Cemento: il cuore del calcestruzzo
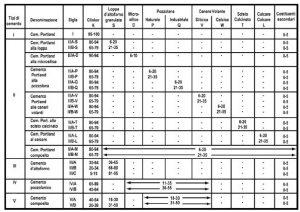
Di Mario Collepardi, Silvia Collepardi, Roberto TroliCEMENTO, PROTAGONISTA DEL CALCESTRUZZOIl cemento è il cuore del calcestruzzo. Esso giuoca il ruolo del protagonista al punto che le opere in calcestruzzo sono spesso chiamate, sia pure impropriamente, “opere in cemento”. Nella sua essenza il cemento è una polvere che, mescolata con acqua in proporzione di circa 2:1, è in grado di produrre una massa (pasta) facilmente modellabile che nel giro di qualche ora si rapprende perdendo la sua iniziale plasticità (presa) e successivamente, nel giro di un giorno, assume la rigidità tipica di una pietra naturale ed è capace di resistere ad apprezzabili sollecitazioni meccaniche.I CEMENTI NON SONO TUTTI UGUALILa qualità della matrice cementizia e quindi del materiale composito che ne deriva – malta o calcestruzzo – dipendono in massima parte dalle proporzioni di acqua e di cemento impiegati per l’impasto: poca acqua rispetto al cemento (cioè un rapporto acqua/cemento basso) è l’indispensabile premessa per un calcestruzzo di qualità, in quanto predispone così la formazione di una matrice cementizia con caratteristiche fisico-meccaniche superiori. Tuttavia, a parità di rapporto acqua/cemento, come anche di tutti gli altri parametri (tipo e granulometria dell’aggregato, rapporto aggregato/cemento, presenza di additivi, qualità della stagionatura, ecc.), le prestazioni del calcestruzzo nella fase esecutiva, e soprattutto in servizio, possono variare significativamente in funzione del cemento impiegato. Insomma, non tutti i cementi sono eguali dal punto di vista prestazionale.ESIGENZA DI UNA NORMATIVA SUI CEMENTISe i cementi non sono tutti eguali, sorge il problema di classificarli in base alla loro prestazione e composizione. I criteri adottati per la classificazione dei cementi possono variare nel tempo a seconda della evoluzione tecnologica, della disponibilità della materie prime e anche delle condizioni geo-politiche. Si potrebbe cominciare proprio da quest’ultimo aspetto. Fino al 1993 in Italia vigeva una normativa – emanata con un Decreto Ministeriale del 1968 – che regolamentava la produzione dei cementi sul territorio nazionale. Con l’avvento delle regole comunitarie nell’Unione Europea, anche per il cemento è stata concordata una nuova normativa (EN 197/1) basata su una classificazione unica. L’obiettivo è duplice: da una parte consentire la distribuzione del cemento, prodotto in un qualsiasi paese comunitario, su tutto il territorio dell’Unione; dall’altra, mettere in condizioni i tecnici delle costruzioni (preconfezionatori, prefabbricatori, imprese e studi di progettazione) di poter scegliere, con gli stessi criteri, il cemento più adatto allo specifico impiego in qualsiasi Paese dell’Unione essi si trovino ad operare.LA NORMATIVA EUROPEA SUI CEMENTILa normativa europea sui cementi è incentrata su due requisiti fondamentali: la classe di resistenza ed il tipo di cemento, quest’ultimo inteso come composizione dei suoi ingredienti. Esistono 25 diversi tipi (o sottotipi) di cemento, come vedremo più avanti, e ciascun tipo può essere disponibile in 6 diverse classi di resistenza. Da ciò deriva che in totale, moltiplicando il numero dei tipi (25) per il numero delle classi di resistenza (6) sono teoricamente possibili 150 diversi cementi. In realtà, nel singolo Paese – per esempio l’Italia – non tutti e 25 i tipi vengono prodotti, per oggettiva mancanza locale di alcuni ingredienti o per mancanza di una tradizione pre-esistente a produrre ed impiegare alcuni determinati tipi di cemento. E neppure tutte e 6 le classi di