
Ettringite: Dott. Jekyll e Mr. Hyde
L’ Ettringite gioca più ruoli nel determinare il comportamento del calcestruzzo. A seconda delle circostanze e delle condizioni la sua formazione può essere benefica o negativa. Un po’ come quel famoso personaggio dalla doppia personalità: quella benevola di Mr. Hyde, e quella criminale di Dr. Jekyill. Da un punto di vista chimico l’ettringite è un trisolfo-alluminato di calcio idrato: 3CaO•Al2O3•3CaSO4•32H2O. Tuttavia il suo comportamento ed i suoi effetti sulle prestazioni del calcestruzzo sono poco correlabili con la sua composizione chimica, quanto piuttosto con le modalità ed i tempi di formazione.
IL RUOLO POSITIVO: L’ETTRINGITE PRIMARIA
La formazione di ettringite svolge sicuramente un ruolo positivo nella regolazione della presa del cemento portland. Quest’ultimo è sostanzialmente costituito da due componenti: il clinker, che deriva dalla cottura delle materie prime e che contiene una miscela di silicati e alluminati (C3S, C2S, C3A e C4AF), ed il gesso (CaSO4•2H2O) che viene aggiunto, in misura di circa il 5%, nel mulino di macinazione del cemento. In assenza di gesso, il clinker (ed in particolare un suo componente molto reattivo: il C3A) provocherebbe una presa così rapida (subito dopo la miscelazione con acqua) da rendere impraticabile il trasporto del calcestruzzo. La presa rapida è associata alla trasformazione del C3A in lamine esagonali di alluminati di calcio idrati C-A-H (Fig. 1).La funzione del gesso è quella di reagire proprio con il C3A in presenza di acqua provocando il deposito di ettringite (in forma di una pellicola che avvolge la superficie del C3A) ed arrestando momentaneamente, o comunque ritardando fortemente, l’ulteriore idratazione del C3A e la formazione di C-A-H. Il risultato di questo processo, altamente positivo, è quello di far avvenire la presa del cemento in un tempo più lungo (almeno un’ora) e di consentire le operazioni di miscelazione, di trasporto, e di getto del calcestruzzo in tutta tranquillità. Per comodità definiremo primaria questa ettringite che si forma nella fase della presa del cemento. La formazione della pellicola di ettringite – che in realtà è assimilabile ad un feltro di minutissimi cristalli aghiformi – è però accompagnata da un aumento di volume, derivante dal fatto che l’ettringite è più voluminosa rispetto ai prodotti (C3A, acqua e gesso) che la generano.Se la formazione di ettringite è limitata e si esaurisce in breve tempo, cioè se si manifesta all’interno di un sistema deformabile (come è il calcestruzzo soprattutto nella fase plastica nelle prime ore di vita), allora l’incremento di volume, oltre ad essere modesto, non provoca sostanzialmente tensioni all’interno del materiale. Se, invece, la formazione di ettringite fosse abbondante e si protraesse per molto tempo (quando ormai il calcestruzzo è diventato molto rigido), allora l’aumento di volume potrebbe provocare pericolose tensioni con conseguenti fessurazioni dei manufatti cementizi.Questo diverso comportamento (assenza o meno di fessurazioni) è in qualche modo assimilabile a quello di un contenitore, pieno d’acqua, posto in un congelatore: la formazione di ghiaccio, anch’essa accompagnata da aumento di volume, provoca la fessurazione di un contenitore rigido in vetro, ma non di un contenitore deformabile in gomma. In pratica, per assicurare che la formazione di ettringite non provochi tensioni pericolose all’interno di un calcestruzzo rigido, occorre limitare il quantitativo di gesso aggiunto in macinazione allo stretto indispensabile, per la regolazione della presa, in modo tale che la formazione stessa di ettringite si esaurisca nel minor tempo possibile (al massimo entro un giorno) e sia comunque in quantità limitata.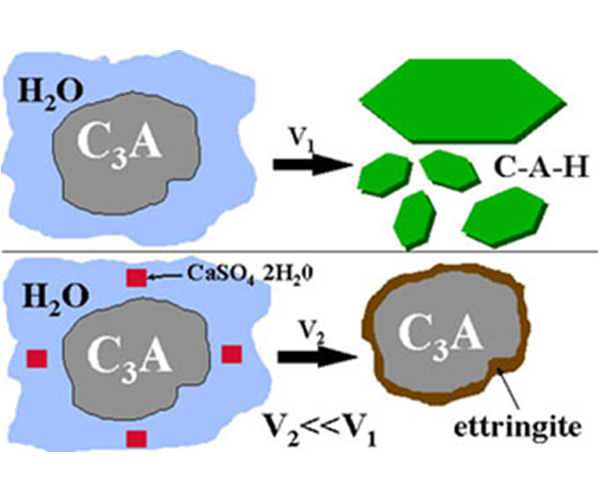 Fig.1 – Meccanismo di azione del gesso nel regolare la formazione di ettringite primaria.
