque limitate, quando in assenza di una specifica richiesta della classe di consistenza da parte dell’impresa, il produttore di calcestruzzo offre un impasto poco lavorabile solo per tenere basso il costo e battere la concorrenza di chi vorrebbe offrire un calcestruzzo più fluido, più costoso e più adeguato alle obiettive difficoltà di getto sul cantiere.Sicuramente maggiori sono le responsabilità dell’impresa quando modifica la lavorabilità del calcestruzzo consegnato con riaggiunta d’acqua. Nel momento, poi, in cui l’impresa controfirma la bolla di consegna attestando che ha espressamente richiesto una riaggiunta d’acqua firma anche un atto di oggettiva e documentata responsabilità in caso di contestazione da parte del direttore dei lavori o del collaudatore. Infatti, in caso di contestazione, un eventuale controllo della struttura mediante carotaggio che dovesse dimostrare la inadeguatezza del materiale, sarebbe facilmente correlabile con la riaggiunta d’acqua e la conseguente penalizzazione nella resistenza meccanica.Il progettista ritiene, in genere, che la lavorabilità del calcestruzzo sia un dettaglio esecutivo di irrilevante importanza e comunque debba essere affrontato dall’impresa. Un buon progettista dovrebbe valutare la difficoltà di realizzazione delle proprie strutture e rendere tanto più facile l’operazione pratica del getto quanto più difficile ne è stimata l’esecuzione. Si tratta, in sostanza, di scegliere quale dei cinque livelli di consistenza (da S1 a S5) è il più adeguato in relazione alla difficoltà esecutiva ed alla tecnica adottata. Se, per esempio, si deve realizzare una diga o una pavimentazione con vibrofinitrice è d’obbligo un calcestruzzo a consistenza di terra umida (S1). Se, invece, si deve costruire una ciminiera con la tecnica dei casseri rampanti, si deve prescrivere un calcestruzzo a consistenza plastica (S2) o al massimo semi-fluida (S3). Ma nella stragrande maggioranza dei casi, con la eccezione delle tipologie strutturali ora menzionate, è inutile ignorare la situazione sociale della manodopera presente nei nostri cantieri e la inadeguatezza tecnica dei sistemi di compattazione. E’ necessario in questi casi, prescrivere in capitolato una consistenza fluida (S4) e molto spesso superfluida (S5). Se non ci penserà il progettista in fase di progetto e di stesura del capitolato, sarà l’ultimo degli operai del cantiere – con il classico gesto della mano a pollice in giù – a richiedere di riaggiungere acqua per superare le difficoltà del getto.Sulle responsabilità del direttore dei lavori per la riaggiunta d’acqua sul cantiere credo ci sia poco da discutere. Di solito il direttore dei lavori non assiste ai getti del calcestruzzo, n affida ad un suo collaboratore l’incarico di sorvegliare questa importantissima fase della costruzione attraverso il controllo della lavorabilità ed il prelievo dei “cubetti” secondo le prescrizioni di legge. Eppure sarebbe molto facile, anche in assenza al momento dei getti, da una parte diffidare l’impresa dalle riaggiunte d’acqua in betoniera, e dall’altra chiedere copia della bolla di consegna dove il fornitore del calcestruzzo – a difesa dei suoi interessi – ha fatto registrare la eventuale richiesta d’acqua da parte dell’impresa. Se poi il direttore dei lavori dovesse verificare che la lavorabilità del calcestruzzo consegnato dal fornitore è assolutamente inadeguata alla difficoltà del getto, avrebbe tutti i poteri – ferma restando la Rck – di innalzare la lavorabilità del calcestruzzo consegnato ad un livello maggiore e tale da non dover essere più manipolato con riaggiunte d’acqua sul cantiere.Un dato è certo: in tutti quei casi in cui la direzione dei lavori non è latitante, ma assiste sul cantiere attraverso i controlli della lavorabilità ed il prelievo dei cubetti, la riaggiunta d’acqua non è consentita ed i risultati prestazionali dell’opera – in termini di resistenza meccanica e durabilità – sono indubbiamente conseguiti.

Bleeding del calcestruzzo: acqua in superficie ma anche sotto
Di Mario Collepardi, Silvia Collepardi, Roberto TroliBleeding, dall’inglese bleed (pronuncia “blid”) che vuol dire essudare, indica la raccolta di acqua sulla superficie del calcestruzzo. Tipicamente il bleeding si manifesta visivamente nei getti delle pavimentazioni eseguite con calcestruzzo molto fluido, povero di cemento e/o anche surdosato in additivo superfluidificante. Lo specchio d’acqua che si raccoglie, subito dopo il getto, sulla superficie superiore di un lastra è un chiaro sintomo di bleeding. In realtà il bleeding è un fenomeno più complesso che comporta la raccolta d’acqua non solo sulla superficie superiore a vista di una pavimentazione, ma anche il deposito localizzato di acqua all’interno di una struttura in calcestruzzo: questo secondo aspetto del bleeding, non manifesto e per questo più insidioso, comporta la formazione di punti deboli e più in generale di eterogeneità all’interno del materiale.La riduzione del bleeding può essere realizzata impiegando inerti in buona curva granulometrica in modo da evitare risalite d’acqua verso l’alto e adottando un adeguato dosaggio di cemento in modo sa rendere coesivo il calcestruzzo fresco. Esistono, tuttavia, altri due materiali per la riduzione del bleeding: aggiunte minerali e additivi chimici.AGGIUNTE MINERALILe aggiunte minerali impiegate per la riduzione del bleeding nelle sospensioni cementizie, sono sostanzialmente di due tipi: bentonite e fumo di silice. In entrambi i casi, si tratta di prodotti inorganici ad elevatissima area superficiale specifica e quindi in grado di sedimentare molto lentamente in un mezzo acquoso. La elevata area superficiale di questi prodotti fa aumentare la interazione fisica all’interfaccia solido-liquido con beneficio per la stabilità dell’intero sistema. Inoltre, per effetto della piccolissima dimensione di queste particelle (quasi tutte sotto 0.1 mm) si riduce notevolmente la velocità di sedimentazione per effetto della legge di Stokes.In realtà la bentonite ed il fumo di silice si comportano in modo diverso: la bentonite, molto più fine del fumo di silice, tende a formare con l’acqua una sospensione colloidale molto stabile e viscosa nella quale le particelle di cemento sono ostacolate nella loro sedimentazione per effetto della gravità; il fumo di silice, d’altra parte, è in grado di stabilire dei veri e propri legami chimici con le particelle di cemento a seguito della reazione pozzolanica tra la silice amorfa del fumo di silice e la calce di idrolisi del cemento.ADDITIVI CHIMICIGli additivi chimici possono ridurre il fenomeno del bleeding attraverso meccanismi diversi. I superfluidificanti, per esempio, consentono di ridurre l’acqua necessaria per ottenere una predeterminata fluidità della miscela: in presenza di una minore quantità di acqua (fino al 20-30% in meno) il bleeding è fortemente ridotto, poiché, il fenomeno del bleeding è aggravato da un elevato rapporto liquido-solido. Ma i superfluidificanti riducono il bleeding anche per effetto della deflocculazione dei granuli di cemento che – in assenza di additivo – tendono ad agglomerarsi. I superfluidificanti, infatti, vengono adsorbiti sulla superficie delle singole particelle di cemento provocando una reciproca repulsione e riducendo, quindi, la effettiva dimensione particellare. Per effetto della legge di Stokes, le particelle solide più piccole sedimentano con una velocità minore e conseguentemente si riduce la raccolta di acqua di bleeding in superficie.Oltre ai superfluidificanti, possono ridurre il bleeding gli additivi aeranti, cioè quelli capaci di sviluppare gas, gli additivi acceleranti di presa, e gli additivi addensanti.Gli additivi aeranti sono prodotti liquidi tensioattivi (riducono la tensione superficiale dell’acqua) che provocano la formazione di microbolle d’aria. Queste si attaccano ai granuli di cemento – per effetto di una diversa carica elettrostatica sulla superficie – e ne riducono quindi la sedimentazione per gravità a causa della loro minore massa volumica. Gli additivi che sviluppano gas (per esempio polvere di alluminio capace di reagire con la calce di idrolisi del cemento per generare bolle di idrogeno) funzionano più o meno come gli additivi aeranti. Gli additivi acceleranti riducono il tempo di presa e quindi il periodo durante il quale può avvenire la sedimentazione delle particelle solide e la raccolta d’acqua in superficie. Gli additivi addensanti (a base di metil-cellulosa e derivati) hanno lo scopo di aumentare la viscosità del mezzo fluido (acqua) e quindi di ridurre la sedimentazione delle particelle solide.MODALITA’ DI MISCELAZIONEMiscelatori capaci di favorire la massima dispersione delle particelle di cemento riducono il bleeding. In sostanza, una miscelazione efficace – basata sull’applicazione di elevati sforzi di taglio, piuttosto che sulla semplice agitazione per rotazione – è in grado di disaggregare meccanicamente gli agglomerati particellari di cemento favorendone la dispersione in granuli individuali di minore dimensione.In sostanza, la miscelazione basata sull’applicazione di alti sforzi di taglio ha lo stesso effetto dell’aggiunta di un superfluidificante nel favorire la dispersione dei grossi agglomerati particellari in particelle di cemento di minor dimensione. Ovviamente, la combinazione di miscelatori ad alto sforzo di taglio con l’aggiunta di additivi superfluidificanti (effetto meccanico-chimico) favorisce la massima stabilità della sospensione ed una forte riduzione del bleeding. 
Fig. 1 – Rappresentazione schematica di una zona di transizione tra aggregato e matrice cementizia (Materiali cementizi innovativi: dagli HPC verso gli RPC. Parte I: i calcestruzzi ad alte prestazioni – L’Industria Italiana del Cemento – Marzo 1995).
IL BLEEDING NELLE MALTE: APPLICAZIONI NELL’ANCORAGGIO DI MACCHINE E NEL RIEMPIMENTO DI SCAVILe principali applicazioni pratiche di malte fluide prive di bleeding riguardano gli ancoraggi di macchine ed il riempimento di scavi in terra per la posa di cavi elettrici e telefonici o di tubazioni per gas e acqua.MALTE DA ANCORAGGIONel caso degli ancoraggi di macchinari (grouting, in inglese), il problema del bleeding comporta la raccolta preferenziale di acqua al di sotto di parti metalliche (per esempio il basamento di un macchinario) con conseguente riduzione della superficie d’appoggio della macchina alla sua fondazione.Per la eliminazione del bleeding nelle malte di ancoraggio – per le quali si richiede anche un elevata resistenza meccanica per resistere alle sollecitazioni derivanti dalle sue vibrazioni in servizio – si ricorre all’impiego combinato di cementi fini (ma non microfini), di additivi superfluidificanti e di fumi di silice grazie ai quali è anche possibile migliorare notevolmente le prestazioni meccaniche adottando rapporti acqua-cemento bassi (circa 0.4-0.5).MALTE DI RIEMPIMENTO NEGLI SCAVINel riempimento degli scavi, invece, la situazione è pressoché capovolta rispetto alle malte di ancoraggio. Infatti, in questo caso, si richiede una malta molto fluida per il completo riempimento dello scavo, che sia però dotata di una resistenza meccanica e di un modulo elastico – in genere molto bassi – paragonabili a quelli del terreno circostante. Questa scelta dipende da due considerazioni distinte.Da una parte si vuole sostituire la terra scavata con una malta di pari rigidità rispetto al terreno circostante e sottostante (per evitare che i carichi dinamici del traffico in servizio possano provocare un assestamento della malta rispetto alla quota del manto stradale). Dall’altra, si vuole garantire la possibilità di rimuovere facilmente la malta gettata nello scavo, in caso di manutenzione dei servizi pre-allocati nello scavo.La fluidità molto spinta che si richiede nelle malte di riempimento (per far aderire al massimo il getto al profilo dello scavo e ridurre quindi le concentrazioni di sforzo ) comporta rapporti acqua-cemento elevatissimi (circa 1) compatibili con le basse resistenze meccaniche richieste (1-2 N/mm2 a compressione e 0.1-0.3 N/mm2 a flessione). In queste condizioni, però, il fenomeno del bleeding risulta tanto esasperato per l’elevato rapporto acqua-cemento, quanto indesiderato per le conseguenze negative sul successo del riempimento. Il problema del bleeding viene risolto, in questo caso, adottando quei metodi, sopra illustrati, compatibili con un basso modulo elastico: soprattutto additivi aeranti ed addensanti e, se necessario, bentonite o cenere volante in luogo del più costoso fumo di silice. La riduzione della pezzatura dell’aggregato grosso riduce la sedimentazione degli elementi lapidei e pertanto una malta viene generalmente preferita, rispetto al calcestruzzo, anche per favorire la mobilità del riempimento all’interno dello scavo al momento del getto.IL BLEEDING NEL CALCESTRUZZOSi è già accennato, nella parte introduttiva, alla manifestazione del bleeding nelle pavimentazioni in calcestruzzo. Ma il bleeding comporta alcuni inconvenienti anche in altre tipologie costruttive: riprese di getto, aderenza e protezione dei ferri nelle opere armate, riduzione del giunto adesivo tra pasta di cemento ed aggregati lapidei.IL BLEEDING NEI PAVIMENTI IN CALCESTRUZZOLa raccolta d’acqua sulla superficie a vista di un pavimento comporta l’instaurarsi di un rapporto acqua/cemento eccessivo – e quindi di una bassa prestazione meccanica – proprio sulla parte del manufatto maggiormente esposta alle sollecitazioni meccaniche, fisiche e chimiche in servizio: abrasioni, urti, esposizione agli agenti atmosferici (pioggia, aria, ghiaccio, ecc.)Questa considerazione ha portato in passato all’impiego di calcestruzzi asciutti per la produzione dei pavimenti proprio per prevenire alla radice il fenomeno del bleeding. Successivamente, a metà degli anni ‘50 si è sviluppata la tecnologia dei getti in calcestruzzo fluido (molto più semplice da mettere in opera) rinforzati superficialmente con uno “spolvero” di cemento e quarzo asciutti. L’applicazione dello “spolvero”, ed in particolare del cemento, sulla superficie del calcestruzzo in fase di presa ma non ancora indurito, ha proprio la funzione di rimediare agli inconvenienti provocati dal bleeding. L’apporto di cemento – ristabilisce un rapporto acqua/cemento più basso ed elimina, quindi gli inconvenienti connessi con le scarse prestazioni meccaniche e di inadeguata durabilità provocate dal bleeding sulla superficie del pavimento.La corretta applicazione dello “spolvero” richiede, però, che esso venga incorporato monoliticamente al sottostante getto in calcestruzzo. Questo risultato viene conseguito mediante frattazzatura meccanica dello strato superficiale dopo l’applicazione dello “spolvero” entro un intervallo di tempo critico: infatti, se la frattazzatura viene eseguita tardivamente, quando il substrato in calcestruzzo è ormai indurito, si rischia di non poter incorporare monoliticamente lo “spolvero” superficiale al calcestruzzo; se, d’altra parte, lo “spolvero” viene applicato e frattazzato prematuramente, quando il bleeding non si è ancora esaurito, la risalita d’acqua viene bloccata al di sotto dello strato corticale densificato per effetto della frattazzatura. Ciò provoca la formazione di una sorta di lente d’acqua – più o meno diffusa – al di sotto dello strato di “spolvero” indurito. Con il tempo, a seguito dell’evaporazione o dell’assorbimento dell’acqua da parte del circostante materiale, si viene a creare un vuoto proprio al di sotto dello strato densificato superficiale che risulta così destinato al distacco.IL BLEEDING E L’ADESIONE FERRO-CALCESTRUZZOL’acqua che risale per effetto del bleeding può trovare lungo il suo cammino verticale una serie di ostacoli: i ferri di armatura e gli aggregati lapidei. In particolare, se l’acqua di bleeding rimane al di sotto dei ferri di armatura disposti ortogonalmente rispetto alla direzione di risalita, una parte di acqua rimane intrappolata riducendo la superficie di contatto tra ferri di armatura e calcestruzzo. In seguito, per l’evaporazione e la migrazione di quest’acqua, si crea di fatto un vuoto che corre lungo i ferri disposti orizzontalmente. Conseguentemente, sia l’aderenza tra ferro e calcestruzzo può essere ridotta, sia la protezione dalla corrosione delle armature metalliche può essere compromessa per il facile accesso degli agenti aggressivi (aria e umidità).IL BLEEDING E LA ZONA DI TRANSIZIONELa zona di transizione è quella parte della pasta cementizia (spessa qualche µm o decina di µm) che si trova a diretto contatto con l’aggregato lapideo. La Fig. 1 illustra schematicamente una zona di transizione sostanzialmente più porosa della matrice cementizia adiacente e più distante dall’aggregato. Il principale contributo alla porosità della zona di transizione proviene dall’acqua di bleeding che, durante la risalita, rimane parzialmente intrappolata sotto gli aggregati lapidei più grossi.
Fig. 2 – Pilastro fortemente segregato e successivamente degradato per mancanza di cemento e parti fini.
L’indebolimento della zona di transizione assume una particolare importanza pratica nella produzione di calcestruzzi ad alta ed altissima resistenza meccanica (Rc = 60-100 MPa). Infatti, in questi casi si riduce il rapporto acqua-cemento a valori bassissimi (0.30-0.40) per conseguire una microstruttura della matrice cementizia paragonabile a quella dell’aggregato lapideo. Se, però, la zona di transizione rimane porosa per effetto del bleeding, essa diventa l’anello debole della catena: la rottura del calcestruzzo avviene, localizzata nella zona di transizione, senza che si possa trarre completo giovamento da una diminuzione nel rapporto acqua-cemento.COME RIDURRE IL BLEEDING NEL CALCESTRUZZOSolo una parte dei fattori già menzionati per governare il bleeding delle paste cementizie, può essere presa in considerazione per tenere sotto controllo l’insorgere del bleeding nel calcestruzzo e le conseguenze negative sopra riportate. In particolare non può essere utilizzato un miscelatore ad alto sforzo di taglio, che è invece impiegabile per le boiacche cementizie. Né è possibile utilizzare la bentonite, gli additivi addensanti e gli acceleranti di presa per le difficoltà che si introdurrebbero in fase di trasporto e di getto. Sono invece largamente utilizzati, per produrre calcestruzzi con bleeding ridotto, il fumo di silice, i fluidificanti ed i superfluidificanti per ridurre l’acqua di impasto, e gli aeranti laddove si richiede anche un calcestruzzo resistente al ghiaccio. Ma i fattori predominanti per controllare il bleeding del calcestruzzo sono il dosaggio di cemento e la combinazione degli aggregati per realizzare un assortimento granulometrico ottimale (Fuller, Bolomey, ecc.)Occorre precisare un altro aspetto complementare del bleeding che assume un’importanza rilevante nel calcestruzzo, mentre è nulla nelle paste e trascurabile nelle malte: la sedimentazione sul fondo degli aggregati lapidei più grossi.L’insieme dei due fenomeni – sedimentazione degli aggregati lapidei ed il bleeding dell’acqua prende il nome di segregazione del calcestruzzo. La segregazione è accentuata da una carenza di cemento e da un mancato assortimento granulometrico, in particolare da una carenza di parti fini nell’aggregato (Fig. 2).Laddove si manifesta la segregazione occorre intervenire nell’aumentare il dosaggio di cemento e la frazione di sabbia fine. Molto spesso, si ricorre alla utilizzazione di cenere volante (che possiede una funzione paragonabile a quella del cemento) proprio per correggere i difetti della segregazione senza necessariamente impiegare più cemento o sabbie fini non sempre disponibili.Quest’approccio alla soluzione del problema segregazione-bleeding viene spesso adottato soprattutto per poter pompare calcestruzzi magri, cioè poveri in cemento in quanto non dotati di resistenze meccaniche elevate

Cemento: il cuore del calcestruzzo
Di Mario Collepardi, Silvia Collepardi, Roberto TroliCEMENTO, PROTAGONISTA DEL CALCESTRUZZOIl cemento è il cuore del calcestruzzo. Esso giuoca il ruolo del protagonista al punto che le opere in calcestruzzo sono spesso chiamate, sia pure impropriamente, “opere in cemento”. Nella sua essenza il cemento è una polvere che, mescolata con acqua in proporzione di circa 2:1, è in grado di produrre una massa (pasta) facilmente modellabile che nel giro di qualche ora si rapprende perdendo la sua iniziale plasticità (presa) e successivamente, nel giro di un giorno, assume la rigidità tipica di una pietra naturale ed è capace di resistere ad apprezzabili sollecitazioni meccaniche.I CEMENTI NON SONO TUTTI UGUALILa qualità della matrice cementizia e quindi del materiale composito che ne deriva – malta o calcestruzzo – dipendono in massima parte dalle proporzioni di acqua e di cemento impiegati per l’impasto: poca acqua rispetto al cemento (cioè un rapporto acqua/cemento basso) è l’indispensabile premessa per un calcestruzzo di qualità, in quanto predispone così la formazione di una matrice cementizia con caratteristiche fisico-meccaniche superiori. Tuttavia, a parità di rapporto acqua/cemento, come anche di tutti gli altri parametri (tipo e granulometria dell’aggregato, rapporto aggregato/cemento, presenza di additivi, qualità della stagionatura, ecc.), le prestazioni del calcestruzzo nella fase esecutiva, e soprattutto in servizio, possono variare significativamente in funzione del cemento impiegato. Insomma, non tutti i cementi sono eguali dal punto di vista prestazionale.ESIGENZA DI UNA NORMATIVA SUI CEMENTISe i cementi non sono tutti eguali, sorge il problema di classificarli in base alla loro prestazione e composizione. I criteri adottati per la classificazione dei cementi possono variare nel tempo a seconda della evoluzione tecnologica, della disponibilità della materie prime e anche delle condizioni geo-politiche. Si potrebbe cominciare proprio da quest’ultimo aspetto. Fino al 1993 in Italia vigeva una normativa – emanata con un Decreto Ministeriale del 1968 – che regolamentava la produzione dei cementi sul territorio nazionale. Con l’avvento delle regole comunitarie nell’Unione Europea, anche per il cemento è stata concordata una nuova normativa (EN 197/1) basata su una classificazione unica. L’obiettivo è duplice: da una parte consentire la distribuzione del cemento, prodotto in un qualsiasi paese comunitario, su tutto il territorio dell’Unione; dall’altra, mettere in condizioni i tecnici delle costruzioni (preconfezionatori, prefabbricatori, imprese e studi di progettazione) di poter scegliere, con gli stessi criteri, il cemento più adatto allo specifico impiego in qualsiasi Paese dell’Unione essi si trovino ad operare.LA NORMATIVA EUROPEA SUI CEMENTILa normativa europea sui cementi è incentrata su due requisiti fondamentali: la classe di resistenza ed il tipo di cemento, quest’ultimo inteso come composizione dei suoi ingredienti. Esistono 25 diversi tipi (o sottotipi) di cemento, come vedremo più avanti, e ciascun tipo può essere disponibile in 6 diverse classi di resistenza. Da ciò deriva che in totale, moltiplicando il numero dei tipi (25) per il numero delle classi di resistenza (6) sono teoricamente possibili 150 diversi cementi. In realtà, nel singolo Paese – per esempio l’Italia – non tutti e 25 i tipi vengono prodotti, per oggettiva mancanza locale di alcuni ingredienti o per mancanza di una tradizione pre-esistente a produrre ed impiegare alcuni determinati tipi di cemento. E neppure tutte e 6 le classi di resistenza sono disponibili per i vari tipi di cemento realmente prodotti, molto spesso per oggettive difficoltà tecniche a produrre o a impiegare alcune classi di resistenza di determinati tipi di cemento. Cionondimeno, la normativa prevede che questi cementi – oggi tecnicamente irrealizzabili – possano essere in un futuro prodotti grazie ai progressi innovativi del settore. Vedremo più avanti, quali di questi cementi non sono prodotti e perché. Limitiamoci ora ad esaminare i requisiti fondamentali in base ai quali distinguere i cementi per classe, tipo e sottotipo e per classe di resistenza. Tabella 1 – Resistenza meccanica a compressione per le classi di resistenza dei cementi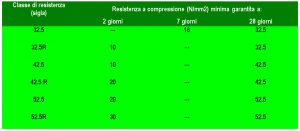 LA CLASSE DI RESISTENZA DEI CEMENTICiascun tipo di cemento viene fornito dal produttore in una delle seguenti classi di resistenza: 32.5; 32.5R; 42.5; 42.5R; 52.5 e 52.5R. Il numero (32.5, 42.5 oppure 52.5) individua la soglia minima di resistenza meccanica a compressione, in N/mm2, misurata a 28 giorni. La presenza o meno del simbolo R, dopo il numero, sta a significare il comportamento meccanico del cemento alle brevi stagionature: per esempio sia il cemento di classe 32.5, sia quello di classe 32.5R debbono