resistenza sono disponibili per i vari tipi di cemento realmente prodotti, molto spesso per oggettive difficoltà tecniche a produrre o a impiegare alcune classi di resistenza di determinati tipi di cemento. Cionondimeno, la normativa prevede che questi cementi – oggi tecnicamente irrealizzabili – possano essere in un futuro prodotti grazie ai progressi innovativi del settore. Vedremo più avanti, quali di questi cementi non sono prodotti e perché. Limitiamoci ora ad esaminare i requisiti fondamentali in base ai quali distinguere i cementi per classe, tipo e sottotipo e per classe di resistenza. Tabella 1 – Resistenza meccanica a compressione per le classi di resistenza dei cementi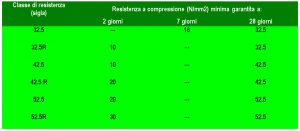 LA CLASSE DI RESISTENZA DEI CEMENTICiascun tipo di cemento viene fornito dal produttore in una delle seguenti classi di resistenza: 32.5; 32.5R; 42.5; 42.5R; 52.5 e 52.5R. Il numero (32.5, 42.5 oppure 52.5) individua la soglia minima di resistenza meccanica a compressione, in N/mm2, misurata a 28 giorni. La presenza o meno del simbolo R, dopo il numero, sta a significare il comportamento meccanico del cemento alle brevi stagionature: per esempio sia il cemento di classe 32.5, sia quello di classe 32.5R debbono superare a 28 giorni la resistenza meccanica di 32.5 N/mm2; tuttavia il cemento di classe 32.5R (“R” sta per rapido) deve anche superare la soglia di 10 N/mm2 a 2 giorni, mentre quello di classe 32.5 deve garantire il raggiungimento di un limite prestazionale a 7 giorni (Tabella 1).Analogamente la differenza tra le classi 42.5 e 42.5R (o tra 52.5 e 52.5R) sta solo nel diverso comportamento alla stagionatura di 2 giorni: quelli contrassegnati con R posseggono una maggiore resistenza meccanica a 2 giorni, mentre a 28 giorni i requisiti di resistenza meccanica per le due classi di resistenza (42.5 e 42.5R, oppure 52.5 e 52.5R) sono identici.Per la determinazione effettiva della resistenza meccanica di un cemento è necessario adottare una procedura standardizzata, in base alla quale alcuni parametri, che potrebbero influenzare la resistenza meccanica stessa, siano rigorosamente mantenuti costanti da prova a prova. Per esempio, poiché il rapporto tra il quantitativo di acqua e quello del cemento condiziona, come si è già detto precedentemente, la prestazione meccanica di un impasto cementizio, per la miscela (in forma di malta) su cui eseguire la prova di resistenza, si adotta sempre lo stesso rapporto acqua/cemento (0.5). Così pure è fisso il rapporto tra sabbia e cemento (3), come anche il tipo di sabbia, la sua granulometria, ecc. Sono anche rigorosamente standardizzati il tipo ed il tempo di miscelazione, la modalità di riempimento delle casseforme con la malta, le condizioni termiche (20°C) ed igrometriche di maturazione ed infine la metodologia di sollecitazione meccanica per la rottura dei provini.I risultati della resistenza meccanica, ottenuti secondo la procedura sopra descritta, vengono poi confrontati con i valori minimi richiesti dalla norma per ciascuna classe di resistenza (Tabella 1). Se, per fare solo un esempio, i risultati ottenuti fossero di 8 N/mm2 a 2 giorni, 30 N/mm2 a 7 giorni e 43 N/mm2 a 28 giorni, la classe di resistenza assegnata a questo cemento sarebbe 32.5, ancorché a 28 giorni la sua prestazione (43 N/mm2) supera quella richiesta da una cemento di classe 42.5 o 42.5R. Il mancato raggiungimento di almeno 10 N/mm2 a 2 giorni, infatti, non consentirebbe a questo cemento di essere inquadrato neppure nella classe di resistenza 32.5R. LA POZZOLANALa pozzolana da sola, ancorché finemente macinata, non indurisce al contatto con acqua. Essa non è, quindi, un