Fig.1 – Meccanismo di azione del gesso nel regolare la formazione di ettringite primaria.
IL RUOLO NEGATIVO: L’ETTRINGITE SECONDARIA
Ciò comporta, però, che buona parte del C3A rimanga – per difetto di gesso – al di sotto della pellicola di ettringite. Questo C3A residuo completerà successivamente, quando ormai il calcestruzzo è stato messo in opera, la sua conversione in C-A-H per lenta diffusione dell’acqua attraverso la pellicola superficiale di ettringite. Il quadro ora descritto (che riguarda il controllo della presa del cemento e quindi la possibilità pratica di gettare il calcestruzzo entro tempi ragionevolmente lunghi) lascia, tuttavia, aperta una possibilità di rischio.Tabella 1 – Sequenza degli eventi per la formazione di ettringite secondaria.
| a) Ingresso dall’ambiente nel calcestruzzo di ioni solfatici (SO4-2); | ||||
| b) Reazione dello ione SO4= con la calce presente nel calcestruzzo e formazione di gesso: | ||||
| SO4-2 | + Ca(OH)2 | acqua======> | CaSO4·2H2O + 2OH | [1] |
| (Calce) | (gesso) | |||
| c) Reazione del gesso di neo-formazione con gli alluminati idrati del cemento (C-A-H) e produzione di ettringite secondaria: | ||||
| Ca SO4·2H2O + C-A-H | acqua======> | 3CaO·Al2O3·3CaOSO4· 32H2O | [2] | |
Il rischio consiste nel fatto che la formazione di nuova ettringite, che definiremo secondaria, possa essere ri-alimentata a seguito di ulteriore gesso formato in situ per ingresso di solfati provenienti dall’ambiente. E’ questo tipo di ettringite (cioè quello formato a tempi lunghi per interazione del materiale con l’ambiente, ed in particolare tra il C-A-H del calcestruzzo in servizio con il solfato ambientale) che può provocare danni severi sotto forma di fessurazioni, delaminazioni e distacchi del calcestruzzo (Fig. 2). Questo tipo di degrado è noto con il nome di attacco solfatico ed è associato principalmente (ma non solo) con la formazione di ettringite secondaria. Fig. 2 – Degrado di un canale per attacco solfatico delle acque e formazione di ettringite secondaria.Semplificando, l’attacco solfatico – che porta alla formazione di ettringite secondaria – può essere schematizzato con la successione di tre eventi (a, b, c) come è mostrato in Tabella 1.Come si può vedere, la formazione di ettringite secondaria all’interno del calcestruzzo in servizio, quando è esposto in un ambiente solfatico, richiede la sequenza di tre eventi (a, b, c). Da un punto di vista pratico, per impedire o almeno attenuare il degrado del calcestruzzo per effetto dell’attacco solfatico, è necessario bloccare almeno uno, possibilmente due, e preferibilmente tutti e tre gli eventi che portano alla formazione di ettringite secondaria.a) Impedire l’ingresso del solfatoIl modo più efficace per prevenire l’attacco solfatico consiste nel bloccare l’evento a, cioè nell’impedire che il solfato ambientale entri nel calcestruzzo.E’ evidente, infatti, che se il solfato non penetra nel calcestruzzo non possono verificarsi né il secondo evento (formazione di gesso), né tanto meno il terzo (formazione di ettringite). Ci sono due metodi (A e B), in pratica, per predisporre una barriera all’ingresso del solfato – come in qualsiasi altro agente aggressivo ambientale – all’interno del calcestruzzo.A) Il primo metodo consiste nel confezionare un calcestruzzo poco poroso, o comunque caratterizzato da un sistema poroso discontinuo, che impedisca – attraverso la segmentazione dei pori – l’accesso del solfato verso l’interno del materiale: in pratica, per ridurre la porosità ed impedire l’ingresso del solfato, si ricorre all’adozione di bassi rapporti acqua/cemento (a/c) che predispongano, dopo un’accurata stagionatura umida, la formazione di una pasta cementizia impermeabile all’acqua e quindi di fatto impenetrabile dai solfati. In pratica, il vincolo nel non superare un certo rapporto a/c, e creare quindi una efficace barriera