superare a 28 giorni la resistenza meccanica di 32.5 N/mm2; tuttavia il cemento di classe 32.5R (“R” sta per rapido) deve anche superare la soglia di 10 N/mm2 a 2 giorni, mentre quello di classe 32.5 deve garantire il raggiungimento di un limite prestazionale a 7 giorni (Tabella 1).Analogamente la differenza tra le classi 42.5 e 42.5R (o tra 52.5 e 52.5R) sta solo nel diverso comportamento alla stagionatura di 2 giorni: quelli contrassegnati con R posseggono una maggiore resistenza meccanica a 2 giorni, mentre a 28 giorni i requisiti di resistenza meccanica per le due classi di resistenza (42.5 e 42.5R, oppure 52.5 e 52.5R) sono identici.Per la determinazione effettiva della resistenza meccanica di un cemento è necessario adottare una procedura standardizzata, in base alla quale alcuni parametri, che potrebbero influenzare la resistenza meccanica stessa, siano rigorosamente mantenuti costanti da prova a prova. Per esempio, poiché il rapporto tra il quantitativo di acqua e quello del cemento condiziona, come si è già detto precedentemente, la prestazione meccanica di un impasto cementizio, per la miscela (in forma di malta) su cui eseguire la prova di resistenza, si adotta sempre lo stesso rapporto acqua/cemento (0.5). Così pure è fisso il rapporto tra sabbia e cemento (3), come anche il tipo di sabbia, la sua granulometria, ecc. Sono anche rigorosamente standardizzati il tipo ed il tempo di miscelazione, la modalità di riempimento delle casseforme con la malta, le condizioni termiche (20°C) ed igrometriche di maturazione ed infine la metodologia di sollecitazione meccanica per la rottura dei provini.I risultati della resistenza meccanica, ottenuti secondo la procedura sopra descritta, vengono poi confrontati con i valori minimi richiesti dalla norma per ciascuna classe di resistenza (Tabella 1). Se, per fare solo un esempio, i risultati ottenuti fossero di 8 N/mm2 a 2 giorni, 30 N/mm2 a 7 giorni e 43 N/mm2 a 28 giorni, la classe di resistenza assegnata a questo cemento sarebbe 32.5, ancorché a 28 giorni la sua prestazione (43 N/mm2) supera quella richiesta da una cemento di classe 42.5 o 42.5R. Il mancato raggiungimento di almeno 10 N/mm2 a 2 giorni, infatti, non consentirebbe a questo cemento di essere inquadrato neppure nella classe di resistenza 32.5R. LA POZZOLANALa pozzolana da sola, ancorché finemente macinata, non indurisce al contatto con acqua. Essa non è, quindi, un legante idraulico. Tuttavia in presenza di calce (almeno 20-30%) si comporta come un ottimo legante idraulico con prestazioni superiori (per resistenza meccanica e durabilità) rispetto alla sola calce. Questo comportamento (denominato “attività pozzolanica” ) è dovuto ad un complesso di interazioni con la calce e con l’acqua d’impasto. Su questo principio i Romani svilupparono una tecnologia innovativa per la confezione di malte e calcestruzzi, a base di calce e pozzolana, destinati alla realizzazione di opere edili e soprattutto idrauliche o marittime.La riscoperta della pozzolana, all’inizio di questo secolo, in combinazione con il cemento Portland, anziché con la calce, è dovuta alla fortunata circostanza che il cemento Portland, a contatto con l’acqua d’impasto, libera progressivamente la calce e che quest’ultima diventa così disponibile per attivare l’indurimento della pozzolana. Val la pena subito di precisare che nella miscela di cemento Portland-pozzolana è indispensabile rispettare un certo proporzionamento tra i due ingredienti (almeno 40-50% di cemento Portland) affinché si liberi un’adeguata quantità di calce per attivare la pozzolana.Il successo di questo legante di miscela – denominato “cemento pozzolanico” è sostanzialmente basato sulle migliori prestazioni conseguibili in alcune determinate circostanze: innanzitutto un minor sviluppo di calore apprezzato nei getti massivi (dighe, platee di fondazione di grosso spessore, ecc.) per effetto del ridotto quantitativo di clinker responsabile dell’effetto termico; in secondo luogo una migliore resistenza offerta all’attacco chimico dei solfati e delle acque marine; infine, una maggiore resistenza offerta alla penetrazione dei cloruri – e quindi una migliore protezione dei ferri di armatura – apprezzata nelle opere in calcestruzzo armato destinato alle opere stradali o autostradali esposti in inverno ai sali disgelanti contenenti cloruro.LA LOPPA D’ALTOFORNOSulla stessa filosofia del cemento pozzolanico è basato il cemento d’altoforno, con la variante di sostituire l’ingrediente “pozzolana” con la “loppa d’altoforno”. La loppa granulata di origine industriale (scoria nella lavorazione dell’acciaio), purché raffreddata rapidamente allo stato vetroso, presenta la peculiare caratteristica – rispetto alla pozzolana – di poter indurire sia pure lentamente, se finemente macinata e mescolata con acqua, anche in assenza di calce. In realtà, piccole aggiunte di clinker – e quindi della relativa calce liberata – ne accelerano l’indurimento, cosicché nella miscelazione della loppa con il cemento Portland è possibile far variare entro una gamma molto ampia (da 0 a 95%) la percentuale di loppa nel legante. Ovviamente i leganti, per esempio, con 15 % o con 90% di loppa non saranno prestazionalmente equivalenti, soprattutto nella resistenza meccanica alle brevi stagionature (2-7 giorni) dove il contributo della loppa (lenta a indurire) è modesto e rimane, quindi, solo quello apportato dal clinker di cemento Portland. Da ciò deriva, per esempio, l’impossibilità pratica di produrre un cemento d’altoforno con 90% di loppa nelle classi di resistenza 42.5R, 52.5 e 52.5R, per la oggettiva difficoltà a raggiungere la resistenza meccanica a compressione di 20 N/mm2 in soli 2 giorni. Per quanto attiene alle prestazioni dei calcestruzzi con cemento d’altoforno, esse assomigliano a quelle già descritte per i conglomerati con cemento pozzolanico: in particolare, il calore di idratazione del cemento d’altoforno, laddove la percentuale di loppa è spinta ai valori più alti (> 80%), può risultare ancor più basso rispetto a quello che sviluppa nel cemento pozzolanico, necessariamente più ricco di clinker per l’esigenza di un maggior contenuto di calce necessaria all’attivazione della pozzolana.I NUOVI INGREDIENTI POZZOLANICIOltre agli ingredienti tradizionali (pozzolana naturale e loppa d’altoforno) da tempo impiegati per la produzione del cemento pozzolanico e d’altoforno, altri prodotti minerali – quasi tutti di recupero da processi industriali – sono stati introdotti nel processo produttivo dei cementi. Questi includono: la cenere volante (di tipo calcico o silicico), residuo della combustione nelle centrali termiche a carbone; il fumo di silice, sottoprodotto del processo produttivo del silicio metallico o delle leghe metalliche ferro-silicio; la cosiddetta pozzolana industriale, scoria vetrosa delle lavorazioni di leghe metalliche non-ferrose; lo scisto calcinato, residuo della torrefazione di scisti argillosi impregnati di bitume, ed il calcare di origine naturale, unico ingrediente privo in realtà di pozzolanicità. Qualche commento meritano la disponibilità in Italia di questi ingredienti e quindi la effettiva possibilità di reperire localmente i cementi che secondo la nuova normativa dovrebbero contenerli.La cenere volante si presenta in forma di particelle pressoché sferiche (5-90 µm), piene o più spesso cave, capaci di favorire, proprio per la loro forma tondeggiante, la lavorabilità dei calcestruzzi, oltre che la pozzolanicità dei cementi. La cenere volante disponibile in Italia è quella di tipo siliceo proveniente dalla combustione dei carboni bituminosi, mentre è di fatto non disponibile quella di tipo calcico residuo della combustione delle ligniti o dei carboni sub-bituminosi.Il fumo di silice si presenta in forma di microsfere con dimensioni prevalentemente al di sotto di 0.1 µm, e quindi capaci di allocarsi negli interstizi tra i granuli di cemento (1-50 µm). Tuttavia, la elevata finezza del fumo di silice non ne consente una percentuale d’impiego maggiore del 10% nel cemento per il conseguente aumento nella richiesta d’acqua di impasto. Di fatto, il fumo di silice – quasi sempre abbinato ad un superfluidificante per compensare la eccessiva richiesta d’acqua – viene per lo più impiegato come additivo in polvere per calcestruzzi speciali impermeabili ed alta resistenza meccanica a compressione (> 60 N/mm2).I TIPI DI CEMENTONella Tabella 2 sono indicate le proporzioni dei costituenti minerali, accanto all’ingrediente principale (clinker) per i vari tipi e sottotipi di cemento. Le percentuali indicate non tengono conto della presenza di gesso o anidrite – regolatore di presa – e quindi si riferiscono al contenuto totale di clinker e di tutti gli altri ingredienti minerali. La suddivisione dei cementi in base alla loro composizione prevede cinque tipi:I: Cemento Portland (un solo tipo) con almeno il 95% di clinker.II: Cementi Portland di miscela (17 sottotipi) dove il clinker è ancora predominante (almeno 79%) e dove gli altri costituenti (escluso il fumo di silice impiegabile solo nell’intervallo 6-10%) possono oscillare entro due intervalli: 6-20% oppure 21-35%; nel primo caso apparirà nella sigla corrispondente la lettera A, mentre se l’intervallo composizionale è maggiore apparirà la lettera B.La sigla di questi cementi è formata da II, seguito dalla lettera A oppure B a seconda della quantità di costituente minerale, ed infine da una lettera che individua lo specifico costituente minerale: (S per loppa, P per pozzolana naturale, L per calcare, ecc. come è mostrato in Tabella 2). Per esempio la sigla II/A-S sta ad indicare un cemento Portland di miscela (II), contenente loppa (S) in una proporzione variabile dal 6 al 20% (A), e prenderà il nome di “cemento Portland alla loppa”. Se, invece, accanto al prevalente clinker di cemento Portland sono presenti più di un costituente minerale (loppa, pozzolana, cenere, ecc.) il legante risultante sarà chiamato “cemento Portland composito” individuato dalla sigla II/A-M oppure II/B-M a seconda del contenuto di clinker.III: Cemento d’altoforno (3 sottotipi), per il quale sono previsti 3 livelli composizionali nel contenuto di loppa che vengono individuati nella sigla del cemento con: A (loppa 36-65%), B (loppa 66-80%), C (loppa 81-95%). Quest’ultimo rappresenta il cemento con il minor contenuto di clinker (che può scendere fino al 5%) e che proprio per questo si caratterizza per il bassissimo calore di idratazione (apprezzato nei getti di massa) oltre che per un’ottima resistenza all’attacco del solfato, dei sali disgelanti e dell’acqua di mare. Ovviamente questo specifico cemento d’altoforno (con sigla III/C) non potrà essere disponibile se non nelle classi di resistenza più basse (32.5, o al massimo 32.5R), per la carenza del clinker necessario all’ottenimento di una iniziale resistenza meccanica.IV: Cemento pozzolanico (2 sottotipi), dove il contenuto di clinker è compreso negli intervalli 65-89% (A) oppure 45-64% (B) e come costituente minerale è presente una miscela di microsilice, cenere silicica e pozzolana naturale o industriale. Il cemento pozzolanico (IV) propriamente detto – come del resto il cemento d’altoforno (III) – si distingue rispettivamente dal cemento Portland alla pozzolana (II) e dal cemento Portland alla loppa II per il minor contenuto di clinker. Quindi, anche per il cemento pozzolanico, soprattutto quello B con maggior contenuto di pozzolana (36-55%), sarà difficile prevedere la disponibilità nelle classi di resistenza più elevate (42.5R, 52.5, 52.5R).V: Cemento composito (2 sottotipi), con un contenuto di clinker ridotto (40-64% oppure 20-39%) e con una miscela di loppa, pozzolana e cenere silicica come costituenti minerali. Non va confuso con il cemento Portland composito (II/M) più ricco in clinker e più povero in costituenti minerali.Tabella 2 – Cementi Europei: tipi e composizione.. Percentuali in massa.
LA CLASSE DI RESISTENZA DEI CEMENTICiascun tipo di cemento viene fornito dal produttore in una delle seguenti classi di resistenza: 32.5; 32.5R; 42.5; 42.5R; 52.5 e 52.5R. Il numero (32.5, 42.5 oppure 52.5) individua la soglia minima di resistenza meccanica a compressione, in N/mm2, misurata a 28 giorni. La presenza o meno del simbolo R, dopo il numero, sta a significare il comportamento meccanico del cemento alle brevi stagionature: per esempio sia il cemento di classe 32.5, sia quello di classe 32.5R debbono superare a 28 giorni la resistenza meccanica di 32.5 N/mm2; tuttavia il cemento di classe 32.5R (“R” sta per rapido) deve anche superare la soglia di 10 N/mm2 a 2 giorni, mentre quello di classe 32.5 deve garantire il raggiungimento di un limite prestazionale a 7 giorni (Tabella 1).Analogamente la differenza tra le classi 42.5 e 42.5R (o tra 52.5 e 52.5R) sta solo nel diverso comportamento alla stagionatura di 2 giorni: quelli contrassegnati con R posseggono una maggiore resistenza meccanica a 2 giorni, mentre a 28 giorni i requisiti di resistenza meccanica per le due classi di resistenza (42.5 e 42.5R, oppure 52.5 e 52.5R) sono identici.Per la determinazione effettiva della resistenza meccanica di un cemento è necessario adottare una procedura standardizzata, in base alla quale alcuni parametri, che potrebbero influenzare la resistenza meccanica stessa, siano rigorosamente mantenuti costanti da prova a prova. Per esempio, poiché il rapporto tra il quantitativo di acqua e quello del cemento condiziona, come si è già detto precedentemente, la prestazione meccanica di un impasto cementizio, per la miscela (in forma di malta) su cui eseguire la prova di resistenza, si adotta sempre lo stesso rapporto acqua/cemento (0.5). Così pure è fisso il rapporto tra sabbia e cemento (3), come anche il tipo di sabbia, la sua granulometria, ecc. Sono anche rigorosamente standardizzati il tipo ed il tempo di miscelazione, la modalità di riempimento delle casseforme con la malta, le condizioni termiche (20°C) ed igrometriche di maturazione ed infine la metodologia di sollecitazione meccanica per la rottura dei provini.I risultati della resistenza meccanica, ottenuti secondo la procedura sopra descritta, vengono poi confrontati con i valori minimi richiesti dalla norma per ciascuna classe di resistenza (Tabella 1). Se, per fare solo un esempio, i risultati ottenuti fossero di 8 N/mm2 a 2 giorni, 30 N/mm2 a 7 giorni e 43 N/mm2 a 28 giorni, la classe di resistenza assegnata a questo cemento sarebbe 32.5, ancorché a 28 giorni la sua prestazione (43 N/mm2) supera quella richiesta da una cemento di classe 42.5 o 42.5R. Il mancato raggiungimento di almeno 10 N/mm2 a 2 giorni, infatti, non consentirebbe a questo cemento di essere inquadrato neppure nella classe di resistenza 32.5R. LA POZZOLANALa pozzolana da sola, ancorché finemente macinata, non indurisce al contatto con acqua. Essa non è, quindi, un legante idraulico. Tuttavia in presenza di calce (almeno 20-30%) si comporta come un ottimo legante idraulico con prestazioni superiori (per resistenza meccanica e durabilità) rispetto alla sola calce. Questo comportamento (denominato “attività pozzolanica” ) è dovuto ad un complesso di interazioni con la calce e con l’acqua d’impasto. Su questo principio i Romani svilupparono una tecnologia innovativa per la confezione di malte e calcestruzzi, a base di calce e pozzolana, destinati alla realizzazione di opere edili e soprattutto idrauliche o marittime.La riscoperta della pozzolana, all’inizio di questo secolo, in combinazione con il cemento Portland, anziché con la calce, è dovuta alla fortunata circostanza che il cemento Portland, a contatto con l’acqua d’impasto, libera progressivamente la calce e che quest’ultima diventa così disponibile per attivare l’indurimento della pozzolana. Val la pena subito di precisare che nella miscela di cemento Portland-pozzolana è indispensabile rispettare un certo proporzionamento tra i due ingredienti (almeno 40-50% di cemento Portland) affinché si liberi un’adeguata quantità di calce per attivare la pozzolana.Il successo di questo legante di miscela – denominato “cemento pozzolanico” è sostanzialmente basato sulle migliori prestazioni conseguibili in alcune determinate circostanze: innanzitutto un minor sviluppo di calore apprezzato nei getti massivi (dighe, platee di fondazione di grosso spessore, ecc.) per effetto del ridotto quantitativo di clinker responsabile dell’effetto termico; in secondo luogo una migliore resistenza offerta all’attacco chimico dei solfati e delle acque marine; infine, una maggiore resistenza offerta alla penetrazione dei cloruri – e quindi una migliore protezione dei ferri di armatura – apprezzata nelle opere in calcestruzzo armato destinato alle opere stradali o autostradali esposti in inverno ai sali disgelanti contenenti cloruro.LA LOPPA D’ALTOFORNOSulla stessa filosofia del cemento pozzolanico è basato il cemento d’altoforno, con la variante di sostituire l’ingrediente “pozzolana” con la “loppa d’altoforno”. La loppa granulata di origine industriale (scoria nella lavorazione dell’acciaio), purché raffreddata rapidamente allo stato vetroso, presenta la peculiare caratteristica – rispetto alla pozzolana – di poter indurire sia pure lentamente, se finemente macinata e mescolata con acqua, anche in assenza di calce. In realtà, piccole aggiunte di clinker – e quindi della relativa calce liberata – ne accelerano l’indurimento, cosicché nella miscelazione della loppa con il cemento Portland è possibile far variare entro una gamma molto ampia (da 0 a 95%) la percentuale di loppa nel legante. Ovviamente i leganti, per esempio, con 15 % o con 90% di loppa non saranno prestazionalmente equivalenti, soprattutto nella resistenza meccanica alle brevi stagionature (2-7 giorni) dove il contributo della loppa (lenta a indurire) è modesto e rimane, quindi, solo quello apportato dal clinker di cemento Portland. Da ciò deriva, per esempio, l’impossibilità pratica di produrre un cemento d’altoforno con 90% di loppa nelle classi di resistenza 42.5R, 52.5 e 52.5R, per la oggettiva difficoltà a raggiungere la resistenza meccanica a compressione di 20 N/mm2 in soli 2 giorni. Per quanto attiene alle prestazioni dei calcestruzzi con cemento d’altoforno, esse assomigliano a quelle già descritte per i conglomerati con cemento pozzolanico: in particolare, il calore di idratazione del cemento d’altoforno, laddove la percentuale di loppa è spinta ai valori più alti (> 80%), può risultare ancor più basso rispetto a quello che sviluppa nel cemento pozzolanico, necessariamente più ricco di clinker per l’esigenza di un maggior contenuto di calce necessaria all’attivazione della pozzolana.I NUOVI INGREDIENTI POZZOLANICIOltre agli ingredienti tradizionali (pozzolana naturale e loppa d’altoforno) da tempo impiegati per la produzione del cemento pozzolanico e d’altoforno, altri prodotti minerali – quasi tutti di recupero da processi industriali – sono stati introdotti nel processo produttivo dei cementi. Questi includono: la cenere volante (di tipo calcico o silicico), residuo della combustione nelle centrali termiche a carbone; il fumo di silice, sottoprodotto del processo produttivo del silicio metallico o delle leghe metalliche ferro-silicio; la cosiddetta pozzolana industriale, scoria vetrosa delle lavorazioni di leghe metalliche non-ferrose; lo scisto calcinato, residuo della torrefazione di scisti argillosi impregnati di bitume, ed il calcare di origine naturale, unico ingrediente privo in realtà di pozzolanicità. Qualche commento meritano la disponibilità in Italia di questi ingredienti e quindi la effettiva possibilità di reperire localmente i cementi che secondo la nuova normativa dovrebbero contenerli.La cenere volante si presenta in forma di particelle pressoché sferiche (5-90 µm), piene o più spesso cave, capaci di favorire, proprio per la loro forma tondeggiante, la lavorabilità dei calcestruzzi, oltre che la pozzolanicità dei cementi. La cenere volante disponibile in Italia è quella di tipo siliceo proveniente dalla combustione dei carboni bituminosi, mentre è di fatto non disponibile quella di tipo calcico residuo della combustione delle ligniti o dei carboni sub-bituminosi.Il fumo di silice si presenta in forma di microsfere con dimensioni prevalentemente al di sotto di 0.1 µm, e quindi capaci di allocarsi negli interstizi tra i granuli di cemento (1-50 µm). Tuttavia, la elevata finezza del fumo di silice non ne consente una percentuale d’impiego maggiore del 10% nel cemento per il conseguente aumento nella richiesta d’acqua di impasto. Di fatto, il fumo di silice – quasi sempre abbinato ad un superfluidificante per compensare la eccessiva richiesta d’acqua – viene per lo più impiegato come additivo in polvere per calcestruzzi speciali impermeabili ed alta resistenza meccanica a compressione (> 60 N/mm2).I TIPI DI CEMENTONella Tabella 2 sono indicate le proporzioni dei costituenti minerali, accanto all’ingrediente principale (clinker) per i vari tipi e sottotipi di cemento. Le percentuali indicate non tengono conto della presenza di gesso o anidrite – regolatore di presa – e quindi si riferiscono al contenuto totale di clinker e di tutti gli altri ingredienti minerali. La suddivisione dei cementi in base alla loro composizione prevede cinque tipi:I: Cemento Portland (un solo tipo) con almeno il 95% di clinker.II: Cementi Portland di miscela (17 sottotipi) dove il clinker è ancora predominante (almeno 79%) e dove gli altri costituenti (escluso il fumo di silice impiegabile solo nell’intervallo 6-10%) possono oscillare entro due intervalli: 6-20% oppure 21-35%; nel primo caso apparirà nella sigla corrispondente la lettera A, mentre se l’intervallo composizionale è maggiore apparirà la lettera B.La sigla di questi cementi è formata da II, seguito dalla lettera A oppure B a seconda della quantità di costituente minerale, ed infine da una lettera che individua lo specifico costituente minerale: (S per loppa, P per pozzolana naturale, L per calcare, ecc. come è mostrato in Tabella 2). Per esempio la sigla II/A-S sta ad indicare un cemento Portland di miscela (II), contenente loppa (S) in una proporzione variabile dal 6 al 20% (A), e prenderà il nome di “cemento Portland alla loppa”. Se, invece, accanto al prevalente clinker di cemento Portland sono presenti più di un costituente minerale (loppa, pozzolana, cenere, ecc.) il legante risultante sarà chiamato “cemento Portland composito” individuato dalla sigla II/A-M oppure II/B-M a seconda del contenuto di clinker.III: Cemento d’altoforno (3 sottotipi), per il quale sono previsti 3 livelli composizionali nel contenuto di loppa che vengono individuati nella sigla del cemento con: A (loppa 36-65%), B (loppa 66-80%), C (loppa 81-95%). Quest’ultimo rappresenta il cemento con il minor contenuto di clinker (che può scendere fino al 5%) e che proprio per questo si caratterizza per il bassissimo calore di idratazione (apprezzato nei getti di massa) oltre che per un’ottima resistenza all’attacco del solfato, dei sali disgelanti e dell’acqua di mare. Ovviamente questo specifico cemento d’altoforno (con sigla III/C) non potrà essere disponibile se non nelle classi di resistenza più basse (32.5, o al massimo 32.5R), per la carenza del clinker necessario all’ottenimento di una iniziale resistenza meccanica.IV: Cemento pozzolanico (2 sottotipi), dove il contenuto di clinker è compreso negli intervalli 65-89% (A) oppure 45-64% (B) e come costituente minerale è presente una miscela di microsilice, cenere silicica e pozzolana naturale o industriale. Il cemento pozzolanico (IV) propriamente detto – come del resto il cemento d’altoforno (III) – si distingue rispettivamente dal cemento Portland alla pozzolana (II) e dal cemento Portland alla loppa II per il minor contenuto di clinker. Quindi, anche per il cemento pozzolanico, soprattutto quello B con maggior contenuto di pozzolana (36-55%), sarà difficile prevedere la disponibilità nelle classi di resistenza più elevate (42.5R, 52.5, 52.5R).V: Cemento composito (2 sottotipi), con un contenuto di clinker ridotto (40-64% oppure 20-39%) e con una miscela di loppa, pozzolana e cenere silicica come costituenti minerali. Non va confuso con il cemento Portland composito (II/M) più ricco in clinker e più povero in costituenti minerali.Tabella 2 – Cementi Europei: tipi e composizione.. Percentuali in massa.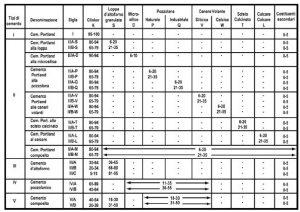

Durabilità del Calcestruzzo Armato
DEFINIZIONE DI DURABILITÀ
Si definisce durabile una costruzione in calcestruzzo armato con una vita utile di servizio di almeno 50 anni. Tuttavia, per opere di una particolare importanza strutturale o sociale si può raddoppiare la vita utile di servizio aumentando il copriferro di almeno 10 mm.