legante idraulico. Tuttavia in presenza di calce (almeno 20-30%) si comporta come un ottimo legante idraulico con prestazioni superiori (per resistenza meccanica e durabilità) rispetto alla sola calce. Questo comportamento (denominato “attività pozzolanica” ) è dovuto ad un complesso di interazioni con la calce e con l’acqua d’impasto. Su questo principio i Romani svilupparono una tecnologia innovativa per la confezione di malte e calcestruzzi, a base di calce e pozzolana, destinati alla realizzazione di opere edili e soprattutto idrauliche o marittime.La riscoperta della pozzolana, all’inizio di questo secolo, in combinazione con il cemento Portland, anziché con la calce, è dovuta alla fortunata circostanza che il cemento Portland, a contatto con l’acqua d’impasto, libera progressivamente la calce e che quest’ultima diventa così disponibile per attivare l’indurimento della pozzolana. Val la pena subito di precisare che nella miscela di cemento Portland-pozzolana è indispensabile rispettare un certo proporzionamento tra i due ingredienti (almeno 40-50% di cemento Portland) affinché si liberi un’adeguata quantità di calce per attivare la pozzolana.Il successo di questo legante di miscela – denominato “cemento pozzolanico” è sostanzialmente basato sulle migliori prestazioni conseguibili in alcune determinate circostanze: innanzitutto un minor sviluppo di calore apprezzato nei getti massivi (dighe, platee di fondazione di grosso spessore, ecc.) per effetto del ridotto quantitativo di clinker responsabile dell’effetto termico; in secondo luogo una migliore resistenza offerta all’attacco chimico dei solfati e delle acque marine; infine, una maggiore resistenza offerta alla penetrazione dei cloruri – e quindi una migliore protezione dei ferri di armatura – apprezzata nelle opere in calcestruzzo armato destinato alle opere stradali o autostradali esposti in inverno ai sali disgelanti contenenti cloruro.LA LOPPA D’ALTOFORNOSulla stessa filosofia del cemento pozzolanico è basato il cemento d’altoforno, con la variante di sostituire l’ingrediente “pozzolana” con la “loppa d’altoforno”. La loppa granulata di origine industriale (scoria nella lavorazione dell’acciaio), purché raffreddata rapidamente allo stato vetroso, presenta la peculiare caratteristica – rispetto alla pozzolana – di poter indurire sia pure lentamente, se finemente macinata e mescolata con acqua, anche in assenza di calce. In realtà, piccole aggiunte di clinker – e quindi della relativa calce liberata – ne accelerano l’indurimento, cosicché nella miscelazione della loppa con il cemento Portland è possibile far variare entro una gamma molto ampia (da 0 a 95%) la percentuale di loppa nel legante. Ovviamente i leganti, per esempio, con 15 % o con 90% di loppa non saranno prestazionalmente equivalenti, soprattutto nella resistenza meccanica alle brevi stagionature (2-7 giorni) dove il contributo della loppa (lenta a indurire) è modesto e rimane, quindi, solo quello apportato dal clinker di cemento Portland. Da ciò deriva, per esempio, l’impossibilità pratica di produrre un cemento d’altoforno con 90% di loppa nelle classi di resistenza 42.5R, 52.5 e 52.5R, per la oggettiva difficoltà a raggiungere la resistenza meccanica a compressione di 20 N/mm2 in soli 2 giorni. Per quanto attiene alle prestazioni dei calcestruzzi con cemento d’altoforno, esse assomigliano a quelle già descritte per i conglomerati con cemento pozzolanico: in particolare, il calore di idratazione del cemento d’altoforno, laddove la percentuale di loppa è spinta ai valori più alti (> 80%), può risultare ancor più basso rispetto a quello che sviluppa nel cemento