all’ingresso dei solfati, dipende dalle entità della forza motrice che sospinge i solfati dall’ambiente dentro il calcestruzzo. Questa forza motrice è tanto più intensa, quanto maggiore è la concentrazione del solfato nell’ambiente. Pertanto, la barriera all’ingresso del solfato deve essere tanto più efficace (cioè il rapporto a/c deve essere tanto più basso), quanto maggiore è la concentrazione del solfato nell’ambiente che circonda il calcestruzzo. Questo principio, che riguarda non solo l’attacco del solfato ma anche quello di altri agenti aggressivi, è alla base di tutte le moderne normative (inclusa quella nazionale UNI 9850 ed europea EN 206). In linea di massima si può dire che il rapporto a/c del calcestruzzo non deve superare il valore di 0.55 quando l’ambiente (acqua o terreno) nel quale si trova il manufatto contiene più di 250 mg di solfato per 1 kg di acqua o di terreno, e deve scendere a valori ancora più bassi (< 0.45) se il contenuto di solfato è maggiore (si consulti per maggiori dettagli l’articolo “Durabilità del calcestruzzo armato” disponibile sul sito www.encosrl.it ? l’ABC del calcestruzzo).B) Il secondo metodo di prevenzione all’ingresso del solfato consiste nel proteggere superficialmente la superficie del manufatto con un rivestimento impermeabile che impedisca l’accesso di acqua nel calcestruzzo (il solfato, anche se presente in un terreno, è comunque sempre veicolato da un mezzo acquoso): questo tipo di prevenzione, che peraltro non sempre può essere realizzato (per esempio nei getti contro terra), presenta l’inconveniente che il rivestimento protettivo può distaccarsi nel tempo a seguito delle escursioni termiche ambientali. Tuttavia, questo provvedimento si rende indispensabile – ove sia attuabile – quando l’attacco solfatico sia già iniziato per carente qualità (eccessiva porosità) del calcestruzzo ormai gettato, o laddove (come prevedono le menzionate norme nazionali ed europee) la elevatissima concentrazione del solfato nell’ambiente (> 6000 mg/kg) richieda un trattamento di impermeabilizzazione superficiale del manufatto in aggiunta all’altro provvedimento che riguarda il rapporto a/c.b) Impedire la formazione di gessoIn aggiunta – e non in alternativa – al metodo a) per impedire l’ingresso del solfato, si può tentare di ridurre la quantità di calce nel calcestruzzo. Conseguentemente diminuisce la quantità di gesso che si forma secondo il processo [1]. Questo accorgimento – comunque raccomandabile, ancorché non cogente in base alla normativa – consiste nell’impiegare cementi d’altoforno (CEM III), pozzolanici (CEM IV) o compositi (CEM V). Questi cementi – grazie alla presenza di pozzolana e/o loppa – riducono significativamente la quantità di calce libera nel calcestruzzo (si consulti l’articolo “Cemento: il cuore del calcestruzzo” disponibile sul sito www.encosrl.it ? l’ABC del calcestruzzo). La diminuzione di calce, e quindi di gesso formato in situ, comporta ovviamente un minor rischio di formazione di ettringite alimentata dal gesso secondo il processo [2] in Tabella 1.Val la pena di precisare che la semplice adozione dei cementi sopra menzionati, non è in grado di assicurare la durabilità del manufatto in assenza di un ridotto rapporto a/c.c) Impedire la formazione di ettringitePer la produzione di ettringite è indispensabile che accanto al gesso – formatosi a seguito del processo [1] – sia presente la fase C-A-H. La riduzione, o la completa eliminazione del C-A-H, impedirebbe teoricamente la produzione di ettringite ancorchè il solfato sia penetrato nel calcestruzzo (evento a) ed abbia reagito con la calce (evento b). Per questo motivo, in passato, si è ritenuto di poter prevenire il degrado da attacco solfatico semplicemente impiegando un cemento povero o privo ci C3A (cemento ferrico) e quindi capace di produrre una quantità rispettivamente minima o nulla di