A CHI SERVE LA DURABILITÀ?
Chi trae il vantaggio economico dalla durabilità dell’opera? Solo il proprietario. Ed è quindi il committente dell’opera ed il suo progettista a dover rispettivamente pretendere e prescrivere la durabilità. In sostanza, occorre che la durabilità sia prescritta dal progettista in capitolato, che ci sia il giusto riconoscimento economico all’impresa, e che si eserciti un controllo in corso d’opera per verificare se la prescrizione è stata rispettata. La verifica della prescrizione è possibile solo se è basata su determinazioni di proprietà oggettivamente misurabili. Si dovrebbero bandire, da ogni capitolato che si rispetti, frasi generiche ed ambigue come “calcestruzzo di buona qualità” oppure “esecuzione a regola d’arte” o determinazioni impossibili come quella sul dosaggio di cemento in una carota di calcestruzzo.
DURABILITÀ E AMBIENTE
La durabilità di un materiale è la capacità di conservare nel tempo le prestazioni iniziali in relazione all’ambiente in cui si trova. E’ importante, nel valutare la durabilità di una struttura, considerare l’ambiente in cui l’opera è destinata a sorgere. Le categorie ambientali più o meno aggressive nei confronti del calcestruzzo e dei ferri di armatura sono chiamate classi di esposizione e nella Tabella 1 sono mostrate le varie classi di esposizione. 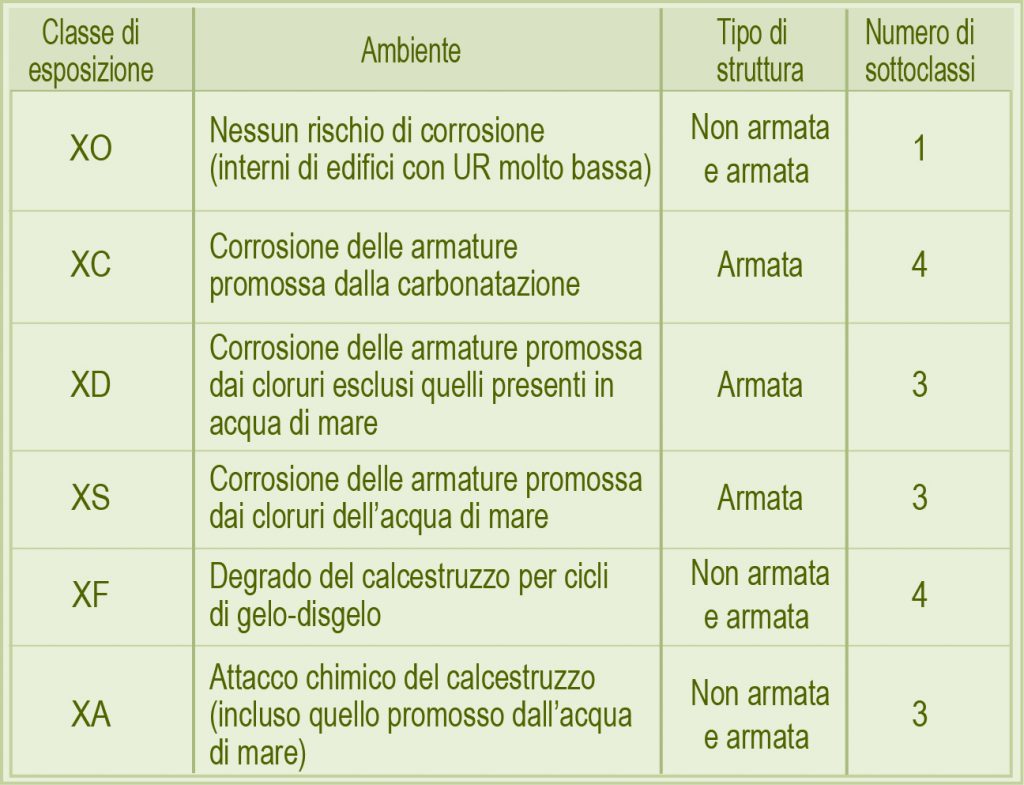 Tabella 1. Classi di esposizione secondo la norma UNI-EN 206Nei paragrafi che seguono verranno esaminati i parametri composizionali e lo spessore di copriferro per garantire la durabilità nelle varie classi di esposizione. Successivamente, verranno discusse alcune raccomandazioni esecutive da adottare sempre, indipendentemente dall’ambiente cui il calcestruzzo è esposto.
Tabella 1. Classi di esposizione secondo la norma UNI-EN 206Nei paragrafi che seguono verranno esaminati i parametri composizionali e lo spessore di copriferro per garantire la durabilità nelle varie classi di esposizione. Successivamente, verranno discusse alcune raccomandazioni esecutive da adottare sempre, indipendentemente dall’ambiente cui il calcestruzzo è esposto.
AMBIENTI INTERNI
Gli ambienti interni (abitazioni, uffici, ecc.) sono quelli protetti dagli agenti atmosferici. Questo ambiente può arrecare qualche danno, solo ai ferri di armatura. L’aria – ed in particolare l’anidride carbonica, l’ossigeno e l’umidità in essa contenuti – può provocare la corrosione delle armature metalliche a seguito di un fenomeno denominato carbonatazione. In realtà, il ruolo dell’anidride carbonica è quello di un complice, mentre i veri killer nei confronti dei ferri sono l’ossigeno e l’umidità.In un calcestruzzo non carbonatato si stabiliscono, per lo sviluppo di Ca(OH)2 a seguito della idratazione del cemento, condizioni di forte basicità (pH > 13) particolarmente favorevoli alla buona conservazione delle armature metalliche, perché sul ferro si forma una patina di ossido impermeabile e adesivo al substrato. In questa situazione (passività) la pellicola di ossido impedisce all’ossigeno ed all’umidità di trasformare il ferro metallico in ruggine secondo il seguente schema:
| 3O2 | |||
| 4 Fe + | =====> | 4 Fe(OH)3 | [1] |
| 6H2O | |||
| (metallo) | (aria umida) | (ruggine impermeabile) | |
Quando però la zona di calcestruzzo che avvolge i ferri è penetrata dall’anidride carbonica, la situazione cambia radicalmente. Infatti, l’anidride carbonica annulla la basicità a seguito del processo di carbonatazione:
| Ca(OH)2 | + CO2 | =====> | CaCO3+H2O | [2] |
| (calce) | (anidride carbonica) | (carbonato) |
In queste condizioni il pH scende a valori di circa 9 ed il ferro perde la sua passività (depassivazione) cioè è in grado di subire la corrosione secondo l’equazione [1]. La carbonatazione non danneggia il calcestruzzo e neppure danneggia direttamente i ferri di armatura. Essa crea solo le condizioni favorevoli al processo di corrosione da parte dell’ossigeno e dell’umidità, attraverso la diminuzione del pH. In sostanza l’anidride carbonica è solo un complice che spiana la strada ai veri responsabili (ossigeno e umidità) della corrosione.Come ci si può difendere dalla corrosione promossa dalla carbonatazione? Sostanzialmente con due accorgimenti:1) riducendo il rapporto acqua/cemento ( a/c), perché questa riduzione rende la matrice cementizia più compatta e quindi meno penetrabile tanto dal complice (CO2) quanto dai due killer (O2 e H2O); 2) aumentando lo spessore del copriferro. Nelle strutture normali, cioè non armate, non esiste alcun limite per a/c giacché, non esiste alcun rischio di corrosione. D’altra parte, per le opere in c.a. p. – rispetto a quelle in c.a. – occorre adottare misure preventive più conservative sia per a/c (0.60 anziché 0.65), sia per il copriferro (25 anziché 15 mm).
AMBIENTI ESTERNI
Gli ambienti esterni possono essere di due tipi: quelli esposti alla pioggia o in genere all’umidità (XC) e quelli esposti alle alternanze termica intorno allo 0°C con formazione di ghiaccio (XF). Nell’ambiente esposto alla pioggia si possono verificare fenomeni di dilavamento del calcare da parte dell’azione congiunta dell’acqua e della CO2. Per questo motivo è necessario abbassare il rapporto a/c a 0.60.Nelle strutture esposte ai cicli di gelo-disgelo occorre abbassare il rapporto a/c a 0.55, innalzare il copriferro di 5 mm, adottare aggregati non gelivi, e soprattutto inglobare aria in forma di microbolle uniformemente spaziate e capaci di ospitare l’acqua libera sospinta dalla formazione di ghiaccio.
I SALI DISGELANTI
Sono esposte ai sali disgelanti a base di cloruro nel periodo invernale le opere stradali, autostradali, aeroportuali e le pavimentazioni esterne. Oltre alle aggressioni presenti nella classe di esposizione XF, occorre tener conto della presenza dei cloruri capaci di promuovere una corrosione più severa (pitting corrosion) delle armature (XD). Pertanto, è necessario predisporre una risposta all’attacco aggressivo ancor più efficace che non negli ambienti esposti solo ai cicli di gelo-disgelo.
IL MARE
Sono previste due sub-ambienti: ambiente marino (XS) in clima temperato oppure accompagnato da cicli di gelo e disgelo (XF) . In entrambi i casi il calcestruzzo è esposto all’attacco dei sali solfatici, ed i ferri di armatura sono aggredibili dai cloruri. Nel caso in cui, nell’ambiente marino si verifichino anche cicli di gelo e disgelo, occorre adottare una linea difensiva più efficace inglobando microbolle d’aria.
AMBIENTE CHIMICAMENTE AGGRESSIVO
La classe di esposizione XA riguarda le opere in calcestruzzo in ambiente chimicamente aggressivo: solfati, solfuri, ammoniaca, magnesio, sostanze acide, ecc. Tra questi agenti, il solfato gioca un ruolo determinante per la frequenza con cui è riscontrabile nei terreni, nelle acque naturali e negli ambienti industriali. Quando un calcestruzzo poroso viene a contatto con il solfato subisce degrado a seguito della reazione di quest’ultimo con i calcio-alluminati idrati (C-A-H) ed i calcio-silicati idrati (C-S-H), entrambi prodotti dall’idratazione del cemento.I fenomeni di degrado consistono nella formazione di due componenti (entrambi a carattere espansivo-dirompente) denominati ettringite e thaumasite formati per reazione del solfato rispettivamente con C-A-H e C-S-H. Per impedire il degrado è necessario adottare due misure: rendere il calcestruzzo meno poroso abbassando il rapporto a/c e stagionando adeguatamente il conglomerato; impiegare un cemento meno ricco in alluminati e quindi meno disponibile a formare l’ettringite. Per individuare il rapporto a/c e stabilire se si deve impiegare un cemento resistente ai solfati è necessario conoscere la concentrazione di solfato nell’ambiente.
VERIFICA DELLE PRESCRIZIONI
Se è vero che un limite nel rapporto a/c è la premessa indispensabile per la costruzione di un calcestruzzo durabile, cosa si può fare in pratica per verificare che questo limite non sia stato effettivamente superato? La verifica di questo parametro offre non poche difficoltà anche a chi volesse determinare sia l’acqua di impasto, sia il dosaggio di cemento al momento del getto. Infatti, se in qualche modo si arriva a determinare l’acqua di impasto, la verifica del dosaggio di cemento – basato sul passante ad un certo vaglio del calcestruzzo fresco – presenta notevoli incertezze per la presenza di altri componenti non cementizi di paragonabile finezza. D’altra parte, la determinazione del dosaggio di cemento in un calcestruzzo indurito è di fatto oggi impossibile con la disponibilità dei leganti idraulici secondo la nuova normativa europea. Da tutto ciò deriva che l’unico modo praticabile, per verificare che sia stato effettivamente adottato il rapporto a/c prescritto consiste nel controllo indiretto della resistenza caratteristica (Rck) sugli impasti delle prove preliminari eseguite con il rapporto a/c prescelto. In mancanza di queste prove, la correlazione tra Rck ed a/c viene fornita indicativamente dalla norma UNI 9858 che stabilisce i criteri di durabilità del calcestruzzo in relazione alle classi di esposizione ambientale. Se nel calcestruzzo è necessario prevedere la presenza di un determinato volume di aria (4-6%) per le classi di esposizione i valori di Rck debbono essere abbattuti di circa il 20%.
NON SOLO A/C: OCCORRE ANCHE COSTIPARE E STAGIONARE
Per garantire la durabilità delle strutture reali non è sufficiente rispettare il limite nel rapporto a/c e nel volume di aria. Per una struttura durabile occorre anche che in corso d’opera siano rispettate due altre condizioni tanto importanti quanto disattese nella pratica del cantiere: il calcestruzzo gettato deve essere costipato a rifiuto; il calcestruzzo al momento dello scassero deve essere protetto dall’evaporazione per un periodo di almeno 3 giorni. Sulla prima delle due condizione si possono fare le seguenti tre importanti considerazioni:- l’importanza della compattazione è legata al fatto che un calcestruzzo mal compattato presenta vuoti e macro-difetti che favoriscono l’ingresso degli agenti aggressivi nel materiale;- per assicurare realisticamente una buona costipazione è necessario che il calcestruzzo possegga un’adeguata lavorabilità (classe di consistenza S4 o S5) senza che si ricorra a riaggiunte d’acqua in cantiere che aumenterebbero di fatto a/c e penalizzerebbero la durabilità;- per verificare, in modo semplice, che l’impresa abbia costipato adeguatamente il calcestruzzo si può prescrivere in capitolato di misurare la massa volumica sulle carote estratte dalla struttura in opera e confrontarla con quella del provino impiegato per il controllo della Rck; la prima non dovrebbe risultare inferiore alla seconda per più del 3% (o di altro valore che si è disposti a tollerare).Sulla seconda condizione (stagionatura umida) per almeno 3 giorni è necessario sottolineare che un calcestruzzo rischia di non essere di fatto durabile se la sua “pelle” si essicca prima ancora che il cemento abbia potuto reagire con l’acqua di impasto. Se ciò accade, si verifica un arresto nel processo di idratazione con grave pregiudizio sulla impermeabilità dello strato corticale del conglomerato.Poiché anche la stagionatura ha un costo, difficilmente essa verrà offerta da un’impresa se questa operazione non è stata prevista in capitolato. In pratica, per assicurare una buona stagionatura umida occorre che la superfice a vista della struttura sia bagnata continuamente con acqua nebulizzata, oppure coperta con teli impermeabili o più semplicemente trattata con membrane anti-evaporanti applicate a spruzzo subito dopo la scasseratura.
CONCLUSIONI
Per concludere un calcestruzzo durabile richiede – già in fase di capitolato – che si definiscano tre aspetti da verificare in corso d’opera:
- una Rck che corrisponda al rapporto a/c da adottare in relazione all’ambiente aggressivo;
- una costipazione del calcestruzzo in opera in modo, che la massa volumica della struttura (misurata su carote) non scenda per più del 3% sotto quella del corrispondente provino (su cui si determina la Rck) compattato a rifiuto;
- una stagionatura umida della superficie del calcestruzzo per almeno 3 giorni dopo la scasseratura.

Ettringite: Dott. Jekyll e Mr. Hyde
L’ Ettringite gioca più ruoli nel determinare il comportamento del calcestruzzo. A seconda delle circostanze e delle condizioni la sua formazione può essere benefica o negativa. Un po’ come quel famoso personaggio dalla doppia personalità: quella benevola di Mr. Hyde, e quella criminale di Dr. Jekyill. Da un punto di vista chimico l’ettringite è un trisolfo-alluminato di calcio idrato: 3CaO•Al2O3•3CaSO4•32H2O. Tuttavia il suo comportamento ed i suoi effetti sulle prestazioni del calcestruzzo sono poco correlabili con la sua composizione chimica, quanto piuttosto con le modalità ed i tempi di formazione.
IL RUOLO POSITIVO: L’ETTRINGITE PRIMARIA
La formazione di ettringite svolge sicuramente un ruolo positivo nella regolazione della presa del cemento portland. Quest’ultimo è sostanzialmente costituito da due componenti: il clinker, che deriva dalla cottura delle materie prime e che contiene una miscela di silicati e alluminati (C3S, C2S, C3A e C4AF), ed il gesso (CaSO4•2H2O) che viene aggiunto, in misura di circa il 5%, nel mulino di macinazione del cemento. In assenza di gesso, il clinker (ed in particolare un suo componente molto reattivo: il C3A) provocherebbe una presa così rapida (subito dopo la miscelazione con acqua) da rendere impraticabile il trasporto del calcestruzzo. La presa rapida è associata alla trasformazione del C3A in lamine esagonali di alluminati di calcio idrati C-A-H (Fig. 1).La funzione del gesso è quella di reagire proprio con il C3A in presenza di acqua provocando il deposito di ettringite (in forma di una pellicola che avvolge la superficie del C3A) ed arrestando momentaneamente, o comunque ritardando fortemente, l’ulteriore idratazione del C3A e la formazione di C-A-H. Il risultato di questo processo, altamente positivo, è quello di far avvenire la presa del cemento in un tempo più lungo (almeno un’ora) e di consentire le operazioni di miscelazione, di trasporto, e di getto del calcestruzzo in tutta tranquillità. Per comodità definiremo primaria questa ettringite che si forma nella fase della presa del cemento. La formazione della pellicola di ettringite – che in realtà è assimilabile ad un feltro di minutissimi cristalli aghiformi – è però accompagnata da un aumento di volume, derivante dal fatto che l’ettringite è più voluminosa rispetto ai prodotti (C3A, acqua e gesso) che la generano.Se la formazione di ettringite è limitata e si esaurisce in breve tempo, cioè se si manifesta all’interno di un sistema deformabile (come è il calcestruzzo soprattutto nella fase plastica nelle prime ore di vita), allora l’incremento di volume, oltre ad essere modesto, non provoca sostanzialmente tensioni all’interno del materiale. Se, invece, la formazione di ettringite fosse abbondante e si protraesse per molto tempo (quando ormai il calcestruzzo è diventato molto rigido), allora l’aumento di volume potrebbe provocare pericolose tensioni con conseguenti fessurazioni dei manufatti cementizi.Questo diverso comportamento (assenza o meno di fessurazioni) è in qualche modo assimilabile a quello di un contenitore, pieno d’acqua, posto in un congelatore: la formazione di ghiaccio, anch’essa accompagnata da aumento di volume, provoca la fessurazione di un contenitore rigido in vetro, ma non di un contenitore deformabile in gomma. In pratica, per assicurare che la formazione di ettringite non provochi tensioni pericolose all’interno di un calcestruzzo rigido, occorre limitare il quantitativo di gesso aggiunto in macinazione allo stretto indispensabile, per la regolazione della presa, in modo tale che la formazione stessa di ettringite si esaurisca nel minor tempo possibile (al massimo entro un giorno) e sia comunque in quantità limitata.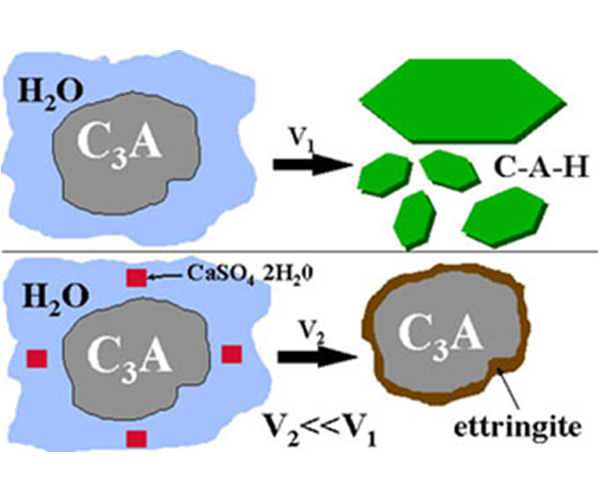 Fig.1 – Meccanismo di azione del gesso nel regolare la formazione di ettringite primaria.
Fig.1 – Meccanismo di azione del gesso nel regolare la formazione di ettringite primaria.
IL RUOLO NEGATIVO: L’ETTRINGITE SECONDARIA
Ciò comporta, però, che buona parte del C3A rimanga – per difetto di gesso – al di sotto della pellicola di ettringite. Questo C3A residuo completerà successivamente, quando ormai il calcestruzzo è stato messo in opera, la sua conversione in C-A-H per lenta diffusione dell’acqua attraverso la pellicola superficiale di ettringite. Il quadro ora descritto (che riguarda il controllo della presa del cemento e quindi la possibilità pratica di gettare il calcestruzzo entro tempi ragionevolmente lunghi) lascia, tuttavia, aperta una possibilità di rischio.Tabella 1 – Sequenza degli eventi per la formazione di ettringite secondaria.