pozzolanico, necessariamente più ricco di clinker per l’esigenza di un maggior contenuto di calce necessaria all’attivazione della pozzolana.I NUOVI INGREDIENTI POZZOLANICIOltre agli ingredienti tradizionali (pozzolana naturale e loppa d’altoforno) da tempo impiegati per la produzione del cemento pozzolanico e d’altoforno, altri prodotti minerali – quasi tutti di recupero da processi industriali – sono stati introdotti nel processo produttivo dei cementi. Questi includono: la cenere volante (di tipo calcico o silicico), residuo della combustione nelle centrali termiche a carbone; il fumo di silice, sottoprodotto del processo produttivo del silicio metallico o delle leghe metalliche ferro-silicio; la cosiddetta pozzolana industriale, scoria vetrosa delle lavorazioni di leghe metalliche non-ferrose; lo scisto calcinato, residuo della torrefazione di scisti argillosi impregnati di bitume, ed il calcare di origine naturale, unico ingrediente privo in realtà di pozzolanicità. Qualche commento meritano la disponibilità in Italia di questi ingredienti e quindi la effettiva possibilità di reperire localmente i cementi che secondo la nuova normativa dovrebbero contenerli.La cenere volante si presenta in forma di particelle pressoché sferiche (5-90 µm), piene o più spesso cave, capaci di favorire, proprio per la loro forma tondeggiante, la lavorabilità dei calcestruzzi, oltre che la pozzolanicità dei cementi. La cenere volante disponibile in Italia è quella di tipo siliceo proveniente dalla combustione dei carboni bituminosi, mentre è di fatto non disponibile quella di tipo calcico residuo della combustione delle ligniti o dei carboni sub-bituminosi.Il fumo di silice si presenta in forma di microsfere con dimensioni prevalentemente al di sotto di 0.1 µm, e quindi capaci di allocarsi negli interstizi tra i granuli di cemento (1-50 µm). Tuttavia, la elevata finezza del fumo di silice non ne consente una percentuale d’impiego maggiore del 10% nel cemento per il conseguente aumento nella richiesta d’acqua di impasto. Di fatto, il fumo di silice – quasi sempre abbinato ad un superfluidificante per compensare la eccessiva richiesta d’acqua – viene per lo più impiegato come additivo in polvere per calcestruzzi speciali impermeabili ed alta resistenza meccanica a compressione (> 60 N/mm2).I TIPI DI CEMENTONella Tabella 2 sono indicate le proporzioni dei costituenti minerali, accanto all’ingrediente principale (clinker) per i vari tipi e sottotipi di cemento. Le percentuali indicate non tengono conto della presenza di gesso o anidrite – regolatore di presa – e quindi si riferiscono al contenuto totale di clinker e di tutti gli altri ingredienti minerali. La suddivisione dei cementi in base alla loro composizione prevede cinque tipi:I: Cemento Portland (un solo tipo) con almeno il 95% di clinker.II: Cementi Portland di miscela (17 sottotipi) dove il clinker è ancora predominante (almeno 79%) e dove gli altri costituenti (escluso il fumo di silice impiegabile solo nell’intervallo 6-10%) possono oscillare entro due intervalli: 6-20% oppure 21-35%; nel primo caso apparirà nella sigla corrispondente la lettera A, mentre se l’intervallo composizionale è maggiore apparirà la lettera B.La sigla di questi cementi è formata da II, seguito dalla lettera A oppure B a seconda della quantità di costituente minerale, ed infine da una lettera che individua lo specifico costituente minerale: (S per loppa, P per pozzolana naturale, L per calcare, ecc. come è mostrato in Tabella 2). Per esempio la sigla II/A-S sta ad indicare un cemento Portland di miscela (II), contenente loppa (S) in una proporzione variabile dal 6 al 20% (A), e