C-A-H. In realtà, anche in assenza di C3A rimangono comunque nel cemento dei componenti vulnerabili – sia pure, rispetto al C3A, in misura minore – al solfato e al gesso. Infatti, anche i prodotti di idratazione del C4AF (un altro alluminato presente nel clinker) sono suscettibili di trasformazione in ettringite, mentre i prodotti di idratazione dei silicati (C-S-H) possono generare, in presenza di gesso, la formazione di thaumasite, un prodotto ancor più devastante dell’ettringite. Pertanto, l’impiego di un cemento a basso tenore di C3A – spesso considerato un cemento di per sé resistente ai solfati – è una opzione raccomandabile (UNI 9858 ed EN 206) in aggiunta agli altri più importanti accorgimenti – in particolare quello di adottare un basso rapporto a/c – per la prevenzione dell’attacco aggressivo soprattutto quando la concentrazione del solfato nell’ambiente supera una certa soglia critica (500 mg/kg per le acque e 3000 mg/kg per i terreni).
Fig. 2 – Degrado di un canale per attacco solfatico delle acque e formazione di ettringite secondaria.Semplificando, l’attacco solfatico – che porta alla formazione di ettringite secondaria – può essere schematizzato con la successione di tre eventi (a, b, c) come è mostrato in Tabella 1.Come si può vedere, la formazione di ettringite secondaria all’interno del calcestruzzo in servizio, quando è esposto in un ambiente solfatico, richiede la sequenza di tre eventi (a, b, c). Da un punto di vista pratico, per impedire o almeno attenuare il degrado del calcestruzzo per effetto dell’attacco solfatico, è necessario bloccare almeno uno, possibilmente due, e preferibilmente tutti e tre gli eventi che portano alla formazione di ettringite secondaria.a) Impedire l’ingresso del solfatoIl modo più efficace per prevenire l’attacco solfatico consiste nel bloccare l’evento a, cioè nell’impedire che il solfato ambientale entri nel calcestruzzo.E’ evidente, infatti, che se il solfato non penetra nel calcestruzzo non possono verificarsi né il secondo evento (formazione di gesso), né tanto meno il terzo (formazione di ettringite). Ci sono due metodi (A e B), in pratica, per predisporre una barriera all’ingresso del solfato – come in qualsiasi altro agente aggressivo ambientale – all’interno del calcestruzzo.A) Il primo metodo consiste nel confezionare un calcestruzzo poco poroso, o comunque caratterizzato da un sistema poroso discontinuo, che impedisca – attraverso la segmentazione dei pori – l’accesso del solfato verso l’interno del materiale: in pratica, per ridurre la porosità ed impedire l’ingresso del solfato, si ricorre all’adozione di bassi rapporti acqua/cemento (a/c) che predispongano, dopo un’accurata stagionatura umida, la formazione di una pasta cementizia impermeabile all’acqua e quindi di fatto impenetrabile dai solfati. In pratica, il vincolo nel non superare un certo rapporto a/c, e creare quindi una efficace barriera all’ingresso dei solfati, dipende dalle entità della forza motrice che sospinge i solfati dall’ambiente dentro il calcestruzzo. Questa forza motrice è tanto più intensa, quanto maggiore è la concentrazione del solfato nell’ambiente. Pertanto, la barriera all’ingresso del solfato deve essere tanto più efficace (cioè il rapporto a/c deve essere tanto più basso), quanto maggiore è la concentrazione del solfato nell’ambiente che circonda il calcestruzzo. Questo principio, che riguarda non solo l’attacco del solfato ma anche quello di altri agenti aggressivi, è alla base di tutte le moderne normative (inclusa quella nazionale UNI 9850 ed europea EN 206). In linea di massima si può dire che il rapporto a/c del calcestruzzo non deve superare il valore di 0.55 quando l’ambiente (acqua o terreno) nel quale si trova il manufatto contiene più di 250 mg di solfato per 1 kg di acqua o di terreno, e deve scendere a valori ancora più bassi (< 0.45) se il contenuto