| a) Ingresso dall’ambiente nel calcestruzzo di ioni solfatici (SO4-2); | ||||
| b) Reazione dello ione SO4= con la calce presente nel calcestruzzo e formazione di gesso: | ||||
| SO4-2 | + Ca(OH)2 | acqua======> | CaSO4·2H2O + 2OH | [1] |
| (Calce) | (gesso) | |||
| c) Reazione del gesso di neo-formazione con gli alluminati idrati del cemento (C-A-H) e produzione di ettringite secondaria: | ||||
| Ca SO4·2H2O + C-A-H | acqua======> | 3CaO·Al2O3·3CaOSO4· 32H2O | [2] | |
Il rischio consiste nel fatto che la formazione di nuova ettringite, che definiremo secondaria, possa essere ri-alimentata a seguito di ulteriore gesso formato in situ per ingresso di solfati provenienti dall’ambiente. E’ questo tipo di ettringite (cioè quello formato a tempi lunghi per interazione del materiale con l’ambiente, ed in particolare tra il C-A-H del calcestruzzo in servizio con il solfato ambientale) che può provocare danni severi sotto forma di fessurazioni, delaminazioni e distacchi del calcestruzzo (Fig. 2). Questo tipo di degrado è noto con il nome di attacco solfatico ed è associato principalmente (ma non solo) con la formazione di ettringite secondaria. Fig. 2 – Degrado di un canale per attacco solfatico delle acque e formazione di ettringite secondaria.Semplificando, l’attacco solfatico – che porta alla formazione di ettringite secondaria – può essere schematizzato con la successione di tre eventi (a, b, c) come è mostrato in Tabella 1.Come si può vedere, la formazione di ettringite secondaria all’interno del calcestruzzo in servizio, quando è esposto in un ambiente solfatico, richiede la sequenza di tre eventi (a, b, c). Da un punto di vista pratico, per impedire o almeno attenuare il degrado del calcestruzzo per effetto dell’attacco solfatico, è necessario bloccare almeno uno, possibilmente due, e preferibilmente tutti e tre gli eventi che portano alla formazione di ettringite secondaria.a) Impedire l’ingresso del solfatoIl modo più efficace per prevenire l’attacco solfatico consiste nel bloccare l’evento a, cioè nell’impedire che il solfato ambientale entri nel calcestruzzo.E’ evidente, infatti, che se il solfato non penetra nel calcestruzzo non possono verificarsi né il secondo evento (formazione di gesso), né tanto meno il terzo (formazione di ettringite). Ci sono due metodi (A e B), in pratica, per predisporre una barriera all’ingresso del solfato – come in qualsiasi altro agente aggressivo ambientale – all’interno del calcestruzzo.A) Il primo metodo consiste nel confezionare un calcestruzzo poco poroso, o comunque caratterizzato da un sistema poroso discontinuo, che impedisca – attraverso la segmentazione dei pori – l’accesso del solfato verso l’interno del materiale: in pratica, per ridurre la porosità ed impedire l’ingresso del solfato, si ricorre all’adozione di bassi rapporti acqua/cemento (a/c) che predispongano, dopo un’accurata stagionatura umida, la formazione di una pasta cementizia impermeabile all’acqua e quindi di fatto impenetrabile dai solfati. In pratica, il vincolo nel non superare un certo rapporto a/c, e creare quindi una efficace barriera all’ingresso dei solfati, dipende dalle entità della forza motrice che sospinge i solfati dall’ambiente dentro il calcestruzzo. Questa forza motrice è tanto più intensa, quanto maggiore è la concentrazione del solfato nell’ambiente. Pertanto, la barriera all’ingresso del solfato deve essere tanto più efficace (cioè il rapporto a/c deve essere tanto più basso), quanto maggiore è la concentrazione del solfato nell’ambiente che circonda il calcestruzzo. Questo principio, che riguarda non solo l’attacco del solfato ma anche quello di altri agenti aggressivi, è alla base di tutte le moderne normative (inclusa quella nazionale UNI 9850 ed europea EN 206). In linea di massima si può dire che il rapporto a/c del calcestruzzo non deve superare il valore di 0.55 quando l’ambiente (acqua o terreno) nel quale si trova il manufatto contiene più di 250 mg di solfato per 1 kg di acqua o di terreno, e deve scendere a valori ancora più bassi (< 0.45) se il contenuto di solfato è maggiore (si consulti per maggiori dettagli l’articolo “Durabilità del calcestruzzo armato” disponibile sul sito www.encosrl.it ? l’ABC del calcestruzzo).B) Il secondo metodo di prevenzione all’ingresso del solfato consiste nel proteggere superficialmente la superficie del manufatto con un rivestimento impermeabile che impedisca l’accesso di acqua nel calcestruzzo (il solfato, anche se presente in un terreno, è comunque sempre veicolato da un mezzo acquoso): questo tipo di prevenzione, che peraltro non sempre può essere realizzato (per esempio nei getti contro terra), presenta l’inconveniente che il rivestimento protettivo può distaccarsi nel tempo a seguito delle escursioni termiche ambientali. Tuttavia, questo provvedimento si rende indispensabile – ove sia attuabile – quando l’attacco solfatico sia già iniziato per carente qualità (eccessiva porosità) del calcestruzzo ormai gettato, o laddove (come prevedono le menzionate norme nazionali ed europee) la elevatissima concentrazione del solfato nell’ambiente (> 6000 mg/kg) richieda un trattamento di impermeabilizzazione superficiale del manufatto in aggiunta all’altro provvedimento che riguarda il rapporto a/c.b) Impedire la formazione di gessoIn aggiunta – e non in alternativa – al metodo a) per impedire l’ingresso del solfato, si può tentare di ridurre la quantità di calce nel calcestruzzo. Conseguentemente diminuisce la quantità di gesso che si forma secondo il processo [1]. Questo accorgimento – comunque raccomandabile, ancorché non cogente in base alla normativa – consiste nell’impiegare cementi d’altoforno (CEM III), pozzolanici (CEM IV) o compositi (CEM V). Questi cementi – grazie alla presenza di pozzolana e/o loppa – riducono significativamente la quantità di calce libera nel calcestruzzo (si consulti l’articolo “Cemento: il cuore del calcestruzzo” disponibile sul sito www.encosrl.it ? l’ABC del calcestruzzo). La diminuzione di calce, e quindi di gesso formato in situ, comporta ovviamente un minor rischio di formazione di ettringite alimentata dal gesso secondo il processo [2] in Tabella 1.Val la pena di precisare che la semplice adozione dei cementi sopra menzionati, non è in grado di assicurare la durabilità del manufatto in assenza di un ridotto rapporto a/c.c) Impedire la formazione di ettringitePer la produzione di ettringite è indispensabile che accanto al gesso – formatosi a seguito del processo [1] – sia presente la fase C-A-H. La riduzione, o la completa eliminazione del C-A-H, impedirebbe teoricamente la produzione di ettringite ancorchè il solfato sia penetrato nel calcestruzzo (evento a) ed abbia reagito con la calce (evento b). Per questo motivo, in passato, si è ritenuto di poter prevenire il degrado da attacco solfatico semplicemente impiegando un cemento povero o privo ci C3A (cemento ferrico) e quindi capace di produrre una quantità rispettivamente minima o nulla di C-A-H. In realtà, anche in assenza di C3A rimangono comunque nel cemento dei componenti vulnerabili – sia pure, rispetto al C3A, in misura minore – al solfato e al gesso. Infatti, anche i prodotti di idratazione del C4AF (un altro alluminato presente nel clinker) sono suscettibili di trasformazione in ettringite, mentre i prodotti di idratazione dei silicati (C-S-H) possono generare, in presenza di gesso, la formazione di thaumasite, un prodotto ancor più devastante dell’ettringite. Pertanto, l’impiego di un cemento a basso tenore di C3A – spesso considerato un cemento di per sé resistente ai solfati – è una opzione raccomandabile (UNI 9858 ed EN 206) in aggiunta agli altri più importanti accorgimenti – in particolare quello di adottare un basso rapporto a/c – per la prevenzione dell’attacco aggressivo soprattutto quando la concentrazione del solfato nell’ambiente supera una certa soglia critica (500 mg/kg per le acque e 3000 mg/kg per i terreni).
Fig. 2 – Degrado di un canale per attacco solfatico delle acque e formazione di ettringite secondaria.Semplificando, l’attacco solfatico – che porta alla formazione di ettringite secondaria – può essere schematizzato con la successione di tre eventi (a, b, c) come è mostrato in Tabella 1.Come si può vedere, la formazione di ettringite secondaria all’interno del calcestruzzo in servizio, quando è esposto in un ambiente solfatico, richiede la sequenza di tre eventi (a, b, c). Da un punto di vista pratico, per impedire o almeno attenuare il degrado del calcestruzzo per effetto dell’attacco solfatico, è necessario bloccare almeno uno, possibilmente due, e preferibilmente tutti e tre gli eventi che portano alla formazione di ettringite secondaria.a) Impedire l’ingresso del solfatoIl modo più efficace per prevenire l’attacco solfatico consiste nel bloccare l’evento a, cioè nell’impedire che il solfato ambientale entri nel calcestruzzo.E’ evidente, infatti, che se il solfato non penetra nel calcestruzzo non possono verificarsi né il secondo evento (formazione di gesso), né tanto meno il terzo (formazione di ettringite). Ci sono due metodi (A e B), in pratica, per predisporre una barriera all’ingresso del solfato – come in qualsiasi altro agente aggressivo ambientale – all’interno del calcestruzzo.A) Il primo metodo consiste nel confezionare un calcestruzzo poco poroso, o comunque caratterizzato da un sistema poroso discontinuo, che impedisca – attraverso la segmentazione dei pori – l’accesso del solfato verso l’interno del materiale: in pratica, per ridurre la porosità ed impedire l’ingresso del solfato, si ricorre all’adozione di bassi rapporti acqua/cemento (a/c) che predispongano, dopo un’accurata stagionatura umida, la formazione di una pasta cementizia impermeabile all’acqua e quindi di fatto impenetrabile dai solfati. In pratica, il vincolo nel non superare un certo rapporto a/c, e creare quindi una efficace barriera all’ingresso dei solfati, dipende dalle entità della forza motrice che sospinge i solfati dall’ambiente dentro il calcestruzzo. Questa forza motrice è tanto più intensa, quanto maggiore è la concentrazione del solfato nell’ambiente. Pertanto, la barriera all’ingresso del solfato deve essere tanto più efficace (cioè il rapporto a/c deve essere tanto più basso), quanto maggiore è la concentrazione del solfato nell’ambiente che circonda il calcestruzzo. Questo principio, che riguarda non solo l’attacco del solfato ma anche quello di altri agenti aggressivi, è alla base di tutte le moderne normative (inclusa quella nazionale UNI 9850 ed europea EN 206). In linea di massima si può dire che il rapporto a/c del calcestruzzo non deve superare il valore di 0.55 quando l’ambiente (acqua o terreno) nel quale si trova il manufatto contiene più di 250 mg di solfato per 1 kg di acqua o di terreno, e deve scendere a valori ancora più bassi (< 0.45) se il contenuto di solfato è maggiore (si consulti per maggiori dettagli l’articolo “Durabilità del calcestruzzo armato” disponibile sul sito www.encosrl.it ? l’ABC del calcestruzzo).B) Il secondo metodo di prevenzione all’ingresso del solfato consiste nel proteggere superficialmente la superficie del manufatto con un rivestimento impermeabile che impedisca l’accesso di acqua nel calcestruzzo (il solfato, anche se presente in un terreno, è comunque sempre veicolato da un mezzo acquoso): questo tipo di prevenzione, che peraltro non sempre può essere realizzato (per esempio nei getti contro terra), presenta l’inconveniente che il rivestimento protettivo può distaccarsi nel tempo a seguito delle escursioni termiche ambientali. Tuttavia, questo provvedimento si rende indispensabile – ove sia attuabile – quando l’attacco solfatico sia già iniziato per carente qualità (eccessiva porosità) del calcestruzzo ormai gettato, o laddove (come prevedono le menzionate norme nazionali ed europee) la elevatissima concentrazione del solfato nell’ambiente (> 6000 mg/kg) richieda un trattamento di impermeabilizzazione superficiale del manufatto in aggiunta all’altro provvedimento che riguarda il rapporto a/c.b) Impedire la formazione di gessoIn aggiunta – e non in alternativa – al metodo a) per impedire l’ingresso del solfato, si può tentare di ridurre la quantità di calce nel calcestruzzo. Conseguentemente diminuisce la quantità di gesso che si forma secondo il processo [1]. Questo accorgimento – comunque raccomandabile, ancorché non cogente in base alla normativa – consiste nell’impiegare cementi d’altoforno (CEM III), pozzolanici (CEM IV) o compositi (CEM V). Questi cementi – grazie alla presenza di pozzolana e/o loppa – riducono significativamente la quantità di calce libera nel calcestruzzo (si consulti l’articolo “Cemento: il cuore del calcestruzzo” disponibile sul sito www.encosrl.it ? l’ABC del calcestruzzo). La diminuzione di calce, e quindi di gesso formato in situ, comporta ovviamente un minor rischio di formazione di ettringite alimentata dal gesso secondo il processo [2] in Tabella 1.Val la pena di precisare che la semplice adozione dei cementi sopra menzionati, non è in grado di assicurare la durabilità del manufatto in assenza di un ridotto rapporto a/c.c) Impedire la formazione di ettringitePer la produzione di ettringite è indispensabile che accanto al gesso – formatosi a seguito del processo [1] – sia presente la fase C-A-H. La riduzione, o la completa eliminazione del C-A-H, impedirebbe teoricamente la produzione di ettringite ancorchè il solfato sia penetrato nel calcestruzzo (evento a) ed abbia reagito con la calce (evento b). Per questo motivo, in passato, si è ritenuto di poter prevenire il degrado da attacco solfatico semplicemente impiegando un cemento povero o privo ci C3A (cemento ferrico) e quindi capace di produrre una quantità rispettivamente minima o nulla di C-A-H. In realtà, anche in assenza di C3A rimangono comunque nel cemento dei componenti vulnerabili – sia pure, rispetto al C3A, in misura minore – al solfato e al gesso. Infatti, anche i prodotti di idratazione del C4AF (un altro alluminato presente nel clinker) sono suscettibili di trasformazione in ettringite, mentre i prodotti di idratazione dei silicati (C-S-H) possono generare, in presenza di gesso, la formazione di thaumasite, un prodotto ancor più devastante dell’ettringite. Pertanto, l’impiego di un cemento a basso tenore di C3A – spesso considerato un cemento di per sé resistente ai solfati – è una opzione raccomandabile (UNI 9858 ed EN 206) in aggiunta agli altri più importanti accorgimenti – in particolare quello di adottare un basso rapporto a/c – per la prevenzione dell’attacco aggressivo soprattutto quando la concentrazione del solfato nell’ambiente supera una certa soglia critica (500 mg/kg per le acque e 3000 mg/kg per i terreni).
IL DEGRADO DA DEF
Il degrado usuale legato alla formazione di ettringite secondaria è sostanzialmente incentrato sulla interazione di un calcestruzzo (generalmente poroso) e l’ambiente (acqua o terreni) che contiene solfati. A partire dagli anni ‘80 è stato evidenziato – soprattutto nelle traversine ferroviarie in c.a.p. – un singolare tipo di attacco solfatico che si manifesta, in forma di fessurazione, in manufatti situati in ambienti esenti da solfato. Questo tipo di degrado – noto come DEF (Delayed Ettringite Formation) – è in sostanza provocato dalla ritardata formazione di ettringite secondaria generata all’interno del calcestruzzo senza alcun apporto di solfati dall’esterno. Per spiegare questo singolare e straordinario tipo di degrado sono state avanzate più ipotesi le più importanti delle quali sono:l’ettringite primaria (non pericolosa), che si forma al momento della presa, si decompone termicamente se il manufatto è sottoposto a maturazione accelerata ad alta temperatura; per successiva esposizione all’acqua si riforma l’ettringite (secondaria) generando tensioni pericolose in quanto l’espansione, che accompagna la formazione di questa ettringite, si manifesta in un sistema che nel frattempo è diventato molto più rigido;
(ii) il degrado da DEF non sarebbe direttamente imputabile alla formazione di ettringite; il quadro fessurativo sarebbe in realtà provocato da altri fenomeni (reazione alcali-silice, rottura a fatica per sollecitazioni dinamiche in servizio, ecc), mentre gli ioni SO4 -2, Ca +2, Al +3, derivanti dall’ettringite primaria, provocherebbero il deposito di ettringite secondaria in una forma “benigna”: in sostanza il deposito di ettringite secondaria all’interno delle microfessure – provocate da altri eventi precursori – sarebbe l’effetto e non la causa del degrado stesso;
(iii) accanto all’ettringite primaria – che si forma immediatamente per reazione tra C3A, gesso ed acqua – si può formare, a tempi più lunghi, un’ettringite secondaria (o ritardata) anche in un ambiente privo di solfati purché nel clinker sia presente un’eccessiva quantità di solfato proveniente dalle impurità di zolfo presente nei combustibili. Il solfato presente nel clinker – a differenza di quello contenuto nel gesso aggiunto in macinazione per regolare la presa – è lento nel diffondere dal clinker verso la fase acquosa che riempie i pori e le microfessure presenti nel calcestruzzo, e pertanto alimenta la formazione di ettringite quando il calcestruzzo è ormai indurito e rigido e provocando, quindi, microfessurazioni e distacchi.
In favore della terza ipotesi ci sono tre considerazioni:
- il degrado da DEF coinvolge prevalentemente manufatti prefabbricati maturati a vapore, ma anche strutture gettate in opera e maturate a temperatura ambiente per le quali non è possibile invocare il meccanismo della decomposizione termica dell’ettringite primaria (ipotesi i);
- il degrado da DEF è stato registrato anche in strutture in calcestruzzo con aggregati calcarei (privi quindi di silice alcali – reattiva) e non sollecitate a fatica (ipotesi ii), come per esempio le traversine ferroviarie stoccate in piazzale in attesa di entrare in servizio;
- il degrado da DEF, praticamente assente fino agli anni ‘70, ha cominciato a manifestarsi negli anni ‘80 mentre la maturazione a vapore è stata sempre impiegata ben prima degli anni ‘70; per contro, a partire dagli anni ‘80 sono stati registrati aumenti di impurità solfatiche nel clinker probabilmente correlabili con l’impiego nel forno di cottura di combustibili più economici ma più ricchi in zolfo.
D’altra parte, se è vero che a partire dagli anni ‘80 è andato aumentando il contenuto di solfato nel clinker, è pur vero che le strutture danneggiate da DEF rappresentano una ridottissima minoranza rispetto alla stragrande maggioranza di strutture integre. Pertanto, debbono esistere altre concause – accanto al maggior tenore di solfato nel clinker – nel determinare il degrado da DEF, la più importante delle quali è l’insorgere di microfessure provocate talvolta dallo stesso processo produttivo. Per esempio, nel caso delle traversine ferroviarie in c.a.p., il livello di sollecitazione provocato dalla precompressione stessa provoca la formazione di microfessure – non rilevabili a occhio nudo, ma evidenziabili con l’ausilio di un microscopio ottico da campo – all’interno delle quali avviene il deposito di ettringite ritardata con conseguente allargamento delle iniziali microfessure e formazione di macrofessure molto pericolose.Secondo un modello olistico – cioè che tenga conto di tutte le varie concause che determinano il degrado da DEF – il fenomeno è imputabile alla coesistenza di tre elementi:
- presenza di eccessivo solfato nel clinker (SO3 > 1%);
- formazione di microfessure determinate da escursioni igrotermiche, carichi dinamici in servizio, eccessive sollecitazioni in fase di precompressione, ecc..
- esposizione all’umidità, sia pure in modo discontinuo, delle strutture microfessurate.
E’ sufficiente prevenire almeno uno di questi elementi per eliminare il rischio di degrado da DEF.Se ciò non avviene, gli ioni SO4-2 provenienti dal clinker diffondono lentamente, insieme agli ioni Ca+2 ed Al+3, attraverso i pori del calcestruzzo saturi di acqua (in ambienti umidi) e depositano l’ettringite secondaria all’interno delle microfessure pre-esistenti (anch’esse sature di acqua) provocandone l’ulteriore allargamento ed innescando il degrado delle strutture.

Fessurazione del calcestruzzo: ingresso degli agenti aggressivi
LA FESSURAZIONE INSIDIA LA DURABILITÀ
Una struttura in calcestruzzo fessurata molto spesso non è più in grado di garantire il servizio al quale era stata destinata: per esempio, una trave in calcestruzzo normale, una volta che si è fessurata, non è più in grado di sopportare le sollecitazioni flessionali in servizio. Proprio per questo, da molto tempo, il calcestruzzo normale è stato rinforzato con i ferri di armatura che sopperiscono alle intrinseche deficienze strutturali del conglomerato, ed in particolare alla tendenza di questo materiale a fessurarsi sotto l’azione di sollecitazioni di trazione e flessione neppure rilevanti. Se le armature metalliche hanno risolto brillantemente i problemi strutturali del calcestruzzo quando è sottoposto ai carichi statici e dinamici in servizio, esse non hanno però risolto l’altro problema connesso con la fessurazione: la durabilità della struttura.Val la pena di ricordare che le armature metalliche, sapientemente disposte dal progettista, possono eliminare la frattura ed il conseguente collasso della struttura. Esse possono, inoltre, ridurre l’ampiezza di un’unica macrofessura, che si verificherebbe in un calcestruzzo non armato, in tante microfessure di ampiezza minore. Rimane il fatto, però, che il calcestruzzo, ancorché armato, è suscettibile di fessurarsi, magari in forma di micro anziché di macro-fessure (Fig. 1). Ed è questo il problema, ancora irrisolto, che rimane da affrontare in relazione alla durabilità.La durabilità – cioè la capacità di durare nel tempo, ma non all’infinito, alle aggressioni ambientali – viene oggi convenzionalmente assicurata per non più di 50 anni, purché si adotti un copriferro sufficientemente spesso ed un rapporto acqua/cemento (a/c) sufficientemente basso per impedire agli agenti aggressivi dell’ambiente di entrare all’interno del calcestruzzo, e purché siano rispettate alcune regole fondamentali – spesso, però disattese nella pratica – di assicurare un minimo di stagionatura umida soprattutto dopo una precoce scasseratura (si veda l’articolo “Durabilità del calcestruzzo armato” disponibile sul sito www.encosrl.it è l’ABC del calcestruzzo). Tuttavia, soprattutto in strutture con grande estensione superficiale rispetto alla massa, come si verifica per i pavimenti o le volte sottili, un calcestruzzo non è durabile – anche se confezionato con basso rapporto a/c – se presenta fessure o anche solo microfessure (cioè non visibili a occhio nudo ma rilevabili con microscopio ottico : < 100 mm). Infatti, l’obiettivo di ridurre la macroporosità della matrice cementizia e quindi l’accesso degli agenti aggressivi mediante la riduzione del rapporto a/c, può essere completamente vanificato dalla presenza di fessure o microfessure attraverso le quali gli agenti aggressivi possono penetrare nonostante una densa e compatta matrice cementizia. L’aspetto più preoccupante nell’aggressione ambientale, perpetrata attraverso i cammini preferenziali rappresentati dalle fessure e microfessure, riguarda proprio i ferri di armatura particolarmente esposti al rischio di prematura corrosione per l’ingresso di aria umida, e quindi di un gas che permea facilmente le fessure ma anche le invisibili microfessure. Nel giro di qualche anno l’incipiente corrosione dei ferri prima farà apparire le macchie di ruggine in corrispondenza delle microfessure, successivamente tramuterà le micro in macrofessure ed infine provocherà il distacco del copriferro a causa dell’aumento di volume delle armature per effetto della corrosione promossa dalla carbonatazione. Insomma, il confezionamento di un calcestruzzo di qualità, con un basso rapporto a/c in conformità alle normative, è condizione necessaria, ma non sufficiente per garantire la durabilità di una struttura, soprattutto se l’aspettativa di durabilità va ben oltre i 50 anni previsti dalla normativa europea . Se questa aspettativa si protrae per qualche secolo, come pure sarebbe lecito attendersi per opere di alto valore architettonico e di grande interesse sociale, è assolutamente indispensabile controllare, se non eliminare, il quadro fessurativo e micro-fessurativo del calcestruzzo. Fig. 1 – Fessurazione provocata da escursioni termo-igrometriche
Fig. 1 – Fessurazione provocata da escursioni termo-igrometriche
FESSURAZIONE E RIGIDITÀ
Quali sono le principali cause che determinano nel calcestruzzo un’elevata tendenza alla fessurazione anche in assenza di carichi statici e dinamici in servizio? Sono fondamentalmente due: una scarsa resistenza (Rt) alle sollecitazioni di trazione (st ); un elevato modulo elastico (E) cioè una scarsa deformabilità soprattutto al momento della rottura sostanzialmente fragile.Se una struttura è sollecitata con una tensione (st ) che supera la resistenza (Rt), il calcestruzzo, come ogni altro materiale, si fessura. Ovviamente occorrerà evitare che si verifichi questa diseguaglianza:
st > Rt
Noto il valore di Rt (di solito molto basso: 1-7 N/mm2) si deve fare in modo che le sollecitazioni statiche o dinamiche in servizio non inducano sforzi maggiori di Rt , pena la fessurazione del calcestruzzo. Con più difficoltà, invece, si potrà evitare le insidie che si nascondono nelle deformazioni di origine igrometrica o termica che, se impedite o comunque ostacolate, di fatto si tramutano in tensioni. Si consideri, per esempio, una lastra di calcestruzzo appoggiata su terreno. Si supponga che – per effetto dell’ambiente insaturo di umidità, e del conseguente asciugamento del calcestruzzo – la lastra subisca un ritiro igrometrico ei. Se non esistesse alcun vincolo alla contrazione, se per esempio non ci fosse alcun attrito tra calcestruzzo e terreno, la lastra si accorcerebbe di ei senza alcuna conseguenza negativa. Se, all’opposto, la lastra è del tutto impedita nell’accorciamento, essa è costretta a rimanere nella sua posizione originale sotto l’azione di una tensione di trazione st, calcolabile in prima approssimazione, con la legge di Hooke:
st = E ei [1]
In sostanza, per una data contrazione da ritiro igrometrico (ei ), la tensione di trazione (st), indotta proprio dall’impedimento alla contrazione, diventa tanto maggiore, quanto più alto è il modulo elastico (E) del calcestruzzo.

Fig. 2 – A parità di sviluppo della resistenza meccanica a trazione (Rt), ed a parità di ritiro (ei), la fessurazione avviene sono nel calcestruzzo B dotato di maggior modulo elastico EB, non appena la tensione (st) indotta dal ritiro impedito, supera la resistenza a trazione (Rt)
Due calcestruzzi (A e B), dotati di moduli elastici diversi (EA < EB), ma con stessa resistenza a trazione Rt, (Fig. 2), potrebbero comportarsi – dal punto di vista fessurativo – in modo completamente diverso nei confronti delle tensioni indotte dallo stesso ritiro igrometrico (ei ). Infatti, per il calcestruzzo A, meno rigido, la stA indotta potrebbe risultare inferiore alla resistenza Rt, mentre per il calcestruzzo B più rigido (EB > EA ) la stB indotta potrebbe superare Rt e provocare, quindi la fessurazione del materiale:
stB = EB· ei > Rt > stA = EA · ei [2]
In generale i valori di E, di ei e di st che si riscontrano normalmente nei calcestruzzi dovrebbero portare ad una situazione come quella indicata in Fig. 1 per il calcestruzzo B. In altre parole ci si dovrebbe aspettare una fessurazione indotta da ritiro in quasi tutte le strutture. Poiché, però, fortunatamente ciò non accade, vuol dire che la tensione indotta dal ritiro, calcolata secondo l’equazione [2] è in realtà attenuata da un concomitante fenomeno che riduce di fatto la contrazione da ritiro ei . Questo fenomeno è individuabile nella deformazione viscosa o creep (ec) generata dall’insorgere della stessa tensione di trazione st consistente in un allungamento (ec) e quindi di segno opposto al ritiro. Insomma, se la contrazione ei genera una tensione st, quest’ultima a sua volta produce un rilassamento del materiale attraverso un allungamento viscoso ec di segno opposto ad un allungamento ei . E’ come se l’equazione [2] diventasse:
st = E(ei – ec) [3]
La Fig. 3 riassume i concetti sopra esposti mostrando comparativamente il comportamento del calcestruzzo B: nella ipotesi che ci sia l’allentamento della tensione a causa del creep la fessura non si manifesta. In sostanza, per non avere fessure occorrerebbe un calcestruzzo con alta resistenza, basso ritiro e soprattutto con basso modulo elastico (su una elevata deformazione viscosa, ec, che pure ridurrebbe la tensione di trazione st, è meglio non contare per evitare altri problemi: per esempio rilassamento dello stato di coazione nel calcestruzzo precompresso). Insomma è il sogno di tutti i ricercatori, i tecnologi e i progettisti: inventare, sviluppare ed impiegare un calcestruzzo resistente, ma poco rigido, cioè con modulo elastico così basso da poter praticamente annullare le tensioni di trazione che insorgono per effetto del ritiro igrometrico e della contrazione termica; e più in generale per cancellare le differenze nello stato tensionale che insorgono per effetto delle diverse variazioni dimensionali generate da gradienti igrometrici o termici.Si pensi, per esempio, alla situazione di una struttura esposta alle escursioni termiche ed igrometriche ambientali: queste escursioni, di carattere giornaliero e stagionale, provocheranno una lenta ma progressiva microfessurazione sull’epidermide del calcestruzzo proprio per la sua rigidità e per effetto delle differenze di temperatura e di umidità rispetto agli strati più interni e quindi più protetti dalle escursioni termo-igrometriche. Questo meccanismo, che è alla base della microfessurazione iniziale, è il precursore del degrado a lungo termine, soprattutto nelle armature metalliche protette da un copriferro di inadeguato spessore.