prenderà il nome di “cemento Portland alla loppa”. Se, invece, accanto al prevalente clinker di cemento Portland sono presenti più di un costituente minerale (loppa, pozzolana, cenere, ecc.) il legante risultante sarà chiamato “cemento Portland composito” individuato dalla sigla II/A-M oppure II/B-M a seconda del contenuto di clinker.III: Cemento d’altoforno (3 sottotipi), per il quale sono previsti 3 livelli composizionali nel contenuto di loppa che vengono individuati nella sigla del cemento con: A (loppa 36-65%), B (loppa 66-80%), C (loppa 81-95%). Quest’ultimo rappresenta il cemento con il minor contenuto di clinker (che può scendere fino al 5%) e che proprio per questo si caratterizza per il bassissimo calore di idratazione (apprezzato nei getti di massa) oltre che per un’ottima resistenza all’attacco del solfato, dei sali disgelanti e dell’acqua di mare. Ovviamente questo specifico cemento d’altoforno (con sigla III/C) non potrà essere disponibile se non nelle classi di resistenza più basse (32.5, o al massimo 32.5R), per la carenza del clinker necessario all’ottenimento di una iniziale resistenza meccanica.IV: Cemento pozzolanico (2 sottotipi), dove il contenuto di clinker è compreso negli intervalli 65-89% (A) oppure 45-64% (B) e come costituente minerale è presente una miscela di microsilice, cenere silicica e pozzolana naturale o industriale. Il cemento pozzolanico (IV) propriamente detto – come del resto il cemento d’altoforno (III) – si distingue rispettivamente dal cemento Portland alla pozzolana (II) e dal cemento Portland alla loppa II per il minor contenuto di clinker. Quindi, anche per il cemento pozzolanico, soprattutto quello B con maggior contenuto di pozzolana (36-55%), sarà difficile prevedere la disponibilità nelle classi di resistenza più elevate (42.5R, 52.5, 52.5R).V: Cemento composito (2 sottotipi), con un contenuto di clinker ridotto (40-64% oppure 20-39%) e con una miscela di loppa, pozzolana e cenere silicica come costituenti minerali. Non va confuso con il cemento Portland composito (II/M) più ricco in clinker e più povero in costituenti minerali.Tabella 2 – Cementi Europei: tipi e composizione.. Percentuali in massa.
LA CLASSE DI RESISTENZA DEI CEMENTICiascun tipo di cemento viene fornito dal produttore in una delle seguenti classi di resistenza: 32.5; 32.5R; 42.5; 42.5R; 52.5 e 52.5R. Il numero (32.5, 42.5 oppure 52.5) individua la soglia minima di resistenza meccanica a compressione, in N/mm2, misurata a 28 giorni. La presenza o meno del simbolo R, dopo il numero, sta a significare il comportamento meccanico del cemento alle brevi stagionature: per esempio sia il cemento di classe 32.5, sia quello di classe 32.5R debbono superare a 28 giorni la resistenza meccanica di 32.5 N/mm2; tuttavia il cemento di classe 32.5R (“R” sta per rapido) deve anche superare la soglia di 10 N/mm2 a 2 giorni, mentre quello di classe 32.5 deve garantire il raggiungimento di un limite prestazionale a 7 giorni (Tabella 1).Analogamente la differenza tra le classi 42.5 e 42.5R (o tra 52.5 e 52.5R) sta solo nel diverso comportamento alla stagionatura di 2 giorni: quelli contrassegnati con R posseggono una maggiore resistenza meccanica a 2 giorni, mentre a 28 giorni i requisiti di resistenza meccanica per le due classi di resistenza (42.5 e 42.5R, oppure 52.5 e 52.5R) sono identici.Per la determinazione effettiva della resistenza meccanica di un cemento è necessario adottare una procedura standardizzata, in base alla quale alcuni parametri, che potrebbero influenzare la resistenza meccanica stessa, siano rigorosamente mantenuti costanti da prova a prova. Per esempio, poiché il