di solfato è maggiore (si consulti per maggiori dettagli l’articolo “Durabilità del calcestruzzo armato” disponibile sul sito www.encosrl.it ? l’ABC del calcestruzzo).B) Il secondo metodo di prevenzione all’ingresso del solfato consiste nel proteggere superficialmente la superficie del manufatto con un rivestimento impermeabile che impedisca l’accesso di acqua nel calcestruzzo (il solfato, anche se presente in un terreno, è comunque sempre veicolato da un mezzo acquoso): questo tipo di prevenzione, che peraltro non sempre può essere realizzato (per esempio nei getti contro terra), presenta l’inconveniente che il rivestimento protettivo può distaccarsi nel tempo a seguito delle escursioni termiche ambientali. Tuttavia, questo provvedimento si rende indispensabile – ove sia attuabile – quando l’attacco solfatico sia già iniziato per carente qualità (eccessiva porosità) del calcestruzzo ormai gettato, o laddove (come prevedono le menzionate norme nazionali ed europee) la elevatissima concentrazione del solfato nell’ambiente (> 6000 mg/kg) richieda un trattamento di impermeabilizzazione superficiale del manufatto in aggiunta all’altro provvedimento che riguarda il rapporto a/c.b) Impedire la formazione di gessoIn aggiunta – e non in alternativa – al metodo a) per impedire l’ingresso del solfato, si può tentare di ridurre la quantità di calce nel calcestruzzo. Conseguentemente diminuisce la quantità di gesso che si forma secondo il processo [1]. Questo accorgimento – comunque raccomandabile, ancorché non cogente in base alla normativa – consiste nell’impiegare cementi d’altoforno (CEM III), pozzolanici (CEM IV) o compositi (CEM V). Questi cementi – grazie alla presenza di pozzolana e/o loppa – riducono significativamente la quantità di calce libera nel calcestruzzo (si consulti l’articolo “Cemento: il cuore del calcestruzzo” disponibile sul sito www.encosrl.it ? l’ABC del calcestruzzo). La diminuzione di calce, e quindi di gesso formato in situ, comporta ovviamente un minor rischio di formazione di ettringite alimentata dal gesso secondo il processo [2] in Tabella 1.Val la pena di precisare che la semplice adozione dei cementi sopra menzionati, non è in grado di assicurare la durabilità del manufatto in assenza di un ridotto rapporto a/c.c) Impedire la formazione di ettringitePer la produzione di ettringite è indispensabile che accanto al gesso – formatosi a seguito del processo [1] – sia presente la fase C-A-H. La riduzione, o la completa eliminazione del C-A-H, impedirebbe teoricamente la produzione di ettringite ancorchè il solfato sia penetrato nel calcestruzzo (evento a) ed abbia reagito con la calce (evento b). Per questo motivo, in passato, si è ritenuto di poter prevenire il degrado da attacco solfatico semplicemente impiegando un cemento povero o privo ci C3A (cemento ferrico) e quindi capace di produrre una quantità rispettivamente minima o nulla di C-A-H. In realtà, anche in assenza di C3A rimangono comunque nel cemento dei componenti vulnerabili – sia pure, rispetto al C3A, in misura minore – al solfato e al gesso. Infatti, anche i prodotti di idratazione del C4AF (un altro alluminato presente nel clinker) sono suscettibili di trasformazione in ettringite, mentre i prodotti di idratazione dei silicati (C-S-H) possono generare, in presenza di gesso, la formazione di thaumasite, un prodotto ancor più devastante dell’ettringite. Pertanto, l’impiego di un cemento a basso tenore di C3A – spesso considerato un cemento di per sé resistente ai solfati – è una opzione raccomandabile (UNI 9858 ed EN 206) in aggiunta agli altri più importanti accorgimenti – in particolare quello di adottare un basso rapporto a/c – per la prevenzione dell’attacco aggressivo soprattutto quando la concentrazione del solfato nell’ambiente supera una certa soglia critica (500 mg/kg per le acque e 3000 mg/kg per i terreni).