UNA PELLE ELASTICA SUL CALCESTRUZZO RIGIDOPer ritornare al sogno di un calcestruzzo poco rigido, che annullerebbe in un sol colpo gran parte dei problemi della fessurazione e della durabilità a lungo termine, esso è stato in parte risolto impiegando come ingrediente aggiuntivo – oltre a quelli tradizionali (cemento, inerti) – un polimero elastomerico: una sorta di gomma sintetica, dispersa in forma di particelle finemente suddivise in un mezzo acquoso (lattice) da impiegare al posto della normale acqua di impasto. Grazie a questa aggiunta, il modulo elastico del sistema polimero-cemento diventa minore di 1000 N/mm2, contro un valore tipicamente compreso tra 20000 e 40000 N/mm2 per i più rigidi sistemi cementizi tradizionali. Esistono, però, due limiti a questa strategia: il costo elevato del componente elastomerico rispetto agli altri ingredienti tradizionali che ne rende proibitivo l’impiego massiccio nel calcestruzzo; la diminuzione di resistenza meccanica a compressione che accompagna la diminuzione del modulo elastico. Per questo motivo il sistema polimero-cemento è finora impiegato in forma di malta da applicare come rivestimento sottile (circa 2 mm), duttile, flessibile, e capace di impermeabilizzare, come una guaina elastica su misura, il substrato rigido in calcestruzzo. Una delle proprietà maggiormente studiate ed apprezzate per questi rivestimenti elastici è la cosiddetta crack-bridging-ability, cioè la capacità di formare un “ponte” elastico ed integro sulle inevitabili fessure della sottostante struttura in calcestruzzo rigido (Fig. 4). In sostanza, una pelle elastica può sopperire alla rigidità del substrato in calcestruzzo ed alla sua suscettibilità alla microfessurazione causata da carichi statici o dinamici in servizio, oppure indotta dalle variazioni termo-igrometriche dell’ambiente. Un sottile (2 mm) rivestimento flessibile con le caratteristiche elastiche sopra descritte, dovrebbe sempre completare la finitura superficiale di una nuova costruzione in calcestruzzo armato la cui attesa di vita in servizio supera i 50 anni.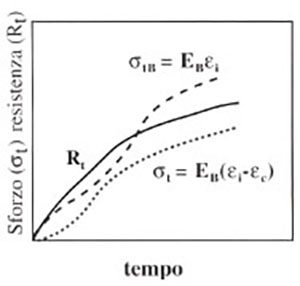 Fig.3 – Effetto del creep (ec) sull’allentamento della tensione st indotta dal ritiro (ei): la curva della tensione (stB) supera quella della resistenza (Rt) in assenza di creep; la tensione (st), in presenza di creep, si attenua e non si verifica la fessurazione o si verifica a tempi più lunghi.
Fig.3 – Effetto del creep (ec) sull’allentamento della tensione st indotta dal ritiro (ei): la curva della tensione (stB) supera quella della resistenza (Rt) in assenza di creep; la tensione (st), in presenza di creep, si attenua e non si verifica la fessurazione o si verifica a tempi più lunghi. 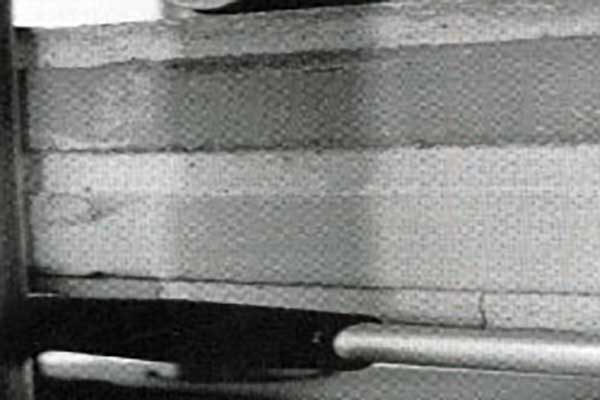 Fig. 4-Trave armata sollecitata a flessione: le fessure del substrato in calcestruzzo sono coperte dal rivestimento flessibile in superficie.
Fig. 4-Trave armata sollecitata a flessione: le fessure del substrato in calcestruzzo sono coperte dal rivestimento flessibile in superficie.
COME DISTRIBUIRE LE FESSURE CON I GIUNTI DI CONTRAZIONE
La formazione di fessure provocate dal ritiro igrometrico è distribuita in forma casuale e irregolare. Esiste, tuttavia, una tecnologia grazie alla quale le fessure possono essere convogliate in forma predeterminata e non pericolosa per l’ingresso degli agenti aggressivi. Questa tecnologia, particolarmente applicata nei pavimenti industriali, si basa sulla protezione del calcestruzzo dalla evaporazione per qualche giorno finché esso non è indurito. Si procede quindi al taglio della superficie della struttura per ridurre lo spessore della sezione di circa un terzo e a sigillare le fessure provocate dal taglio. Quando, a seguito della evaporazione dell’acqua, il calcestruzzo subisce il ritiro igrometrico si verifica la completa rottura nella sezione sottostante il taglio del giunto di contrazione per effetto del minore spessore del calcestruzzo al di sotto del giunto.
UN CALCESTRUZZO A RITIRO COMPENSATO
Il modo più efficace per eliminare le fessure provocate dal ritiro igrometrico si basa sull’impiego di un composto capace di espandere nel calcestruzzo indurito dove la presenza dei ferri di armatura trasforma l’espansione del calcestruzzo in uno stato di compressione. Uno dei composti espansivi più impiegati a questo scopo è il CaO cotto ad alta temperatura (1000 °C) in modo che la sua trasformazione in Ca(OH)2 per reazione con l’acqua di impasto si completi in circa due giorni quando cioè il calcestruzzo è indurito. Se si impiegasse il normale CaO cotto a 800 °C per produrre la calce idrata la sua espansione si esaurirebbe in poche ore, quando il calcestruzzo è ancora plastico, e quindi non sarebbe capace di instaurare alcuno stato di compressione. Nella pratica il CaO espansivo è associato all’additivo SRA (Shrinkage Reducing Admixture) in modo da incrementare l’effetto espansivo e ridurre il successivo ritiro in modo da mantenere il calcestruzzo in un permanente stato di compressione. Uno straordinario esempio di questa tecnologia è rappresentato dal MAXXI (Museo dell’Arte del XXI secolo) di Roma progettato dall’Architetta Zaha Hadid che prevedeva “onde” piegate e curve di calcestruzzo lunghe centinaia di metri prive di fessure in assenza di giunti di contrazione (Fig. 5). Fig. 5. Vista del MAXXI di Roma
Fig. 5. Vista del MAXXI di Roma

Gelo e disgelo del calcestruzzo
Nel degrado provocato dal gelo (Fig.1), cioè dalla formazione del ghiaccio, e più esattamente dall’aumento del volume (9%) che accompagna questo processo, l’acqua agisce da responsabile diretta del degrado. Infatti, il ghiaccio si forma, e può danneggiare il calcestruzzo, solo se è presente l’acqua all’interno dei pori della matrice cementizia o di quelli dell’aggregato lapideo. Al contrario, il calcestruzzo non si danneggia anche se possiede un certo grado di saturazione (volume di acqua/volume dei pori) purché questo sia inferiore ad una determinata soglia definita “saturazione critica”. Fig. 1 – Degrado di un’opera stradale per effetto dei cicli di gelo-disgelo
Fig. 1 – Degrado di un’opera stradale per effetto dei cicli di gelo-disgelo
SATURAZIONE CRITICA
Teoricamente la saturazione critica è calcolabile dall’aumento di volume (9%) che accompagna la transizione di stato dell’acqua liquida in ghiaccio. Se in un recipiente chiuso di 100 litri fossero presenti 91.7 litri di acqua liquida (pari cioè al 91.7% del volume totale), la completa formazione di ghiaccio potrebbe avvenire riempiendo tutto il volume disponibile senza provocare teoricamente alcuna tensione nel contenitore:91.7 + 0.09 • 91.7 = 100L’aumento di volume (9% di 91.7 litri), potrebbe, infatti, essere allocato nel volume inizialmente vuoto del contenitore senza alcuna tensione per quest’ultimo. Ancora più sicura potrebbe essere la situazione – in caso di formazione di ghiaccio – se il volume dell’acqua iniziale fosse minore del 91.7%: in questo caso, anche dopo la completa solidificazione dell’acqua, il contenitore non verrebbe completamente riempito dal ghiaccio. Se, invece, in un contenitore da 100 litri l’acqua liquida occupasse un volume maggiore di 91.7 litri (per esempio 95 litri), l’aumento di volume determinato dalla completa formazione di ghiaccio (9% di 95 litri = 8.55 litri) sarebbe maggiore del volume di vuoto inizialmente disponibile (5 litri) con conseguenti tensioni sul contenitore. Da ciò si evince che, nel caso del contenitore, la “saturazione critica” rappresenta la percentuale di volume occupato dall’acqua liquida, rispetto al volume del recipiente, oltre la quale la completa formazione di ghiaccio determina tensioni nel contenitore stesso. La rottura o meno del recipiente dipenderà da altri fattori, che includono le caratteristiche del materiale (resistenza meccanica e rigidità) con cui è costruito il contenitore e la percentuale di riempimento del recipiente con acqua, rispetto al valore della saturazione critica.
IL RUOLO DELLA POROSITA’
Il concetto della saturazione critica – come soglia di rischio in caso di formazione di ghiaccio – può essere esteso, in prima approssimazione, alle strutture costituite con materiali caratterizzati da porosità continua ed aperta, e quindi esposti alla saturazione con acqua, per esempio in caso di pioggia. In questo caso, ovviamente, la saturazione critica andrebbe intesa come volume di acqua riferita non già al volume di tutta la struttura ma a quello dei vuoti in essa distribuiti. In pratica, però, in una struttura di calcestruzzo – anche se il grado di saturazione d’acqua nei pori risultasse inferiore alla saturazione critica del 91.7% – potrebbero insorgere egualmente, in caso di gelo, tensioni provocate dalla formazione di ghiaccio. Ciò potrebbe avvenire se l’acqua fosse distribuita, come spesso avviene nella realtà, in modo disuniforme e quindi in modo da creare localmente una saturazione d’acqua superiore a quella critica, ancorché nella sua globalità – cioè considerando i vuoti di tutta la struttura – la saturazione critica non sia raggiunta.In sostanza, per calarci ancor più nella realtà, in un pavimento o in muro ciò che conta – ai fini del degrado provocato dalle tensioni che insorgono a seguito di una gelata – è la saturazione con acqua della parte corticale. Se in questa zona si è superata la saturazione critica, in seguito ad una pioggia, una eventuale successiva gelata potrà provocare danni per formazione di ghiaccio nei pori della zona corticale ancorché il contenuto d’acqua nella parte più interna del pavimento o del muro risulti inferiore alla saturazione critica. D’altra parte, da un punto di vista pratico occorre considerare che, a differenza di ciò che avviene durante la formazione di ghiaccio dentro un contenitore chiuso, nel caso di strutture in materiale poroso esposte al gelo, l’acqua non ancora congelata viene sospinta, per l’aumento di volume che si determina in quella congelata, verso porosità interne insature di acqua o verso i pori che si affacciano all’esterno. Questa sorta di drenaggio allevia le tensioni che insorgono per la formazione di ghiaccio in una parte localizzata della struttura, ed il fenomeno è favorito dai macropori (quelli con sezione maggiore di 100 mm) ed ostacolato, ovviamente, da pori di minor diametro. Fig. 2 – Matrice cementizia nella quale sono disperse microbolle d’aria.Occorre, infine, tener conto che all’interno dei micropori (con sezioni inferiori a 0.1 mm) i primi nuclei cristallini di ghiaccio non possono formarsi a meno che la temperatura non si abbassi ben al di sotto di 0°C.Da quanto sopra illustrato emerge che i pori “più a rischio”, per quanto attiene il danno provocato dal gelo di un materiale poroso esposto all’acqua, sono quelli con dimensione compresa tra 100 e 0.1 mm ed in particolare quelli con diametro di qualche µm.
Fig. 2 – Matrice cementizia nella quale sono disperse microbolle d’aria.Occorre, infine, tener conto che all’interno dei micropori (con sezioni inferiori a 0.1 mm) i primi nuclei cristallini di ghiaccio non possono formarsi a meno che la temperatura non si abbassi ben al di sotto di 0°C.Da quanto sopra illustrato emerge che i pori “più a rischio”, per quanto attiene il danno provocato dal gelo di un materiale poroso esposto all’acqua, sono quelli con dimensione compresa tra 100 e 0.1 mm ed in particolare quelli con diametro di qualche µm. Fig.3 – Influenza dello spacing sul fattore di durabilitàIn sostanza, (a causa della complessa influenza della dimensione dei pori sulla formazione di ghiaccio e sulle sue conseguenze) è difficile prevedere il comportamento del calcestruzzo nei confronti del gelo soltanto conoscendo il volume della porosità totale ed il suo grado di saturazione con acqua. Ciò non di meno, esistono principi pratici e precisi – ancorché talvolta di non facile applicazione – per la produzione di calcestruzzi resistenti al gelo e per il controllo preliminare (su calcestruzzo fresco) o postumo (su calcestruzzo indurito) del suo comportamento.
Fig.3 – Influenza dello spacing sul fattore di durabilitàIn sostanza, (a causa della complessa influenza della dimensione dei pori sulla formazione di ghiaccio e sulle sue conseguenze) è difficile prevedere il comportamento del calcestruzzo nei confronti del gelo soltanto conoscendo il volume della porosità totale ed il suo grado di saturazione con acqua. Ciò non di meno, esistono principi pratici e precisi – ancorché talvolta di non facile applicazione – per la produzione di calcestruzzi resistenti al gelo e per il controllo preliminare (su calcestruzzo fresco) o postumo (su calcestruzzo indurito) del suo comportamento.
CALCESTRUZZO RESISTENTE AL GELO
Questi principi sono sostanzialmente incentrati su tre regole pratiche: a) ridurre la microporosità capillare (0.1 – 10 mm) della matrice cementizia ponendo un limite nel rapporto acqua-cemento (a/c); b) favorire la presenza di pori a grande dimensione (100-300 mm) in forma di bolle d’aria inglobate nella matrice cementizia; c) impiegare aggregato lapideo non gelivo, cioè capace di per sé, di resistere alla formazione di ghiaccio. Fig.4 – Provino di calcestruzzo non areato danneggiato dai cicli di gelo-disgelo.Per quanto riguarda la prima regola, essa va nella direzione della durabilità in genere e cioè di ridurre il rapporto a/c per ridurre la porosità capillare, e quindi di ostacolare l’ingresso di acqua piovana dall’ambiente all’interno del calcestruzzo. Un secondo beneficio, che deriva dall’adottare un rapporto a/c relativamente basso, consiste nella riduzione di acqua di impasto che, se eccessiva, rimane all’interno del calcestruzzo indurito ed è quindi potenzialmente congelabile. In pratica, secondo la norma UNI EN 206, il rapporto a/c di un calcestruzzo esposto al gelo non deve superare il valore di 0.55.La seconda regola è quella di inglobare nella matrice cementizia un elevatissimo numero di bolle d’aria del diametro di 100-300 mm (Fig. 2). La regola di inglobare bolle d’aria nel calcestruzzo appare giustificata – oltre che confermata dall’esperienza pratica di oltre mezzo secolo – dal fatto che, in occasione di una gelata, l’acqua non ancora congelata , che riempie i pori capillari, viene sospinta verso le bolle d’aria da parte di quella che si sta trasformando in ghiaccio con conseguente aumento di volume. Rispetto alla microporosità capillare della matrice cementizia, le bolle d’aria si comportano come vaste aree di parcheggio vuote pronte ad ospitare il traffico delle molecole d’acqua che saturano ed intasano il reticolo circostante costituito dalla fitta rete di pori capillari che si comportano come vicoli lunghi e stretti confluenti verso le aree di parcheggio (bolle d’aria). Le bolle d’aria, in sostanza, allentano la tensione che si instaurerebbe nei pori capillari della matrice cementizia per effetto della pressione idraulica generata dall’aumento di volume determinato a sua volta dalla formazione di ghiaccio. Perché le bolle siano funzionali allo scopo, occorre che il tragitto percorso dall’acqua non ancora congelata (attraverso i pori capillari della matrice cementizia fino ad arrivare nelle bolle d’aria) non sia eccessivamente lungo, pena l’aumento della pressione idraulica che cresce con il cammino percorso dall’acqua. Da qui l’esigenza di uno spacing – cioè di una spaziatura tra le bolle – limitato a qualche centinaio di mm.Nella Fig. 3 è mostrata l’influenza dello spacing sul fattore di durabilità di diversi calcestruzzi a parità di aria inglobata. Quando lo spacing, cioè la distanza tra le bolle, aumenta oltre il valore di 400 mm diminuisce fortemente la resistenza ai cicli di gelo-disgelo espressa attraverso il fattore di durabilità.Le bolle d’aria – che rimangono sempre vuote e si riempiono d’acqua solo per effetto della pressione idraulica in occasione della formazione di ghiaccio – fanno diminuire il grado di saturazione del calcestruzzo prima della gelata ad un livello inferiore alla saturazione critica. Nel periodo del disgelo, l’acqua ripercorre all’inverso il suo cammino per effetto della suzione capillare, portandosi dalle bolle di maggiore dimensione (100-300 mm) verso i micropori (0.01-10 mm) della matrice cementizia. Le bolle d’aria svuotatesi dall’acqua nel periodo del disgelo sono così pronte ad ospitare altra acqua nel successivo rigelo. In realtà, in questo andirivieni c’è il rischio che alcune particelle solide incoerenti, presenti nei pori capillari, vengano trascinate all’interno delle bolle d’aria riducendone progressivamente ed irreversibilmente la dimensione e quindi l’efficacia. Il volume totale delle bolle d’aria rispetto a quello del calcestruzzo deve essere di almeno il 4-6% per aggregati con diametro massimo di 50-20 mm ed il volume d’aria deve essere ancora maggiore (fino all’8%) per aggregati di minor dimensione.Da un punto di vista pratico, la formazione delle bolle d’aria avviene introducendo, nel calcestruzzo fresco, degli additivi capaci di modificare la tensione superficiale dell’acqua (tensioattivi) e di favorire la formazione delle bolle d’aria a seguito dell’agitazione dell’impasto in betoniera (agenti aeranti). Sempre dal punto di vista pratico, poiché è ormai consolidato il risultato di ottenere (con determinati agenti aeranti) bolle con dimensione e spaziatura adeguate, ci si può limitare solo al controllo dell’aria totale mediante porosimetri da campo per verificare, al momento sia della miscelazione che del getto, se il suo volume sia compreso o meno nell’intervallo richiesto (generalmente 4-6%). Se il volume d’aria fosse minore di quello programmato (cioè se il numero di bolle fosse inadeguato) la resistenza al gelo potrebbe essere compromessa. Se, d’altra parte, fosse maggiore un eccesso d’aria potrebbe provocare riduzioni impreviste nella resistenza meccanica, ma di questo si riparlerà più avanti.
Fig.4 – Provino di calcestruzzo non areato danneggiato dai cicli di gelo-disgelo.Per quanto riguarda la prima regola, essa va nella direzione della durabilità in genere e cioè di ridurre il rapporto a/c per ridurre la porosità capillare, e quindi di ostacolare l’ingresso di acqua piovana dall’ambiente all’interno del calcestruzzo. Un secondo beneficio, che deriva dall’adottare un rapporto a/c relativamente basso, consiste nella riduzione di acqua di impasto che, se eccessiva, rimane all’interno del calcestruzzo indurito ed è quindi potenzialmente congelabile. In pratica, secondo la norma UNI EN 206, il rapporto a/c di un calcestruzzo esposto al gelo non deve superare il valore di 0.55.La seconda regola è quella di inglobare nella matrice cementizia un elevatissimo numero di bolle d’aria del diametro di 100-300 mm (Fig. 2). La regola di inglobare bolle d’aria nel calcestruzzo appare giustificata – oltre che confermata dall’esperienza pratica di oltre mezzo secolo – dal fatto che, in occasione di una gelata, l’acqua non ancora congelata , che riempie i pori capillari, viene sospinta verso le bolle d’aria da parte di quella che si sta trasformando in ghiaccio con conseguente aumento di volume. Rispetto alla microporosità capillare della matrice cementizia, le bolle d’aria si comportano come vaste aree di parcheggio vuote pronte ad ospitare il traffico delle molecole d’acqua che saturano ed intasano il reticolo circostante costituito dalla fitta rete di pori capillari che si comportano come vicoli lunghi e stretti confluenti verso le aree di parcheggio (bolle d’aria). Le bolle d’aria, in sostanza, allentano la tensione che si instaurerebbe nei pori capillari della matrice cementizia per effetto della pressione idraulica generata dall’aumento di volume determinato a sua volta dalla formazione di ghiaccio. Perché le bolle siano funzionali allo scopo, occorre che il tragitto percorso dall’acqua non ancora congelata (attraverso i pori capillari della matrice cementizia fino ad arrivare nelle bolle d’aria) non sia eccessivamente lungo, pena l’aumento della pressione idraulica che cresce con il cammino percorso dall’acqua. Da qui l’esigenza di uno spacing – cioè di una spaziatura tra le bolle – limitato a qualche centinaio di mm.Nella Fig. 3 è mostrata l’influenza dello spacing sul fattore di durabilità di diversi calcestruzzi a parità di aria inglobata. Quando lo spacing, cioè la distanza tra le bolle, aumenta oltre il valore di 400 mm diminuisce fortemente la resistenza ai cicli di gelo-disgelo espressa attraverso il fattore di durabilità.Le bolle d’aria – che rimangono sempre vuote e si riempiono d’acqua solo per effetto della pressione idraulica in occasione della formazione di ghiaccio – fanno diminuire il grado di saturazione del calcestruzzo prima della gelata ad un livello inferiore alla saturazione critica. Nel periodo del disgelo, l’acqua ripercorre all’inverso il suo cammino per effetto della suzione capillare, portandosi dalle bolle di maggiore dimensione (100-300 mm) verso i micropori (0.01-10 mm) della matrice cementizia. Le bolle d’aria svuotatesi dall’acqua nel periodo del disgelo sono così pronte ad ospitare altra acqua nel successivo rigelo. In realtà, in questo andirivieni c’è il rischio che alcune particelle solide incoerenti, presenti nei pori capillari, vengano trascinate all’interno delle bolle d’aria riducendone progressivamente ed irreversibilmente la dimensione e quindi l’efficacia. Il volume totale delle bolle d’aria rispetto a quello del calcestruzzo deve essere di almeno il 4-6% per aggregati con diametro massimo di 50-20 mm ed il volume d’aria deve essere ancora maggiore (fino all’8%) per aggregati di minor dimensione.Da un punto di vista pratico, la formazione delle bolle d’aria avviene introducendo, nel calcestruzzo fresco, degli additivi capaci di modificare la tensione superficiale dell’acqua (tensioattivi) e di favorire la formazione delle bolle d’aria a seguito dell’agitazione dell’impasto in betoniera (agenti aeranti). Sempre dal punto di vista pratico, poiché è ormai consolidato il risultato di ottenere (con determinati agenti aeranti) bolle con dimensione e spaziatura adeguate, ci si può limitare solo al controllo dell’aria totale mediante porosimetri da campo per verificare, al momento sia della miscelazione che del getto, se il suo volume sia compreso o meno nell’intervallo richiesto (generalmente 4-6%). Se il volume d’aria fosse minore di quello programmato (cioè se il numero di bolle fosse inadeguato) la resistenza al gelo potrebbe essere compromessa. Se, d’altra parte, fosse maggiore un eccesso d’aria potrebbe provocare riduzioni impreviste nella resistenza meccanica, ma di questo si riparlerà più avanti. Fig.5 – Resistenza caratteristica in funzione del rapporto acqua/cemento di calcestruzzi con e senza aria inglobata
Fig.5 – Resistenza caratteristica in funzione del rapporto acqua/cemento di calcestruzzi con e senza aria inglobata
La terza regola impone l’impiego di aggregati di per sé non gelivi. Infatti, le bolle d’aria, che vengono inglobate e disperse solo nella matrice cementizia al momento della miscelazione del calcestruzzo fresco, non possono alleviare ovviamente le tensioni generate dalla eventuale formazione di ghiaccio nella porosità presente dentro gli aggregati.