rapporto tra il quantitativo di acqua e quello del cemento condiziona, come si è già detto precedentemente, la prestazione meccanica di un impasto cementizio, per la miscela (in forma di malta) su cui eseguire la prova di resistenza, si adotta sempre lo stesso rapporto acqua/cemento (0.5). Così pure è fisso il rapporto tra sabbia e cemento (3), come anche il tipo di sabbia, la sua granulometria, ecc. Sono anche rigorosamente standardizzati il tipo ed il tempo di miscelazione, la modalità di riempimento delle casseforme con la malta, le condizioni termiche (20°C) ed igrometriche di maturazione ed infine la metodologia di sollecitazione meccanica per la rottura dei provini.I risultati della resistenza meccanica, ottenuti secondo la procedura sopra descritta, vengono poi confrontati con i valori minimi richiesti dalla norma per ciascuna classe di resistenza (Tabella 1). Se, per fare solo un esempio, i risultati ottenuti fossero di 8 N/mm2 a 2 giorni, 30 N/mm2 a 7 giorni e 43 N/mm2 a 28 giorni, la classe di resistenza assegnata a questo cemento sarebbe 32.5, ancorché a 28 giorni la sua prestazione (43 N/mm2) supera quella richiesta da una cemento di classe 42.5 o 42.5R. Il mancato raggiungimento di almeno 10 N/mm2 a 2 giorni, infatti, non consentirebbe a questo cemento di essere inquadrato neppure nella classe di resistenza 32.5R. LA POZZOLANALa pozzolana da sola, ancorché finemente macinata, non indurisce al contatto con acqua. Essa non è, quindi, un legante idraulico. Tuttavia in presenza di calce (almeno 20-30%) si comporta come un ottimo legante idraulico con prestazioni superiori (per resistenza meccanica e durabilità) rispetto alla sola calce. Questo comportamento (denominato “attività pozzolanica” ) è dovuto ad un complesso di interazioni con la calce e con l’acqua d’impasto. Su questo principio i Romani svilupparono una tecnologia innovativa per la confezione di malte e calcestruzzi, a base di calce e pozzolana, destinati alla realizzazione di opere edili e soprattutto idrauliche o marittime.La riscoperta della pozzolana, all’inizio di questo secolo, in combinazione con il cemento Portland, anziché con la calce, è dovuta alla fortunata circostanza che il cemento Portland, a contatto con l’acqua d’impasto, libera progressivamente la calce e che quest’ultima diventa così disponibile per attivare l’indurimento della pozzolana. Val la pena subito di precisare che nella miscela di cemento Portland-pozzolana è indispensabile rispettare un certo proporzionamento tra i due ingredienti (almeno 40-50% di cemento Portland) affinché si liberi un’adeguata quantità di calce per attivare la pozzolana.Il successo di questo legante di miscela – denominato “cemento pozzolanico” è sostanzialmente basato sulle migliori prestazioni conseguibili in alcune determinate circostanze: innanzitutto un minor sviluppo di calore apprezzato nei getti massivi (dighe, platee di fondazione di grosso spessore, ecc.) per effetto del ridotto quantitativo di clinker responsabile dell’effetto termico; in secondo luogo una migliore resistenza offerta all’attacco chimico dei solfati e delle acque marine; infine, una maggiore resistenza offerta alla penetrazione dei cloruri – e quindi una migliore protezione dei ferri di armatura – apprezzata nelle opere in calcestruzzo armato destinato alle opere stradali o autostradali esposti in inverno ai sali disgelanti contenenti cloruro.LA LOPPA D’ALTOFORNOSulla stessa filosofia del cemento pozzolanico è basato il cemento d’altoforno, con la variante di sostituire l’ingrediente “pozzolana” con la “loppa d’altoforno”. La loppa granulata di origine industriale (scoria nella lavorazione