IL DEGRADO DA DEF
Il degrado usuale legato alla formazione di ettringite secondaria è sostanzialmente incentrato sulla interazione di un calcestruzzo (generalmente poroso) e l’ambiente (acqua o terreni) che contiene solfati. A partire dagli anni ‘80 è stato evidenziato – soprattutto nelle traversine ferroviarie in c.a.p. – un singolare tipo di attacco solfatico che si manifesta, in forma di fessurazione, in manufatti situati in ambienti esenti da solfato. Questo tipo di degrado – noto come DEF (Delayed Ettringite Formation) – è in sostanza provocato dalla ritardata formazione di ettringite secondaria generata all’interno del calcestruzzo senza alcun apporto di solfati dall’esterno. Per spiegare questo singolare e straordinario tipo di degrado sono state avanzate più ipotesi le più importanti delle quali sono:l’ettringite primaria (non pericolosa), che si forma al momento della presa, si decompone termicamente se il manufatto è sottoposto a maturazione accelerata ad alta temperatura; per successiva esposizione all’acqua si riforma l’ettringite (secondaria) generando tensioni pericolose in quanto l’espansione, che accompagna la formazione di questa ettringite, si manifesta in un sistema che nel frattempo è diventato molto più rigido;
(ii) il degrado da DEF non sarebbe direttamente imputabile alla formazione di ettringite; il quadro fessurativo sarebbe in realtà provocato da altri fenomeni (reazione alcali-silice, rottura a fatica per sollecitazioni dinamiche in servizio, ecc), mentre gli ioni SO4 -2, Ca +2, Al +3, derivanti dall’ettringite primaria, provocherebbero il deposito di ettringite secondaria in una forma “benigna”: in sostanza il deposito di ettringite secondaria all’interno delle microfessure – provocate da altri eventi precursori – sarebbe l’effetto e non la causa del degrado stesso;
(iii) accanto all’ettringite primaria – che si forma immediatamente per reazione tra C3A, gesso ed acqua – si può formare, a tempi più lunghi, un’ettringite secondaria (o ritardata) anche in un ambiente privo di solfati purché nel clinker sia presente un’eccessiva quantità di solfato proveniente dalle impurità di zolfo presente nei combustibili. Il solfato presente nel clinker – a differenza di quello contenuto nel gesso aggiunto in macinazione per regolare la presa – è lento nel diffondere dal clinker verso la fase acquosa che riempie i pori e le microfessure presenti nel calcestruzzo, e pertanto alimenta la formazione di ettringite quando il calcestruzzo è ormai indurito e rigido e provocando, quindi, microfessurazioni e distacchi.
In favore della terza ipotesi ci sono tre considerazioni:
- il degrado da DEF coinvolge prevalentemente manufatti prefabbricati maturati a vapore, ma anche strutture gettate in opera e maturate a temperatura ambiente per le quali non è possibile invocare il meccanismo della decomposizione termica dell’ettringite primaria (ipotesi i);
- il degrado da DEF è stato registrato anche in strutture in calcestruzzo con aggregati calcarei (privi quindi di silice alcali – reattiva) e non sollecitate a fatica (ipotesi ii), come per esempio le traversine ferroviarie stoccate in piazzale in attesa di entrare in servizio;
- il degrado da DEF, praticamente assente fino agli anni ‘70, ha cominciato a manifestarsi negli anni ‘80 mentre la maturazione a vapore è stata sempre impiegata ben prima degli anni ‘70; per contro, a partire dagli anni ‘80 sono stati registrati aumenti di impurità solfatiche nel clinker probabilmente correlabili con l’impiego nel forno di cottura di combustibili più economici ma più ricchi in zolfo.