IL CONTROLLO DELLA RESISTENZA AL GELOIl controllo preliminare che le suddette tre regole siano rispettate – in particolare che il calcestruzzo al momento del getto possegga il volume di aria richiesto – è essenziale per la produzione di un conglomerato resistente al gelo. Esiste, tuttavia, un metodo più diretto ancorché più laborioso per valutare a posteriori il comportamento del calcestruzzo indurito nei confronti dei cicli di gelo-disgelo (UNI 7087). Esso consiste nel misurare il modulo elastico dinamico (E) del calcestruzzo, attraverso la determinazione della velocità delle onde ultrasoniche nel materiale. Il valore di E viene registrato su un provino di calcestruzzo stagionato ma non ancora esposto al gelo (Eo), e viene rimisurato sistematicamente dopo aver esposto il calcestruzzo ad un certo numero di cicli (n) di gelo-disgelo (tra +5°C e -25°C). Il valore del modulo elastico (En) dopo n cicli, rispetto al valore iniziale Eo, dà un’indicazione del comportamento del calcestruzzo quando è esposto a cicli di gelo-disgelo. In particolare, il comportamento al gelo viene valutato attraverso il cosiddetto fattore di durabilità (fd) così definito:fd = (En/Eo) 100 (n/300)Il comportamento ai cicli gelo-disgelo è considerato accettabile se con n=300 (cioè dopo 300 cicli) il modulo elastico finale E300 conserva almeno l’80% del valore iniziale Eo. Per esempio, se dopo 300 cicli il modulo elastico è di 27000 N/mm2 contro il valore iniziale (Eo) di 30000 N/mm2, il fattore di durabilità sarà:fd = (27000/30000) 100 (300/300) = 90%In alcuni casi il provino è così degradato (Fig. 4) da dover interrompere la prova prima di arrivare al trecentesimo ciclo. In questi casi, la prova viene interrotta quando il valore En si riduce al 60% di Eo, ed il fattore di durabilità diventa:fd = 60 · (n/300)se ciò avviene, per esempio, in un calcestruzzo non aerato dopo 150 cicli (n=150) il valore di fd è pari a 30.
RESISTENZA AL GELO E RESISTENZA MECCANICA
La presenza delle bolle d’aria – nei quantitativi (4-6% in volume) previsti per la resistenza al gelo – comporta una riduzione della resistenza meccanica di circa il 20% rispetto al corrispondente calcestruzzo senza agente aerante. La Fig. 5 illustra come varia la resistenza meccanica caratteristica (Rck) del calcestruzzo (con cemento di classe 32.5) in funzione del rapporto a/c in assenza ed in presenza di un agente aerante. Nel secondo caso la curva Rck– a/c risulta inferiore del 20% rispetto a quella del calcestruzzo senza aria inglobata. Si può notare che, con il cemento di classe 32.5 adottato, il valore di Rck, rispettando la prima e seconda regola per produrre calcestruzzo resistente al gelo (a/c = 0.55; aria = 4÷6%), è di circa 25 N/mm2. Se questo valore dovesse risultare inadeguato rispetto a quello richiesto dal progetto (per esempio Rck = 35 N/mm2) sarà sufficiente abbassare il rapporto a/c fino a quel valore (a/c=0.45) che – nonostante la perdita di resistenza (20%) provocata dalla presenza delle bolle d’aria – consente egualmente di conseguire l’obiettivo di Rck richiesto.In sostanza, in un calcestruzzo resistente al gelo per la presenza delle bolle d’aria il potenziale abbattimento di Rck rispetto al corrispondente calcestruzzo non aerato viene compensato rinforzando la matrice cementizia attraverso una riduzione nel rapporto a/c. Ciò comporta, in pratica, che a pari Rck un calcestruzzo aerato (resistente al gelo) richiede circa 30 Kg/m3 in più di cemento rispetto al corrispondente calcestruzzo non aerato (e non resistente al gelo). Il maggior costo del calcestruzzo aerato (non solo per l’agente aerante e per il 30 Kg/m3 di cemento, ma anche per la maggior cura richiesta nel controllo dell’aria inglobata) è largamente ricompensato dalla maggiore durabilità e quindi dai minori costi manutentivi in servizio. Tuttavia, per diverse ragioni, l’impiego di calcestruzzo aerato – ampiamente adottato in paesi con climi più freddi del nostro -dal Canada alla Svezia – trova difficoltà ad essere accettato nel nostro paese.
IL CALCESTRUZZO RESISTENTE AL GELO IN ITALIA
A guardare i dati sui consumi di agente aerante e quindi di produzione di calcestruzzo resistente al gelo in Italia (presumibilmente meno dell’1% di tutta la produzione), si dovrebbe concludere che il nostro paese sia dovunque e permanentemente ’O paese d’o sole. Forse lo è a Napoli, ma non certo a Bologna o a Torino, e tanto meno a Trento, Bolzano, L’Aquila o Potenza. A conferma di questa situazione è sufficiente notare le temperature invernali nelle varie regioni, e soprattutto registrare i consumi imponenti di sali disgelanti per sciogliere il ghiaccio sulla superficie delle nostre strade, autostrade, piste aeroportuali e pavimentazioni in genere. E allora perché questa disattenzione verso il calcestruzzo aerato resistente al gelo? I progettisti (nonostante le raccomandazioni della nuova normativa nazionale (UNI EN 206) per lo più lo ignorano e taluni lo rifiutano categoricamente. I produttori di calcestruzzo lo vedono come un maggiore onere nel controllo, che deve essere attento e costante e rinunciano a promuoverlo con impegno. Le imprese, se non viene prescritto, non sono disposte ovviamente a pagarne l’extra-costo. E così, per non spendere qualche euro in più sul calcestruzzo in opera, se ne spenderanno molti di più per il restauro. Che sia questa la vera spiegazione della idiosincrasia italiana per il calcestruzzo resistente al gelo?

Hydration: Idratazione dei cementi
Se il calcestruzzo è un materiale da costruzione, lo deve al processo di idratazione (hydration) del cemento. Cioè a quel complesso sistema di reazioni chimiche tra il cemento e l’acqua, grazie al quale il calcestruzzo si trasforma da una massa inizialmente plastica, e quindi facilmente modellabile, in un materiale rigido e meccanicamente resistente come la pietra. Con il progredire della reazione chimica tra l’acqua e il cemento si manifestano due variazioni di tipo fisico-meccanico:- la prima consiste in una graduale perdita della lavorabilità iniziale del calcestruzzo fresco fino al tempo in cui l’impasto non è più modellabile (presa);- la seconda riguarda il successivo e progressivo aumento nella resistenza meccanica (indurimento).In realtà tra i due processi – presa e indurimento – non esiste soluzione di continuità, nel senso che la consistenza del materiale aumenta progressivamente passando da quella tipica di un fango, a quella di un terreno asciutto, ed infine a quella di una roccia sempre più compatta. 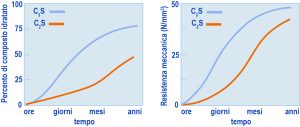 Fig. 1 – Andamento schematico degrado di idratazione dei silicati in funzione del tempo.Fig. 2 – Andamento schematico della resistenza meccanica a compressione dei silicati in funzione del tempo.La distinzione tra presa e indurimento attiene più agli aspetti pratici del processo produttivo che non a reali differenze nella cinetica del processo di idratazione: con l’inizio della presa termina (dopo una o più ore) il tempo a disposizione per poter mettere in opera e compattare il calcestruzzo; con l’inizio dell’indurimento (dopo 1 o più giorni a temperatura ambiente) diventa possibile disarmare le casseforme o rendere pedonabile la superficie di una pavimentazione, ancorché le prestazioni della struttura in servizio siano calcolate sulla base della resistenza meccanica a 28 giorni.
Fig. 1 – Andamento schematico degrado di idratazione dei silicati in funzione del tempo.Fig. 2 – Andamento schematico della resistenza meccanica a compressione dei silicati in funzione del tempo.La distinzione tra presa e indurimento attiene più agli aspetti pratici del processo produttivo che non a reali differenze nella cinetica del processo di idratazione: con l’inizio della presa termina (dopo una o più ore) il tempo a disposizione per poter mettere in opera e compattare il calcestruzzo; con l’inizio dell’indurimento (dopo 1 o più giorni a temperatura ambiente) diventa possibile disarmare le casseforme o rendere pedonabile la superficie di una pavimentazione, ancorché le prestazioni della struttura in servizio siano calcolate sulla base della resistenza meccanica a 28 giorni.
IL CEMENTO PORTLAND
Il cemento Portland, – la “madre” di tutti i cementi – è sostanzialmente costituito da clinker e gesso. Anche gli altri cementi sono sostanzialmente basati su questo binomio ancorché possa essere presente uno o più ingredienti accessori (pozzolana, cenere di carbone, loppa d’altoforno, ecc.).Nel clinker (il prodotto della cottura di una miscela di terre calcareo-argillose) sono presenti due silicati di calcio (circa l’80%) e due alluminati di calcio (circa il 20%). In linea di massima, i due alluminati (individuati dalle formule C3A vedi Nota 1 in fondo all’articolo e C4AF) contribuiscono, per reazione con l’acqua, al fenomeno della presa, mentre i due silicati (C3S e C2S) sono determinanti per l’indurimento. Per semplicità di esposizione si esaminerà prima il comportamento dei silicati e dopo quello degli alluminati.
IDRATAZIONE DEI SILICATI
Se il cemento fosse costituito da solo C3S o C2S si registrerebbe un perfetto parallelismo tra il decorso nel tempo della reazione chimica di idratazione (Fig. 1) e quello dello sviluppo della resistenza meccanica (Fig. 2). Si può notare che il C3S, rispetto al C2S, è più rapido sia nel reagire con l’acqua (Fig. 1) sia nello sviluppare la corrispondente resistenza meccanica (Fig. 2). Tuttavia, per entrambi i silicati si registrano una reazione di idratazione ed una resistenza meccanica trascurabili durante le prime ore, così come si registra una pressoché identica resistenza meccanica elevata alle lunghissime stagionature (anni). Naturalmente, il diverso comportamento (chimico e prestazionale) del C3S e del C2S a 1 giorno, a 1 settimana ed a 1 mese dal getto comporta una sostanziale differenza dal punto di vista pratico, ove si pensi all’importanza della resistenza meccanica a pochi giorni dal getto (per rimuovere le casseforme) o a 28 giorni per la determinazione della resistenza meccanica caratteristica sulla quale si basano convenzionalmente i dati progettuali. Da ciò deriva che, in generale, in un cemento Portland la quantità di C3S è molto maggiore rispetto a quella del C2S (circa 3:1), salvo i casi eccezionali in cui le prestazioni a 1 e 28 giorni non sono così importanti (per es. nelle dighe dove si caratterizza il calcestruzzo a 90 o 180 giorni) e nel contempo esistono altre esigenze (ridotto sviluppo di calore) per preferire un cemento con maggior contenuto in C2S che non in C3S.Nella Fig. 1 è riportata la percentuale di C3S o C2S che ha reagito con l’acqua in funzione del tempo. Ma quale è il risultato di queste reazioni di idratazione? In entrambi i casi si formano due tipologie di prodotto: un silicato di calcio idrato (indicato con la sigla C-S-H vedi Nota 2 in fondo all’articolo) e l’idrossido di calcio, Ca(OH)2 indicato anche con la formula CH secondo lo schema di reazione [1]:C2S v1+ H2O =======> C-S-H + CH [1]C3S v2 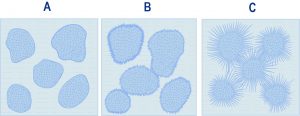 Fig. 3 – Idratazione schematica del C3S o C2S: subito dopo il mescolamento con acqua (A),inizio della presa (B) e durante l’indurimento (C).In realtà il processo di idratazione [1] avviene con una velocità (v1) minore se si tratta del C2S, e maggiore (v2>v1) se si tratta del C3S. Inoltre, la quantità di calce prodotta per idratazione (CH) è maggiore se riferita all’idratazione del C3S (30-40%) che non a quella del C2S, meno ricco di calcio (10-15%). Tuttavia, la reazione chimica [1], da sola, non è in grado di spiegare perché una pasta di C3S o di C2S (e quindi di cemento Portland) si trasforma gradualmente dalla iniziale massa plastica ad un materiale rigido e duro come una pietra. In realtà, tra i due prodotti della reazione, solo il C-S-H è determinante per l’indurimento, mentre la calce contribuisce in modo trascurabile a questo processo. Il C-S-H, ancorché si presenti in forme particellari diverse, è di natura prevalentemente fibrosa. Con il progredire della reazione [1], le fibre di C-S-H formatesi sui granuli di C3S o C2S adiacenti, prima si toccano e poi si intrecciano tra loro. Nella Fig. 3 sono schematicamente illustrati tre stadi del processo di idratazione: subito dopo il mescolamento quando la reazione non è ancora sostanzialmente partita ed il sistema è relativamente fluido (A); l’inizio della presa quando le fibre cominciano a toccarsi tra loro ed il sistema perde la sua plasticità iniziale (B); l’indurimento in atto quando le fibre, allungatesi per la progressiva idratazione dei silicati, si intrecciano tra loro e provocano l’irrigidimento del sistema.Le microfotografie della Fig. 4 mostrano la situazione reale di una pasta di C3S, al momento della presa e a indurimento avvenuto, così come è rilevabile con l’ausilio del microscopio elettronico a scansione. Si può notare, nella foto della Fig. 4, come tra le fibre esistano micro-cavità diffuse (denominate “pori capillari”) che influiscono negativamente tanto sulla resistenza meccanica quanto sulla durabilità del materiale: maggiore porosità significa maggiore permeabilità, e quindi maggiore penetrabilità del sistema cementizio da parte degli agenti aggressivi. Per ridurre la porosità capillare, e quindi aumentare sia la resistenza meccanica sia la durabilità, si può: ridurre – a parità di cemento (c) – il quantitativo di acqua (a) oppure – a parità di acqua – aumentare il cemento. In entrambi i casi si riduce il rapporto a/c e quindi si predispone un intreccio più densificato delle fibre (Fig. 5).
Fig. 3 – Idratazione schematica del C3S o C2S: subito dopo il mescolamento con acqua (A),inizio della presa (B) e durante l’indurimento (C).In realtà il processo di idratazione [1] avviene con una velocità (v1) minore se si tratta del C2S, e maggiore (v2>v1) se si tratta del C3S. Inoltre, la quantità di calce prodotta per idratazione (CH) è maggiore se riferita all’idratazione del C3S (30-40%) che non a quella del C2S, meno ricco di calcio (10-15%). Tuttavia, la reazione chimica [1], da sola, non è in grado di spiegare perché una pasta di C3S o di C2S (e quindi di cemento Portland) si trasforma gradualmente dalla iniziale massa plastica ad un materiale rigido e duro come una pietra. In realtà, tra i due prodotti della reazione, solo il C-S-H è determinante per l’indurimento, mentre la calce contribuisce in modo trascurabile a questo processo. Il C-S-H, ancorché si presenti in forme particellari diverse, è di natura prevalentemente fibrosa. Con il progredire della reazione [1], le fibre di C-S-H formatesi sui granuli di C3S o C2S adiacenti, prima si toccano e poi si intrecciano tra loro. Nella Fig. 3 sono schematicamente illustrati tre stadi del processo di idratazione: subito dopo il mescolamento quando la reazione non è ancora sostanzialmente partita ed il sistema è relativamente fluido (A); l’inizio della presa quando le fibre cominciano a toccarsi tra loro ed il sistema perde la sua plasticità iniziale (B); l’indurimento in atto quando le fibre, allungatesi per la progressiva idratazione dei silicati, si intrecciano tra loro e provocano l’irrigidimento del sistema.Le microfotografie della Fig. 4 mostrano la situazione reale di una pasta di C3S, al momento della presa e a indurimento avvenuto, così come è rilevabile con l’ausilio del microscopio elettronico a scansione. Si può notare, nella foto della Fig. 4, come tra le fibre esistano micro-cavità diffuse (denominate “pori capillari”) che influiscono negativamente tanto sulla resistenza meccanica quanto sulla durabilità del materiale: maggiore porosità significa maggiore permeabilità, e quindi maggiore penetrabilità del sistema cementizio da parte degli agenti aggressivi. Per ridurre la porosità capillare, e quindi aumentare sia la resistenza meccanica sia la durabilità, si può: ridurre – a parità di cemento (c) – il quantitativo di acqua (a) oppure – a parità di acqua – aumentare il cemento. In entrambi i casi si riduce il rapporto a/c e quindi si predispone un intreccio più densificato delle fibre (Fig. 5).
IL RUOLO DELLA CALCE
Sebbene la calce, prodotta per idratazione dei silicati secondo la reazione [1], non contribuisca di per sé allo sviluppo della resistenza meccanica per la sua morfologia non-fibrosa, tuttavia essa giuoca un ruolo altamente positivo da due altri punti di vista:
- a) produzione dei cementi pozzolanici e d’altoforno;
- b) protezione dei ferri di armatura dalla corrosione.
Il primo aspetto riguarda la possibilità di far contribuire anche la calce al processo di indurimento mediante l’aggiunta di pozzolana o loppa d’altoforno. Quest’ultima e ancor più la pozzolana sono caratterizzate dalla presenza di silice (amorfa) capace di reagire con la calce, prodotta per idratazione dei silicati, e di formare ulteriore C-S-H*:Il C-S-H* formatosi per la reazione pozzolanica (e qui contraddistinto con un asterisco) è cronologicamente “secondario”, rispetto al quello “primario” (C-S-H) che si produce direttamente nell’idratazione dei silicati. Esso si forma, cioè successivamente, a tempi più lunghi, perché la reazione pozzolanica [2] è più lenta del processo di idratazione [1], ma anche perché la sua formazione richiede che prima si accumuli un po’ di calce attraverso la reazione [1]. A seguito della duplice formazione di C-S-H (“primario”) e di C-S-H* (e “secondario”) in una pasta di cemento pozzolanico o d’altoforno stagionata a lungo, il sistema risulta più ricco in materiale fibroso e quindi meno poroso rispetto ad una pasta di cemento Portland a parità di rapporto a/c.Il secondo aspetto, che riguarda la protezione dei ferri di armatura, si basa sulla osservazione che in un ambiente basico, come quello che si produce nell’acqua satura di calce che riempie i pori capillari (pH = 13), il ferro risulta ricoperto da un film di ossido ferrico denso e compatto (passivazione) che lo protegge dalla corrosione (produzione di ruggine in presenza di umidità e ossigeno). Quando per effetto della carbonatazione (neutralizzazione della calce di idratazione da parte della CO2 penetrata dall’aria all’interno del calcestruzzo), il CH è completamente trasformato in CaCO3, il pH scende al di sotto di 9 e viene a mancare l’ambiente fortemente basico indispensabile alla condizione della passivazione dei ferri. Da questo punto di vista, i cementi pozzolanici e d’altoforno – che perdono progressivamente calce per effetto della reazione pozzolanica e produzione di C-S-H* secondario secondo la reazione [2] – sono potenzialmente più a rischio perché gli effetti della reazione pozzolanica si sommano a quelli della carbonatazione, favoriscono la scomparsa della calce e quindi la depassivazione dei ferri. In realtà – a parte i casi in cui si adotti un elevato rapporto a/c (> 0.60) – anche i cementi pozzolanici e d’altoforno si comportano molto bene nella protezione dei ferri dalla corrosione promossa dalla carbonatazione. Ciò dipende sostanzialmente da due situazioni entrambe favorevoli alla conservazione dello strato passivato dei ferri:
- a) la maggiore produzione di C-S-H (“primario” e “secondario”) nei cementi pozzolanici e d’altoforno favorisce la formazione di una matrice cementizia meno porosa e quindi meno penetrabile dalla CO2;
- b) per quanto la calce di idratazione reagisca con la pozzolana o la loppa secondo lo schema della reazione [2], ne rimane sempre una piccola quantità sufficiente a saturare egualmente la soluzione acquosa che riempie i pori capillari; infatti la solubilità della calce in acqua è di circa 1.5 g/l, e pertanto è sufficiente pochissimo CH per mantenere satura di calce l’acqua residua che riempie i pori capillari.
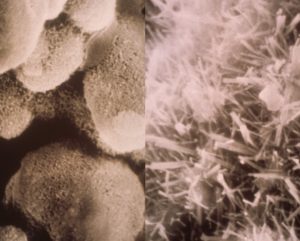 Fig. 4 – Pasta del C3S al momento della presa (a sinistra) e dell’indurimento (destra).
Fig. 4 – Pasta del C3S al momento della presa (a sinistra) e dell’indurimento (destra).
L’IDRATAZIONE DEGLI ALLUMINATI
Il C3A ed il C4AF (necessari per diminuire la temperatura di cottura del clinker e rendere ragionevolmente basso il costo di produzione del cemento) giuocano un ruolo determinante nelle prime ore di reazione tra acqua e cemento:C4AF v3+ H2O =======> C-A-H [3]C3A v4Fig. 5 -A parità di cemento, il sistema con meno acqua (cioè con il minor rapporto a/c) risulta meno poroso.dove C-A-H è la generica sigla che rappresenta una famiglia di prodotti di idratazione degli alluminati (Calcium-Aluminate-Hydrated): C3AH6, C2AH8, C4AH13, ecc. A differenza di quanto avviene per i silicati (Fig. 1-2), il C4AF e soprattutto il C3A reagiscono rapidamente con acqua (Fig. 6) senza tuttavia contribuire significativamente allo sviluppo della resistenza meccanica se si eccettua un rapido ma piccolo incremento durante le prime ore (Fig. 7).In sostanza alla rapida reazione degli alluminati con acqua (a velocità v3 per il C4AF e v4 per il C3A molto maggiore di quella v1 e v2 dei silicati) si accompagna una immediata perdita di plasticità (presa rapida), senza un rilevante incremento della resistenza meccanica (Fig. 7). Ciò dipende dalla morfologia dei cristalli di C-A-H, prevalentemente basata sulla presenza di lamine esagonali o cristalli cubici, e quindi poco favorevole, come avviene invece per i prodotti fibrosi C-S-H, allo sviluppo della resistenza meccanica.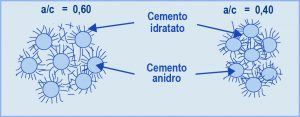 Fig. 6 – Andamento schematico del grado di idratazione degli alluminati in funzione del campo.Fig. 7 – Andamento schematico della resistenza meccanica a compressione degli alluminati in funzione del tempo.
Fig. 6 – Andamento schematico del grado di idratazione degli alluminati in funzione del campo.Fig. 7 – Andamento schematico della resistenza meccanica a compressione degli alluminati in funzione del tempo.