dell’acciaio), purché raffreddata rapidamente allo stato vetroso, presenta la peculiare caratteristica – rispetto alla pozzolana – di poter indurire sia pure lentamente, se finemente macinata e mescolata con acqua, anche in assenza di calce. In realtà, piccole aggiunte di clinker – e quindi della relativa calce liberata – ne accelerano l’indurimento, cosicché nella miscelazione della loppa con il cemento Portland è possibile far variare entro una gamma molto ampia (da 0 a 95%) la percentuale di loppa nel legante. Ovviamente i leganti, per esempio, con 15 % o con 90% di loppa non saranno prestazionalmente equivalenti, soprattutto nella resistenza meccanica alle brevi stagionature (2-7 giorni) dove il contributo della loppa (lenta a indurire) è modesto e rimane, quindi, solo quello apportato dal clinker di cemento Portland. Da ciò deriva, per esempio, l’impossibilità pratica di produrre un cemento d’altoforno con 90% di loppa nelle classi di resistenza 42.5R, 52.5 e 52.5R, per la oggettiva difficoltà a raggiungere la resistenza meccanica a compressione di 20 N/mm2 in soli 2 giorni. Per quanto attiene alle prestazioni dei calcestruzzi con cemento d’altoforno, esse assomigliano a quelle già descritte per i conglomerati con cemento pozzolanico: in particolare, il calore di idratazione del cemento d’altoforno, laddove la percentuale di loppa è spinta ai valori più alti (> 80%), può risultare ancor più basso rispetto a quello che sviluppa nel cemento pozzolanico, necessariamente più ricco di clinker per l’esigenza di un maggior contenuto di calce necessaria all’attivazione della pozzolana.I NUOVI INGREDIENTI POZZOLANICIOltre agli ingredienti tradizionali (pozzolana naturale e loppa d’altoforno) da tempo impiegati per la produzione del cemento pozzolanico e d’altoforno, altri prodotti minerali – quasi tutti di recupero da processi industriali – sono stati introdotti nel processo produttivo dei cementi. Questi includono: la cenere volante (di tipo calcico o silicico), residuo della combustione nelle centrali termiche a carbone; il fumo di silice, sottoprodotto del processo produttivo del silicio metallico o delle leghe metalliche ferro-silicio; la cosiddetta pozzolana industriale, scoria vetrosa delle lavorazioni di leghe metalliche non-ferrose; lo scisto calcinato, residuo della torrefazione di scisti argillosi impregnati di bitume, ed il calcare di origine naturale, unico ingrediente privo in realtà di pozzolanicità. Qualche commento meritano la disponibilità in Italia di questi ingredienti e quindi la effettiva possibilità di reperire localmente i cementi che secondo la nuova normativa dovrebbero contenerli.La cenere volante si presenta in forma di particelle pressoché sferiche (5-90 µm), piene o più spesso cave, capaci di favorire, proprio per la loro forma tondeggiante, la lavorabilità dei calcestruzzi, oltre che la pozzolanicità dei cementi. La cenere volante disponibile in Italia è quella di tipo siliceo proveniente dalla combustione dei carboni bituminosi, mentre è di fatto non disponibile quella di tipo calcico residuo della combustione delle ligniti o dei carboni sub-bituminosi.Il fumo di silice si presenta in forma di microsfere con dimensioni prevalentemente al di sotto di 0.1 µm, e quindi capaci di allocarsi negli interstizi tra i granuli di cemento (1-50 µm). Tuttavia, la elevata finezza del fumo di silice non ne consente una percentuale d’impiego maggiore del 10% nel cemento per il conseguente aumento nella richiesta d’acqua di impasto. Di fatto, il fumo di silice – quasi sempre abbinato ad un superfluidificante per compensare la eccessiva richiesta d’acqua – viene per lo più impiegato