IL RUOLO DEL GESSO
Per ovviare all’inconveniente della presa rapida (< 60 min) – impossibilità a trasportare e gettare il calcestruzzo fresco entro tempi ragionevolmente lunghi – si ricorre all’aggiunta del gesso (CaSO4 · 2H2O) o dell’anidrite (CaSO4) che hanno la specifica funzione di rallentare la velocità di idratazione degli alluminati rispetto a quella del processo [3]:C4AF v3+ H2O+CaSO4·2H2O =======> C3A·3CaSO4·H32 [4]C3A v4Come si può vedere nel processo di idratazione [4], la presenza di gesso o anidrite, come regolatore della presa, modifica non solo la velocità di reazione degli alluminati (v’3<v3; v’4<v4) , ma anche il prodotto della reazione: ettringite (C3A·3CaSO4·H32) anziché C-A-H. In realtà le due modifiche sono tra loro correlate, ancorché la correlazione non appaia esplicitamente dal semplice confronto del processo [3], senza gesso, con il processo [4] con il gesso. L’ettringite che si forma durante le prime ore di idratazione degli alluminati nel cemento è detta “primaria”, per distinguerla da quella “secondaria” che si può formare successivamente in talune sfavorevoli. La formazione di ettringite “primaria” ritarda l’idratazione degli alluminati (eliminando l’inconveniente della presa rapida ed instaurando la presa normale) in quanto si deposita sulla superficie del C3A e del C4AF in forma di pellicola impermeabile (in realtà un feltro fittissimo di fibre) ed impedisce temporaneamente il contatto dell’acqua con il C3A e del C4AF. La quantità di gesso che occorre per regolare la presa del cemento è vincolata – in tutte le normative del mondo – da un limite superiore (3.5% – 4% come SO3 a seconda dei cementi, pari a circa 7-8% di gesso). Infatti, un eccesso di gesso – e quindi di ettringite secondo il processo [4] – potrebbe comportare indesiderati fenomeni fessurativi per l’azione espansiva che accompagna la formazione di ettringite dirompente.Di fatto, la quantità di gesso effettivamente impiegata (gesso optimum) viene individuata sulla base di due fattori: da una parte occorre che il gesso ritardi sufficientemente la presa del cemento; dall’altra la morfologia fibrosa dell’ettringite contribuisce, molto più del C-A-H, allo sviluppo soprattutto iniziale della resistenza meccanica; pertanto la resistenza meccanica del cemento Portland è maggiore di quella del corrispondente clinker, purché l’aggiunta di gesso rimanga al di sotto dei vincoli percentuali sopra menzionati per impedire l’espansione dirompente nel calcestruzzo.Nota 1. Nella chimica del cemento si adottano le seguenti formule abbreviate per individuare i composti chimici: C=CaO; A=Al2O3; F=Fe2O3; S= SiO2; H=H2O. Così la formula C3A sta per 3CaO·Al2O3 (o anche Ca3Al2O6), C3S corrisponde a 3CaO·SiO2 (o anche Ca3SiO5), C3AH6 indica 3CaO·Al2O3·6H2O, CH sta per Ca(OH)2.Nota 2. C-S-H non è in realtà una formula, ma piuttosto un acronimo inglese di Calcium Silicate Hydrated. Il C-S-H include una famiglia di prodotti (talvolta anche non ben individuabili per il loro carattere scarsamente cristallino) quali, per esempio, C3S2H3, C5S6H5, ecc.

Inerte del calcestruzzo
Il termine “inerte” del calcestruzzo fa pensare a qualcosa che non agisce, che rimane passivo e che giuoca, comunque, un ruolo secondario. In realtà non è proprio così. Tuttavia, il termine “inerte” si è così consolidato nella prassi che quello alternativo di “aggregato“, più corretto, rischia talvolta di essere incompreso. Almeno dal punto di vista quantitativo, l’inerte giuoca un ruolo di primaria importanza giacché occupa mediamente i due terzi del volume del calcestruzzo.
GRANULARITÀ DEGLI INERTI
La caratteristica più evidente dell’inerte è la sua granularità, cioè il fatto che si presenta in forma di granuli sciolti. Quando la dimensione dei singoli granuli non supera i 4-5 mm l’inerte prende il nome di sabbia; se, invece, è formato da granuli più grossi di 4-5 mm è chiamato ghiaia (di origine alluvionale e di forma tondeggiante), pietrisco (proveniente dalla frantumazione della roccia e di forma irregolare), o più genericamente inerte grosso. Il termine “inerte”, senza alcuna precisazione, include sia la frazione fine (sabbia) che quella grossa (ghiaia o pietrisco).La granularità dell’inerte è strettamente connessa con il suo assortimento granulometrico, cioè con la presenza o meno delle varie frazioni: da quelle più fini a quelle più grosse passando per quelle intermedie. In linea di massima, con qualche rara eccezione, l’inerte deve essere bene assortito (anche se non necessariamente al massimo) in modo tale che i granuli più fini si possano allocare nei vuoti interstiziali presenti tra quelli dei granuli più grossi. Ciò contribuirà alla formazione di uno scheletro di elementi lapidei con un contenuto di vuoti interstiziali relativamente ridotto. Questi vuoti dovranno essere riempiti dalla pasta di cemento che, una volta indurita, trasformerà l’inerte – cioè un insieme di granuli sciolti – in un conglomerato monolitico.
ASSORTIMENTO GRANULOMETRICO
Il problema della granulometria degli aggregati presenta tre aspetti distinti e nel contempo interconnessi: il primo riguarda il metodo adottato per l’analisi granulometrica; il secondo concerne il criterio di scelta della granulometria ottimale; il terzo è inerente al metodo di calcolo delle percentuali degli aggregati disponibili atte a riprodurre al meglio la distribuzione granulometrica ottimale. Analisi granulometrica. Per la determinazione della distribuzione granulometrica di un aggregato si ricorre alla separazione mediante setacciatura con stacci di diversa luce di maglia ottenendo i pesi delle singole frazioni granulometriche. Questi, espressi percentualmente rispetto al peso di tutto il campione analizzato, consentono di calcolare il materiale passante a ogni staccio. Riportando in un grafico il materiale passante in funzione dell’apertura (d) del vaglio, si costruisce la cosiddetta “curva granulometrica” del singolo aggregato (Fig. 1). Fig. 1 – Curve granulometriche di una sabbia (S), di una ghiaia (G) e di un aggregato ottimale (O) Distribuzione granulometrica ottimale. Per realizzare un conglomerato con la massima densità possibile, cioè con il minor contenuto di vuoti interstiziali tra i singoli granuli, la curva granulometrica del sistema solido (cemento + aggregato) deve seguire l’equazione [1] proposta da Fuller e Thompson:P = 100 (d/D)1/2dove P è la percentuale di materiale passante allo staccio con apertura d; D è la massima dimensione (“diametro massimo”) dell’elemento lapideo più grosso. Se il sistema cemento + aggregato soddisfa granulometricamente l’equazione [1], si realizza il massimo assortimento dimensionale nel quale gli elementi più fini sono allocati nei vuoti interstiziali di quelli medi, e questi ultimi si dispongono a loro volta nei vuoti esistenti tra i granuli più grossi. In ogni caso, un calcestruzzo che soddisfa granulometricamente l’equazione [1] e quindi presenta il massimo impacchettamento possibile per i suoi granuli solidi (cemento + aggregato), non coincide con un sistema che, miscelato con acqua, possa essere facilmente messo in opera.In pratica, un calcestruzzo che granulometricamente soddisfa l’equazione [1], proprio per il denso impacchettamento dei suoi granuli, si presenta scarsamente lavorabile e richiede, pertanto, mezzi di compattazione molto sofisticati per essere messo in opera. Per questo motivo, Bolomey ha suggerito di modificare leggermente la curva granulometrica ottimale introducendo un parametro A che tiene conto anche della lavorabilità richiesta e del tipo di aggregato disponibile (alluvionale o frantumato). L’equazione di Bolomey:P = A + (100-A) · (d/D)1/2coincide con la [1] se si assume A = 0. Il parametro A assume valori crescenti da 8 a 14 se aumenta la lavorabilità del calcestruzzo e se si passa da aggregati alluvionali tondeggianti ad aggregati di frantumazione di forma irregolare (Tabella 1).
Fig. 1 – Curve granulometriche di una sabbia (S), di una ghiaia (G) e di un aggregato ottimale (O) Distribuzione granulometrica ottimale. Per realizzare un conglomerato con la massima densità possibile, cioè con il minor contenuto di vuoti interstiziali tra i singoli granuli, la curva granulometrica del sistema solido (cemento + aggregato) deve seguire l’equazione [1] proposta da Fuller e Thompson:P = 100 (d/D)1/2dove P è la percentuale di materiale passante allo staccio con apertura d; D è la massima dimensione (“diametro massimo”) dell’elemento lapideo più grosso. Se il sistema cemento + aggregato soddisfa granulometricamente l’equazione [1], si realizza il massimo assortimento dimensionale nel quale gli elementi più fini sono allocati nei vuoti interstiziali di quelli medi, e questi ultimi si dispongono a loro volta nei vuoti esistenti tra i granuli più grossi. In ogni caso, un calcestruzzo che soddisfa granulometricamente l’equazione [1] e quindi presenta il massimo impacchettamento possibile per i suoi granuli solidi (cemento + aggregato), non coincide con un sistema che, miscelato con acqua, possa essere facilmente messo in opera.In pratica, un calcestruzzo che granulometricamente soddisfa l’equazione [1], proprio per il denso impacchettamento dei suoi granuli, si presenta scarsamente lavorabile e richiede, pertanto, mezzi di compattazione molto sofisticati per essere messo in opera. Per questo motivo, Bolomey ha suggerito di modificare leggermente la curva granulometrica ottimale introducendo un parametro A che tiene conto anche della lavorabilità richiesta e del tipo di aggregato disponibile (alluvionale o frantumato). L’equazione di Bolomey:P = A + (100-A) · (d/D)1/2coincide con la [1] se si assume A = 0. Il parametro A assume valori crescenti da 8 a 14 se aumenta la lavorabilità del calcestruzzo e se si passa da aggregati alluvionali tondeggianti ad aggregati di frantumazione di forma irregolare (Tabella 1).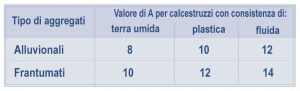 Tabella 1 – Valori tipici di A per ottimizzare la granulometria secondo l’equazione di BolomeyLa scelta di D (diametro massimo) tanto nell’equazione [1] quanto nella [2] deve tener conto dei seguenti vincoli:
Tabella 1 – Valori tipici di A per ottimizzare la granulometria secondo l’equazione di BolomeyLa scelta di D (diametro massimo) tanto nell’equazione [1] quanto nella [2] deve tener conto dei seguenti vincoli:
- non deve superare il 25% della sezione minima della struttura (per evitare di aumentare le eterogeneità del materiale);
- non deve superare la distanza tra i ferri di armatura diminuita di 5 mm (per evitare che l’aggregato più grosso ostruisca il flusso del calcestruzzo attraverso i ferri stessi);
- non deve superare del 30% lo spessore del copriferro (per evitare che tra casseri e ferri di armatura sia ostruito il passaggio del calcestruzzo).
Poiché le equazioni [1] e [2] rappresentano lo distribuzioni granulometriche ottimali del sistema aggregato + cemento, esse possono essere riferite al solo aggregato normalizzando i valori di P se si conosce la percentuale di cemento (C) riferita al peso di tutti i solidi (aggregato + cemento). Le equazioni [3] e [4] rappresentano rispettivamente le curve granulometriche ottimali di Fuller e Thompson e di Bolomey riferite al solo aggregato:Metodi di calcolo per la combinazione degli aggregati. In pratica è difficile reperire aggregati che, insieme al cemento, siano granulometricamente conformi alle equazioni [1] e [2] oppure che, senza cemento, siano conformi alle equazioni [3] e [4]. Gli aggregati normalmente reperibili risultano o eccessivamente fini (sabbie) o eccessivamente grossi (ghiaia e pietrisco) per poter da soli soddisfare ai requisiti granulometrici dell’aggregato ottimale. Tuttavia, combinando più aggregati reali, purché granulometricamente diversi (per esempio una sabbia e una ghiaia), è spesso possibile “costruire” un aggregato misto molto più vicino, rispetto ai singoli aggregati, a quello ottimale. Nella Figura 1 sono mostrate le curve granulometriche di una sabbia e di una ghiaia (ricavate sperimentalmente mediante vagliatura su stacci) a confronto con una curva ottimale calcolata da equazioni simili a quelle dalla [1] alla [4] sopra illustrate.Nelle colonne 1, 2 e 3 della Tabella 2 sono mostrati i valori dei passanti P (per ogni vaglio di apertura d) relativamente all’aggregato ottimale e agli aggregati disponibili (sabbia e ghiaia). Si può osservare che, in corrispondenza del valore di d = 4,76 mm nella Figura 1, il passante dell’aggregato ottimale corrisponde al 48%. Poiché solo la sabbia è totalmente passante al vaglio con apertura da 4,76 mm (P = 100%), è evidente che mescolando il 48% di sabbia e il 52% di ghiaia l’aggregato combinato sarà in grado di soddisfare anch’esso il requisito di avere un passante del 48% in corrispondenza del vaglio da 4,76 mm. L’aggregato così ottenuto presenterà i valori dei passanti P agli altri vagli (colonna 6 della Tabella 2) così calcolati: si moltiplicano i passanti della sabbia per la frazione in peso della sabbia (0,48) e quelli della ghiaia per la frazione in peso della ghiaia (0,52). Si ottengono così i “contributi” della sabbia e della ghiaia ai passanti nei vari vagli (colonne 4 e 5 della Tabella 2). Si sommano, quindi, per ogni vaglio i due contributi. Per esempio al vaglio da 9,52 mm il contributo del passante della sabbia è 48, quello della ghiaia è 25 e quindi il passante dell’aggregato ottenuto per combinazione è 73. Come si può vedere l’aggregato ottimale e quello ottenuto per combinazione della sabbia (48%) con la ghiaia (52%) non necessariamente presentano tutti i valori di P coincidenti, ancorché molto vicini tra loro. La deviazione tra le due percentuali (quella dell’aggregato ottimale e quella dell’aggregato combinato) dipende moltissimo dalla disponibilità di aggregati singoli idonei. Qualora questa deviazione dovesse superare un determinato valore (per esempio più del 10% su un vaglio) l’unico modo per ridurla sarebbe quello di procurarsi aggregati alternativi. Tabella 2 – Distribuzione granulometrica dell’aggregato ideale (Fuller), di quelli disponibili (sabbia e ghiaia) e di quello ottimale (combinato). Sono stati adottati i setacci della serie ASTM.
Tabella 2 – Distribuzione granulometrica dell’aggregato ideale (Fuller), di quelli disponibili (sabbia e ghiaia) e di quello ottimale (combinato). Sono stati adottati i setacci della serie ASTM.
IDONEITÀ DEGLI INERTI
Non tutti gli inerti – naturali o provenienti da roccia frantumata – sono necessariamente idonei alla produzione del calcestruzzo. Esistono alcuni requisiti fondamentali (criteri di idoneità o di accettazione) in assenza dei quali il calcestruzzo rischia di essere degradato anche se esposto in ambienti non particolarmente aggressivi. Questi requisiti prevedono l’assenza, innanzitutto, di sostanze nocive alla durabilità del calcestruzzo. La lista delle sostanze nocive include il cloruro, il solfato, la silice alcali-reattiva, i limi argillosi e la sostanze organiche. Inoltre, deve essere assente il comportamento gelivo degli inerti, cioè la caratteristica di frantumarsi quando, dopo essere stati saturati con acqua, sono esposti a temperature che favoriscono la formazione del ghiaccio.La norma UNI 8520 Parte 2a stabilisce i limiti per l’accettazione degli inerti, mentre le norme UNI 8520 Parte 4a – 22a illustrano i metodi di prova per la determinazione di questi limiti. Queste prove debbono essere effettuate una tantum su materiali che debbono essere impiegati per la prima volta come inerti per calcestruzzo o per i quali non esiste comunque una consolidata esperienza del passato. Una volta accertata la idoneità degli inerti, non è necessario ripetere sistematicamente queste prove a meno che non esistano specifici motivi per sospettare che sia intervenuta qualche variazione nella fonte di approvvigionamento degli inerti e quindi nel loro comportamento.Cloruro. Il limite nel contenuto di cloruro negli inerti (0.05%) è correlato con il rischio di corrosione dei ferri di armatura (“D come Durabilità” Enco Journal N°4). Nei calcestruzzi privi di armature metalliche la presenza di cloruro nell’inerte non comporta alcun rischio di degrado, ma solo un danno di carattere estetico per la formazione di depositi salini sulla superficie dei manufatti esposti a cicli alternati di bagnatura e asciugamento. Con qualche straordinaria eccezione, gli inerti inquinati da cloruro sono di fatto identificabili con la sabbia del mare. Questa potrebbe anche essere impiegata come frazione fine di un inerte per calcestruzzo, purché il sale (NaCl) idrosolubile venga rimosso attraverso un preliminare trattamento in un impianto di lavaggio.Solfato. Il solfato può essere presente nell’inerte in forma di gesso bi-idrato (CaSO4·2H2O) o anidrite (CaSO4). La presenza di solfato nell’inerte oltre un certo limite (0.2%) comporta il rischio di fessurazione del calcestruzzo per formazione di ettringite espansiva a seguito della reazione con gli alluminati del cemento (si veda l’articolo “Ettringite:Dott. Jekill e Mr. Hyde” presente sul sito www.encosrl.it è l’ABC del calcestruzzo). Ci si potrebbe chiedere perché il gesso è tollerato (anzi indispensabile) nel cemento, mentre è guardato come fonte di degrado se presente nell’inerte. Il gesso del cemento è macinato nel mulino insieme al clinker e per la sua elevata finezza reagisce immediatamente con gli alluminati del clinker formando una pellicola protettiva di ettringite (primaria) sui granuli di cemento impedendo una presa troppo rapida: esso agisce da regolatore della presa del cemento senza che l’espansione, associata alla formazione di ettringite, abbia ripercussioni negative in quanto avviene nelle prime ore di idratazione all’interno di un sistema plastico o comunque deformabile. Al contrario, il gesso presente in un inerte è granulometricamente grossolano e reagisce, quindi, molto più lentamente con gli alluminati del cemento (dopo mesi o anche anni). Questa ettringite – detta secondaria – che si forma all’interno di un calcestruzzo ormai indurito, e quindi molto rigido, è in grado di provocare pericolose tensioni per il carattere espansivo della reazione che porta alla formazione di ettringite. La distribuzione non uniforme del gesso nell’inerte aggrava il rischio di fessurazione in quanto l’espansione risulta localizzata solo in prossimità dei granuli di gesso con conseguenti tensioni differenziali all’interno del calcestruzzo. A differenza delle sabbie marine, che possono essere eventualmente private dal cloruro (molto solubile in acqua) con un trattamento di lavaggio con acqua potabile, gli inerti inquinati da gesso non possono essere bonificati con alcun trattamento e debbono essere assolutamente scartati dalla produzione di calcestruzzi a base cementizia.Silice alcali-reattiva. Alcune forme di silice presenti nell’aggregato lapideo – quelle amorfe, mal cristallizzate o comunque deformate ancorché cristalline – possono reagire con gli alcali del cemento (sodio e potassio) per formare silicati alcalini idrati dal carattere espansivo e fortemente dirompente nei confronti della circostante matrice cementizia. Questa reazione, nota come ASR (Alcali-Silica Reaction), si manifesta attraverso fessurazioni irregolari o espulsioni localizzate di malta (pop-out) che possono pregiudicare seriamente la durabilità delle opere in calcestruzzo. Attualmente la presenza di silice reattiva nell’inerte rappresenta la più insidiosa ed erratica forma di degrado del calcestruzzo. Ciò dipende dal concorso di più cause:
- La presenza di silice reattiva in un inerte – a differenza della presenza di cloruro o solfato rilevabile con una semplice e rapida analisi chimica – può essere accertata con molta difficoltà e tempi lunghi.
- La silice reattiva è distribuita in forma discreta (per esempio, è presente in qualche granulo di inerte, ma è completamente assente negli altri): ciò comporta il rischio di non evidenziare la sua presenza se il campione di inerte sotto esame non contiene alcun granulo di silice reattiva e di considerare, quindi, accettabile un inerte che dovrebbe, invece, essere scartato.
- La reazione alcali-silice dipende dal contenuto di alcali nel calcestruzzo: un contenuto di alcali oltre la soglia di 3 kg per metro cubo di calcestruzzo è considerato pericoloso; a causa della variazione del contenuto di alcali (da cemento a cemento, con il dosaggio di cemento, e talvolta da un periodo all’altro per lo stesso cemento) la reazione alcali-silice presenta una certa erraticità e si può manifestare o meno in condizioni apparentemente eguali.
- La reazione alcali-silice può decorrere solo in presenza di umidità e si verifica, quindi, più frequentemente in ambienti esterni, ma anche in ambienti chiusi (pavimenti di capannoni non protetti con barriera a vapore) esposti alla risalita capillare di acqua dal terreno.
- La reazione alcali-silice è in generale molto lenta ed è accelerata alle temperature più elevate; tuttavia, a seconda delle circostanze (grado di reattività della silice, umidità e temperatura ambientale, contenuto di alcali) il fenomeno può richiedere da qualche mese ad una decina di anni per potersi manifestare.
A causa dell’erraticità del fenomeno e della difficoltà di diagnosticare preliminarmente la reattività della silice, il miglior modo per affrontare il problema è quello di prevenire il fenomeno con l’impiego sistematico di cementi di miscela alla cenere o alla loppa oppure di cementi pozzolanici, d’altoforno o compositi in presenza dei quali la reazione alcali-silice è fortemente ridotta o addirittura eliminata. Questa strategia, che è una sorta di assicurazione contro i rischi di reazione alcali-silice, dovrebbe essere adottata in quelle aree (per esempio lungo la fascia adriatica del territorio italiano) dove maggiore si è rivelato il rischio di questo degrado.Frazioni limo-argillose. La presenza di limi e argille (fango) negli inerti può influenzare negativamente il giunto adesivo tra la superficie degli elementi lapidei e la matrice cementizia. Se ciò dovesse avvenire le prestazioni meccaniche del conglomerato risulterebbero inferiori senza però alcun rischio di degrado per la struttura. Da questo punto di vista, quindi, la presenza di limi e argille non può essere messa sullo stesso piano delle altre sostanze nocive (cloruro, solfato, silice reattiva) che possono, invece, pregiudicare la durabilità dell’opera. Inoltre, un inerte inquinato da limi e argille può essere sottoposto a lavaggio e decantazione per essere trasformato in un materiale idoneo anche dal punto di vista delle prestazioni meccaniche.Sostanze organiche. Le sostanze organiche in un inerte (per lo più di origine vegetale) possono interagire negativamente con il processo di idratazione del cemento e rallentare o ridurre lo sviluppo delle resistenze meccaniche. Anche in questo caso, come per i limi e le argille, si tratta più di un inconveniente che riduce le prestazioni del calcestruzzo senza un vero e proprio pregiudizio per la durabilità dell’opera. L’entità dell’abbattimento delle prestazioni meccaniche, e quindi l’accettabilità o meno dell’inerte inquinato da sostanze organiche, può essere valutata attraverso le prestazioni del calcestruzzo in confronto con quelle ottenute con un inerte privo di sostanze organiche e di comprovata qualità.Gelività. La gelività degli inerti (cioè la scarsa resistenza alla formazione del ghiaccio) è solitamente associata alla presenza di micropori con diametro di qualche µm. Gli inerti gelivi non sono ovviamente accettabili per strutture in calcestruzzo esposte ai cicli di gelo-disgelo anche se si impiegano additivi aeranti capaci di proteggere la matrice cementizia (ma non gli inerti) dall’azione.

Lavorabilità del calcestruzzo fresco: influenza sul calcestruzzo in servizio
LAVORABILITÀ
Subito dopo il mescolamento dei suoi ingredienti, il calcestruzzo fresco – cioè nello stato plastico – deve essere trasportato, gettato e costipato. La lavorabilità è la caratteristica che indica la capacità del calcestruzzo fresco a muoversi ed a compattarsi. La mobilità del calcestruzzo è importante per facilitare il trasporto (per es: pompaggio), il getto (caduta per gravità lungo una canaletta) e l’avvolgimento dei ferri di armatura all’interno delle casseforme. La compattabilità, invece, è importante per agevolare, per effetto della vibrazione, la fuoriuscita dell’aria intrappolata dal calcestruzzo fresco ed assicurare, quindi, la massima densità possibile del materiale indurito, oltre che il massimo contatto superficiale tra ferri e calcestruzzo. A parità di sistema vibrante, in un calcestruzzo molto lavorabile l’aria intrappolata è facilmente espulsa, mentre in un calcestruzzo poco lavorabile possono permanere dei macrovuoti d’aria (vespai) che penalizzano successivamente la resistenza meccanica, l’aderenza ferro-calcestruzzo e la protezione dalla corrosione delle armature metalliche. Quindi la lavorabilità – una proprietà tipica del calcestruzzo fresco – finisce con il condizionare anche le prestazioni del calcestruzzo in servizio.Tuttavia, la prescrizione della lavorabilità è tanto spesso disattesa in sede di progetto, quanto diffusamente manipolata sul cantiere con penalizzanti ed improprie ri-aggiunte d’acqua.
QUALE LAVORABILITÀ?
La scelta della lavorabilità più appropriata del calcestruzzo è funzione del tipo di struttura (densità dei ferri di armatura, forma e dimensione delle strutture) e della particolare tecnica esecutiva. Pertanto, nessuno meglio del progettista dovrebbe conoscere le difficoltà di getto e scegliere la lavorabilità più appropriata. Ed invece, nella maggior parte dei casi, il progettista ritiene che siano altri (l’impresa) a doversi far carico della scelta di questo “banalissimo” parametro. Poiché, però, come si vedrà più avanti, la lavorabilità ha un costo, difficilmente l’impresa adotterà una maggiore lavorabilità (più affidabile per la struttura, ma anche più costosa) in assenza di una precisa specifica di capitolato ed adeguato controvalore.Nella Tabella 1 è mostrata indicativamente la lavorabilità più appropriata (in termini di classi di consistenza e slump) per alcune tipologie di strutture in calcestruzzo. Se si eccettuano alcune particolari tipologie strutturali, per le quali la tecnica esecutiva adottata (vibrofinitrice, o casseri rampanti) richiede necessariamente una classe di consistenza relativamente bassa (terra umida con la vibrofinitrice, e plastica con i casseri rampanti), per la quasi totalità delle opere in calcestruzzo gettato entro casseri la lavorabilità prescelta è compresa tra la classe di consistenza semifluida (S3) e quella superfluida (S5). In generale, maggiore è la densità dei ferri di armatura, maggiore deve essere la fluidità del calcestruzzo. Così pure una maggiore lavorabilità è richiesta per getti entro casseforme di strutture con ridotta sezione e/o con forma complessa che possano ostacolare il movimento del calcestruzzo ed il completo riempimento dei casseri. Peraltro, indipendentemente dalla tipologia di opera – fatta eccezione per quelle sopra menzionate nelle quali si richiede necessariamente una bassa classe di consistenza per la speciale tecnica esecutiva – una lavorabilità maggiore comporta una più rapida e semplice esecuzione. Per esempio, in una pavimentazione industriale un calcestruzzo a consistenza superfluida (S5) si mette in opera più rapidamente e quindi più produttivamente di quello a consistenza semifluida (S3), ancorchè entrambi siano reologicamente accettabili dal punto di vista esecutivo.
| Classe di consistenza | Slump (mm) | Tipologia di struttura |
| S1 (terra umida) | 10 – 40 | Pavimenti messi in opera con vibrofinitrice |
| S2 (plastica) | 50 – 90 | Strutture circolari (silos, ciminiere) messe in opera con casseri rampanti |
| S3 (semifluida) | 100 – 150 | Strutture non armate o poco armate |
| S4 (fluida) | 160 – 200 | Strutture mediamente armate |
| S5 (superfluida) | ³ 210 | Strutture fortemente armate, di ridotta sezione e/o complessa geometria |
Tabella 1 – Classe di consistenza richiesta per alcune tipologie strutturaliTuttavia, se un progettista tenesse conto della realtà della maggior parte dei cantieri – ed in particolare del livello di qualificazione della manodopera oggi disponibile – non potrebbe trascurare di specificare una classe di consistenza fluida o superfluida per rendere il getto più affidabile in quanto meno dipendente dalla qualità della manodopera sul cantiere.
LA LAVORABILITÀ HA UN COSTO
In un altro articolo (“Acqua di impasto del calcestruzzo: fatti e misfatti sui cantieri” disponibile sul sito www.encosrl.it è l’ABC del calcestruzzo:) si è mostrato che la lavorabilità aumenta all’aumentare dell’acqua di impasto (Regola di Lyse). Tuttavia, il solo aumento dell’acqua – senza un proporzionale incremento del dosaggio di cemento – fa aumentare il rapporto acqua/cemento (a/c) e penalizza conseguentemente le prestazioni meccaniche e di durabilità del materiale in servizio. Pertanto, se si vuole migliorare la lavorabilità attraverso l’aumento dell’acqua, senza penalizzare le prestazioni del calcestruzzo in servizio, occorre accompagnare l’aumento dell’acqua con un proporzionale aumento del quantitativo di cemento in modo da mantenere costante il rapporto a/c. Da ciò si evince che l’aumento della lavorabilità attraverso l’aumento dell’acqua, senza penalizzazione per le prestazioni meccaniche, comporta un maggior costo determinato dal maggior contenuto di cemento. In alternativa, il miglioramento della lavorabilità, sempre senza penalizzare le prestazioni del calcestruzzo in servizio, può essere conseguito con la scelta di un aggregato reologicamente più favorevole (maggior diametro massimo, di forma tondeggiante e di tessitura più levigata) e/o con l’impiego di additivi fluidificanti e soprattutto superfluidificanti capaci di migliorare la mobilità e la compatibilità del calcestruzzo. In realtà, quest’ultima soluzione è quella più diffusamente adottata per migliorare la lavorabilità del calcestruzzo, mentre l’impiego di aggregati reologicamente più favorevoli non sempre è realizzabile o per la indisponibilità locale del materiale o per i vincoli costruttivi (copriferro e sezione della struttura) che impongono l’adozione di aggregati con minor diametro massimo.Ad ogni modo, il conseguimento di una maggiore lavorabilità comporta un maggior costo (più cemento o impiego di additivi) del calcestruzzo. A fronte di questo maggior costo esistono tuttavia, due vantaggi per l’impresa nella messa in opera: uno di carattere economico e l’altro di carattere tecnico.
VANTAGGI PER L’IMPRESA
Il vantaggio economico consiste in un getto più rapido (quindi con maggiore produttività) ed in una compattazione meno impegnativa (quindi con un minor costo per la manodopera). Questo vantaggio economico nella messa in opera dovrebbe compensare il maggior costo, sostenuto dall’impresa, per il calcestruzzo fornito a fronte dalla sua maggiore lavorabilità. Da questo punto di vista occorre evidenziare come l’incremento di costo praticato dai produttori di calcestruzzo in relazione al passaggio da una classe di consistenza a quella successiva (da S3 ad S4 o da S4 ad S5) è spesso dettata da impostazioni commerciali completamente opposte: in alcuni casi si scoraggia, giustamente, l’impiego di calcestruzzi non lavorabili (spesso sottoposti a manipolazioni sui cantieri con penalizzanti riaggiunte d’acqua e conseguenti contestazioni) abolendo completamente dal listino i calcestruzzi con classe di consistenza inferiore alla S4 o applicando un prezzo uniforme per i calcestruzzi con classe di consistenza da S1 ad S4 e praticando un sovrapprezzo solo per il calcestruzzo superfluido (S5); in altri casi, al contrario, si scoraggia di fatto l’impiego di calcestruzzi lavorabili con sovrapprezzi eccessivi (talvolta di 20 euro per un solo salto di classe di consistenza) difficilmente giustificabili da un punto di vista tecnico, né economicamente accettabili da parte dell’impresa che sarà tentata, così, di ordinare calcestruzzi di bassa classe di consistenza per poi manipolarli con ri-aggiunte d’acqua sul cantiere. Una maggiore considerazione, da parte dei fornitori di calcestruzzo, nel calibrare il prezzo della lavorabilità, porterebbe sicuramente ad una maggiore attenzione, da parte dell’impresa, ai vantaggi economici derivanti dalla messa in opera di un calcestruzzo fluido: in altre parole, pur riconoscendo – per effetto della maggior classe di consistenza – un maggior prezzo ad 1 m3 di calcestruzzo alla bocca dell’autobetoniera, si dovrebbe, però, conseguire – per effetto della minore incidenza di mano d’opera e per la maggiore rapidità di getto – un minor costo per 1 m3 di calcestruzzo in opera rispetto ad un corrispondente conglomerato di pari resistenza caratteristica ma meno lavorabile.
AFFIDABILITÀ DELL’OPERA
Un calcestruzzo più lavorabile è anche meno dipendente dalla efficacia della compattazione in opera, cioè dalla qualità della manodopera sul cantiere: in sostanza, esso è più affidabile. Se si confrontano due calcestruzzi di pari composizione (in particolare di pari a/c e tipo di cemento), ma differenti solo per la classe di consistenza (S5 ed S2 per la presenza o meno di un additivo superfluidificante), si otterrà la stessa resistenza meccanica (in relazione allo stesso rapporto a/c ed allo stesso cemento) purché i due calcestruzzi siano vibrati per un tempo sufficientemente lungo (e variabile in relazione alla classe di consistenza) così da ottenere lo stesso grado di compattazione.Le Figure 1 – 3 riassumono il concetto sopra esposto di affidabilità. La Fig. 1 mostra come varia la resistenza meccanica a compressione in funzione del tempo di vibrazione subito dopo la messa in opera. Essa indica come con il calcestruzzo a consistenza superfluida (S5) si ottiene il 100% della massima prestazione meccanica purché si vibri per almeno 5 secondi. D’altra parte, con il calcestruzzo a minor consistenza (S2) si ottiene il massimo di prestazione (35 N/mm2) solo se la vibrazione è prolungata per oltre 25 secondi. Inoltre, in assenza di vibrazione la resistenza meccanica del calcestruzzo a consistenza superfluida (30 N/mm2) è pari all’86% del valore massimo ( 35 N/mm2), mentre quella del calcestruzzo a consistenza plastica in assenza di vibrazione (14 N/mm2) raggiunge appena il 40% del valore massimo conseguibile con una completa compattazione.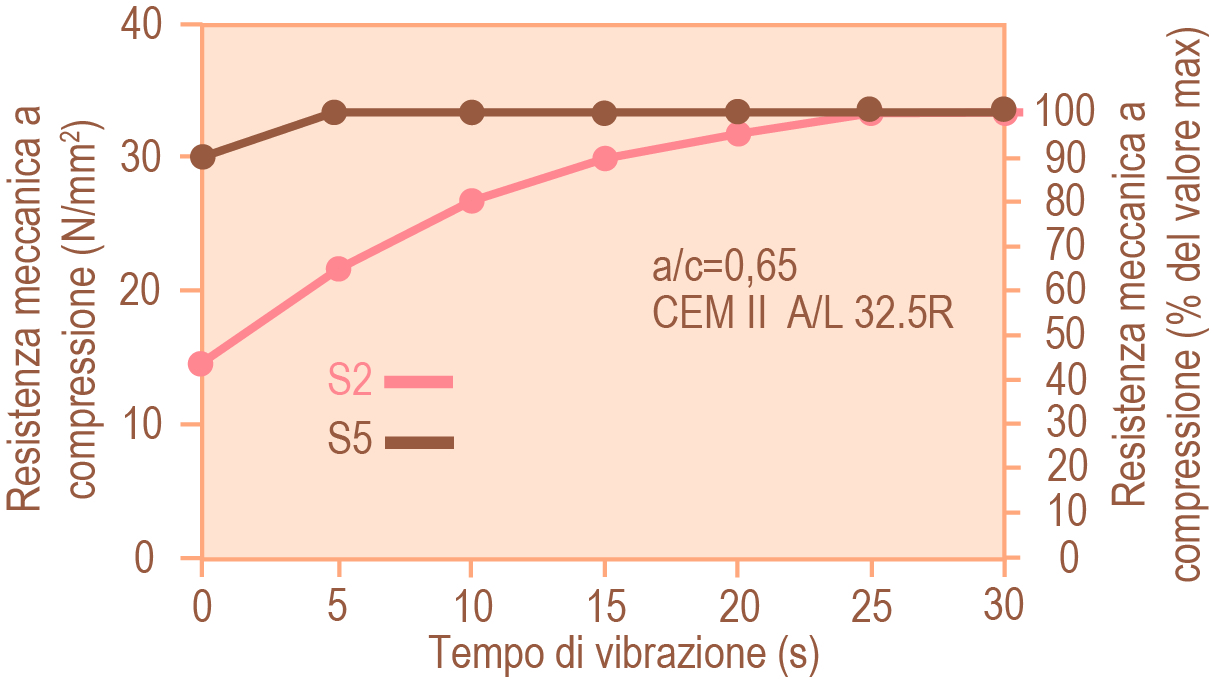 Fig. 1 – Resistenza meccanica a compressione a 28 giorni per calcestruzzi con classe di consistenza S2 (senza additivo) ed S5 (con 0.8% di additivo superfluidificante).Tutto ciò sta ad indicare che, a parità di resistenza meccanica massima (35 N/mm2) ottenibile a compattazione completa, il calcestruzzo superfluido è molto più affidabile in quanto raggiunge questo valore di resistenza anche con tempi di vibrazione molto brevi e permette comunque di ottenere calcestruzzi quasi altrettanto resistenti (30 N/mm2) anche in assenza di qualsiasi vibrazione. Per contro, la resistenza meccanica del calcestruzzo a minor consistenza (S2) è fortemente dipendente dall’efficacia della vibrazione (cioè dalla qualità della manodopera sul cantiere) e può oscillare entro un ampio intervallo (14-35 N/mm2) a seconda del tempo di vibrazione (0-25 secondi).La Fig. 2 mostra visivamente la differenza di aspetto dei provini confezionati con calcestruzzi con classe di consistenza S5 ed S2, dopo essere stati induriti e sformati, in funzione del tempo di vibrazione, cioè in funzione del loro grado di compattazione. Nel calcestruzzo superfluido non si formano vespai se esso è vibrato o meno, ed i pochi difetti del calcestruzzo non vibrato scompaiono del tutto dopo appena 5 secondi di vibrazione. Nel calcestruzzo meno lavorabile (classe di consistenza S2) i “vespai” presenti nel calcestruzzo non vibrato scompaiono del tutto solo dopo una vibrazione prolungata di 25 secondi. Di nuovo, un calcestruzzo meno lavorabile è meno affidabile, in quanto è più dipendente dalla efficacia della compattazione al momento della messa in opera. Val la pena di ribadire che l’eventuale presenza di “vespai”, oltre a penalizzare la resistenza meccanica in situ della struttura ed il suo aspetto estetico, riduce considerevolmente la protezione del copriferro dalla corrosione dei ferri di armatura.
Fig. 1 – Resistenza meccanica a compressione a 28 giorni per calcestruzzi con classe di consistenza S2 (senza additivo) ed S5 (con 0.8% di additivo superfluidificante).Tutto ciò sta ad indicare che, a parità di resistenza meccanica massima (35 N/mm2) ottenibile a compattazione completa, il calcestruzzo superfluido è molto più affidabile in quanto raggiunge questo valore di resistenza anche con tempi di vibrazione molto brevi e permette comunque di ottenere calcestruzzi quasi altrettanto resistenti (30 N/mm2) anche in assenza di qualsiasi vibrazione. Per contro, la resistenza meccanica del calcestruzzo a minor consistenza (S2) è fortemente dipendente dall’efficacia della vibrazione (cioè dalla qualità della manodopera sul cantiere) e può oscillare entro un ampio intervallo (14-35 N/mm2) a seconda del tempo di vibrazione (0-25 secondi).La Fig. 2 mostra visivamente la differenza di aspetto dei provini confezionati con calcestruzzi con classe di consistenza S5 ed S2, dopo essere stati induriti e sformati, in funzione del tempo di vibrazione, cioè in funzione del loro grado di compattazione. Nel calcestruzzo superfluido non si formano vespai se esso è vibrato o meno, ed i pochi difetti del calcestruzzo non vibrato scompaiono del tutto dopo appena 5 secondi di vibrazione. Nel calcestruzzo meno lavorabile (classe di consistenza S2) i “vespai” presenti nel calcestruzzo non vibrato scompaiono del tutto solo dopo una vibrazione prolungata di 25 secondi. Di nuovo, un calcestruzzo meno lavorabile è meno affidabile, in quanto è più dipendente dalla efficacia della compattazione al momento della messa in opera. Val la pena di ribadire che l’eventuale presenza di “vespai”, oltre a penalizzare la resistenza meccanica in situ della struttura ed il suo aspetto estetico, riduce considerevolmente la protezione del copriferro dalla corrosione dei ferri di armatura. Fig. 2 – Influenza della lavorabilità e del tempo di vibrazione sul facciavista del calcestruzzo
Fig. 2 – Influenza della lavorabilità e del tempo di vibrazione sul facciavista del calcestruzzo
GRADO DI COMPATTAZIONE
Per quantificare a posteriori il grado di compattazione (gc) conseguito in un calcestruzzo gettato in opera si può ricorrere molto semplicemente alla misura della massa volumica di una carota estratta dalla struttura (mv) e confrontarla con quella del corrispondente calcestruzzo compattato a rifiuto (mvo) di un cubetto confezionato in corso d’opera:gc = mv/mvoIl valore mv è minore o al massimo eguale ad mvo, ed il rapporto tra questi valori indica il grado di compattazione che al massimo è eguale ad 1. Per esempio se la massa volumica di una carota priva di ferri estratta da un muro (o corretta nel suo valore per la presenza di eventuali ferri di armatura) è di 2250 kg/m3, e quella del corrispondente “cubetto” costipato “a rifiuto” è di 2300 kg/m3 (entrambi i valori essendo riferiti a calcestruzzi saturi di acqua a superficie asciutta), il grado di compattazione gc sarà:gc = 2250/2300 = 0.98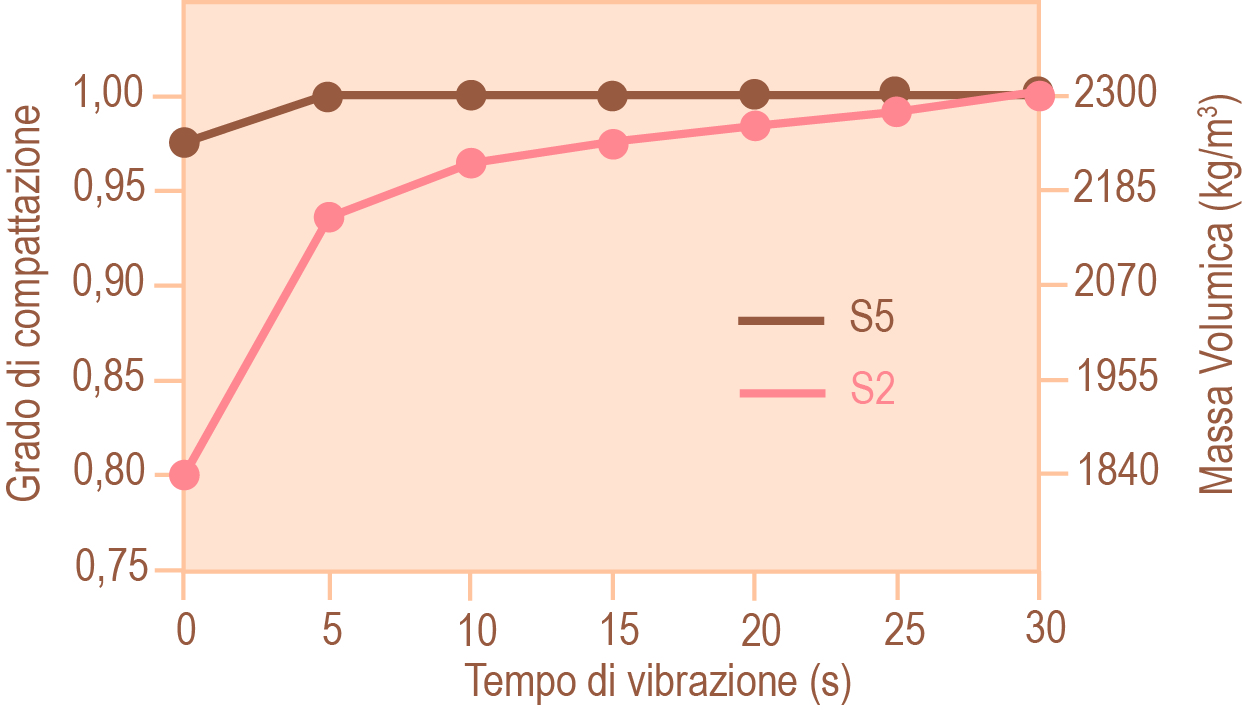 Fig. 3 – Influenza del tempo di vibrazione sulla massa volumica e sul grado di compattazione di calcestruzzo a diversa consistenza (S2 ed S5).La Fig. 3 indica come il tempo di vibrazione influenza diversamente il grado di compattazione a seconda della lavorabilità del calcestruzzo: in quello superfluido (S5) pochi secondi di vibrazione portano il grado di compattazione da 0.98 al massimo valore di 1; in quello a consistenza plastica (S2) occorrono 25 secondi di vibrazione per aumentare il grado di compattazione da 0.80 al massimo valore di 1. Anche da questo punto di vista si conferma la maggiore affidabilità del calcestruzzo superfluido il cui grado di compattazione in opera (Fig. 3), come anche la sua resistenza meccanica (Fig. 1), dipendono molto meno dalla efficacia (o dal tempo) di vibrazione compattazione ugualmente elevato (0.98), come anche una resistenza meccanica (30 N/mm2) molto prossima a quella massima, per la capacità autocompattante del calcestruzzo superfluido.
Fig. 3 – Influenza del tempo di vibrazione sulla massa volumica e sul grado di compattazione di calcestruzzo a diversa consistenza (S2 ed S5).La Fig. 3 indica come il tempo di vibrazione influenza diversamente il grado di compattazione a seconda della lavorabilità del calcestruzzo: in quello superfluido (S5) pochi secondi di vibrazione portano il grado di compattazione da 0.98 al massimo valore di 1; in quello a consistenza plastica (S2) occorrono 25 secondi di vibrazione per aumentare il grado di compattazione da 0.80 al massimo valore di 1. Anche da questo punto di vista si conferma la maggiore affidabilità del calcestruzzo superfluido il cui grado di compattazione in opera (Fig. 3), come anche la sua resistenza meccanica (Fig. 1), dipendono molto meno dalla efficacia (o dal tempo) di vibrazione compattazione ugualmente elevato (0.98), come anche una resistenza meccanica (30 N/mm2) molto prossima a quella massima, per la capacità autocompattante del calcestruzzo superfluido.
“CUBETTI” e “CAROTE”
Val la pena di ricordare che nel confronto tra resistenza meccanica delle “carote” e quella dei provini cubici occorre anche tener conto dell’effetto forma: i provini cilindrici (e quindi anche le “carote”) con rapporto altezza/diametro di 2 presentano mediamente una resistenza meccanica non superiore all’80% di quella dei corrispondenti provini cubici a parità di tutte le altre condizioni (composizione, stagionatura e grado di compattazione). Pertanto, la resistenza meccanica delle carote deve essere divisa per 0.80 prima di essere confrontata con quella misurata sui provini a forma cubica.La differenza tra i valori di resistenza meccanica della “carota” e quella del “cubetto” è raramente tenuta in conto nelle specifiche di capitolato ed è causa di lunghissime contestazioni sulla responsabilità della deviazione allorquando si verifica la resistenza delle “carote” estratte dalla struttura. Per evitare queste spiacevoli sorprese sarebbe sufficiente specificare anche il grado di compattazione del calcestruzzo in opera per obbligare l’impresa ad un minimo di accuratezza in questa fase cruciale della messa in opera. Occorre, però, realisticamente tener conto che una struttura reale difficilmente potrà essere costipata con la stessa accuratezza con cui si può compattare il semplice “cubetto”. Pertanto, occorre, accettare una certa tolleranza nel grado di compattazione delle strutture purché esso venga specificato (per esempio: gc ³ 0.97).Occorre quindi, prendere atto che una certa riduzione di resistenza nella struttura rispetto al “cubetto” è inevitabile ed è comunque prevedibile in relazione al grado di compattazione specificato: per esempio, con gc = 0.97 il calo di resistenza previsto è di circa il 20%. Ciò significa, per esempio, che a fronte di una resistenza media dei cubetti di 35 N/mm2 (corrispondente ad una Rck di 30 N/mm2), la resistenza del calcestruzzo nella struttura si aggirerà sui 28 N/mm2, cioè 20% in meno rispetto a 35 N/mm2. Val la pena, infine, di osservare che in un calcestruzzo di bassa classe di consistenza (S2), l’assenza di vibrazione porta ad un grado di compattazione molto basso (0.80) con una penalizzazione di circa il 60% sulla resistenza meccanica.
IL BINOMIO LAVORABILITÀ-COMPATTAZIONE
Per ottenere calcestruzzi di buona qualità – cioè meccanicamente resistenti, oltre che durabili in quanto impermeabili agli agenti aggressivi – occorre realizzare il maggior grado di compattazione possibile, comunque almeno 0.97 e preferibilmente 1.Questo obiettivo si può raggiungere facilmente se si dispone di calcestruzzi a consistenza fluida (o se possibile superfluida) anche se non si dispone di un efficace sistema vibrante sul cantiere. D’altra parte, laddove la consistenza del calcestruzzo debba essere bassa per la tecnica esecutiva adottata (getti con vibrofinitrice, casseri rampanti, getti in pendenza, ecc.), l’efficacia del sistema vibrante in cantiere deve sopperire alla carente lavorabilità del calcestruzzo fresco per ottenere un soddisfacente grado di compattazione (³ 0.97) se non si vuole penalizzare eccessivamente le prestazioni meccaniche e quelle di durabilità del materiale messo in opera.