come additivo in polvere per calcestruzzi speciali impermeabili ed alta resistenza meccanica a compressione (> 60 N/mm2).I TIPI DI CEMENTONella Tabella 2 sono indicate le proporzioni dei costituenti minerali, accanto all’ingrediente principale (clinker) per i vari tipi e sottotipi di cemento. Le percentuali indicate non tengono conto della presenza di gesso o anidrite – regolatore di presa – e quindi si riferiscono al contenuto totale di clinker e di tutti gli altri ingredienti minerali. La suddivisione dei cementi in base alla loro composizione prevede cinque tipi:I: Cemento Portland (un solo tipo) con almeno il 95% di clinker.II: Cementi Portland di miscela (17 sottotipi) dove il clinker è ancora predominante (almeno 79%) e dove gli altri costituenti (escluso il fumo di silice impiegabile solo nell’intervallo 6-10%) possono oscillare entro due intervalli: 6-20% oppure 21-35%; nel primo caso apparirà nella sigla corrispondente la lettera A, mentre se l’intervallo composizionale è maggiore apparirà la lettera B.La sigla di questi cementi è formata da II, seguito dalla lettera A oppure B a seconda della quantità di costituente minerale, ed infine da una lettera che individua lo specifico costituente minerale: (S per loppa, P per pozzolana naturale, L per calcare, ecc. come è mostrato in Tabella 2). Per esempio la sigla II/A-S sta ad indicare un cemento Portland di miscela (II), contenente loppa (S) in una proporzione variabile dal 6 al 20% (A), e prenderà il nome di “cemento Portland alla loppa”. Se, invece, accanto al prevalente clinker di cemento Portland sono presenti più di un costituente minerale (loppa, pozzolana, cenere, ecc.) il legante risultante sarà chiamato “cemento Portland composito” individuato dalla sigla II/A-M oppure II/B-M a seconda del contenuto di clinker.III: Cemento d’altoforno (3 sottotipi), per il quale sono previsti 3 livelli composizionali nel contenuto di loppa che vengono individuati nella sigla del cemento con: A (loppa 36-65%), B (loppa 66-80%), C (loppa 81-95%). Quest’ultimo rappresenta il cemento con il minor contenuto di clinker (che può scendere fino al 5%) e che proprio per questo si caratterizza per il bassissimo calore di idratazione (apprezzato nei getti di massa) oltre che per un’ottima resistenza all’attacco del solfato, dei sali disgelanti e dell’acqua di mare. Ovviamente questo specifico cemento d’altoforno (con sigla III/C) non potrà essere disponibile se non nelle classi di resistenza più basse (32.5, o al massimo 32.5R), per la carenza del clinker necessario all’ottenimento di una iniziale resistenza meccanica.IV: Cemento pozzolanico (2 sottotipi), dove il contenuto di clinker è compreso negli intervalli 65-89% (A) oppure 45-64% (B) e come costituente minerale è presente una miscela di microsilice, cenere silicica e pozzolana naturale o industriale. Il cemento pozzolanico (IV) propriamente detto – come del resto il cemento d’altoforno (III) – si distingue rispettivamente dal cemento Portland alla pozzolana (II) e dal cemento Portland alla loppa II per il minor contenuto di clinker. Quindi, anche per il cemento pozzolanico, soprattutto quello B con maggior contenuto di pozzolana (36-55%), sarà difficile prevedere la disponibilità nelle classi di resistenza più elevate (42.5R, 52.5, 52.5R).V: Cemento composito (2 sottotipi), con un contenuto di clinker ridotto (40-64% oppure 20-39%) e con una miscela di loppa, pozzolana e cenere silicica come costituenti minerali. Non va confuso con il cemento Portland composito (II/M) più ricco in clinker e più povero in costituenti minerali.Tabella 2 – Cementi Europei: tipi e composizione.. Percentuali in massa.