D’altra parte, se è vero che a partire dagli anni ‘80 è andato aumentando il contenuto di solfato nel clinker, è pur vero che le strutture danneggiate da DEF rappresentano una ridottissima minoranza rispetto alla stragrande maggioranza di strutture integre. Pertanto, debbono esistere altre concause – accanto al maggior tenore di solfato nel clinker – nel determinare il degrado da DEF, la più importante delle quali è l’insorgere di microfessure provocate talvolta dallo stesso processo produttivo. Per esempio, nel caso delle traversine ferroviarie in c.a.p., il livello di sollecitazione provocato dalla precompressione stessa provoca la formazione di microfessure – non rilevabili a occhio nudo, ma evidenziabili con l’ausilio di un microscopio ottico da campo – all’interno delle quali avviene il deposito di ettringite ritardata con conseguente allargamento delle iniziali microfessure e formazione di macrofessure molto pericolose.Secondo un modello olistico – cioè che tenga conto di tutte le varie concause che determinano il degrado da DEF – il fenomeno è imputabile alla coesistenza di tre elementi:
- presenza di eccessivo solfato nel clinker (SO3 > 1%);
- formazione di microfessure determinate da escursioni igrotermiche, carichi dinamici in servizio, eccessive sollecitazioni in fase di precompressione, ecc..
- esposizione all’umidità, sia pure in modo discontinuo, delle strutture microfessurate.
E’ sufficiente prevenire almeno uno di questi elementi per eliminare il rischio di degrado da DEF.Se ciò non avviene, gli ioni SO4-2 provenienti dal clinker diffondono lentamente, insieme agli ioni Ca+2 ed Al+3, attraverso i pori del calcestruzzo saturi di acqua (in ambienti umidi) e depositano l’ettringite secondaria all’interno delle microfessure pre-esistenti (anch’esse sature di acqua) provocandone l’ulteriore allargamento ed innescando il degrado delle strutture.

Fessurazione del calcestruzzo: ingresso degli agenti aggressivi
LA FESSURAZIONE INSIDIA LA DURABILITÀ
Una struttura in calcestruzzo fessurata molto spesso non è più in grado di garantire il servizio al quale era stata destinata: per esempio, una trave in calcestruzzo normale, una volta che si è fessurata, non è più in grado di sopportare le sollecitazioni flessionali in servizio. Proprio per questo, da molto tempo, il calcestruzzo normale è stato rinforzato con i ferri di armatura che sopperiscono alle intrinseche deficienze strutturali del conglomerato, ed in particolare alla tendenza di questo materiale a fessurarsi sotto l’azione di sollecitazioni di trazione e flessione neppure rilevanti. Se le armature metalliche hanno risolto brillantemente i problemi strutturali del calcestruzzo quando è sottoposto ai carichi statici e dinamici in servizio, esse non hanno però risolto l’altro problema connesso con la fessurazione: la durabilità della struttura.Val la pena di ricordare che le armature metalliche, sapientemente disposte dal progettista, possono eliminare la frattura ed il conseguente collasso della struttura. Esse possono, inoltre, ridurre l’ampiezza di un’unica macrofessura, che si verificherebbe in un calcestruzzo non armato, in tante microfessure di ampiezza minore. Rimane il fatto, però, che il calcestruzzo, ancorché armato, è suscettibile di fessurarsi, magari in forma di micro anziché di macro-fessure (Fig. 1). Ed è questo il problema, ancora irrisolto, che rimane da affrontare in relazione alla durabilità.La durabilità – cioè la capacità di durare nel tempo, ma non all’infinito, alle aggressioni ambientali – viene oggi convenzionalmente assicurata per non più di 50 anni, purché si adotti un copriferro sufficientemente spesso ed un rapporto acqua/cemento (a/c) sufficientemente basso per impedire agli agenti aggressivi dell’ambiente di entrare all’interno del calcestruzzo, e purché siano rispettate alcune regole fondamentali – spesso, però disattese nella pratica – di assicurare un minimo di stagionatura umida soprattutto dopo una precoce scasseratura (si veda l’articolo “Durabilità del calcestruzzo armato” disponibile sul sito www.encosrl.it è l’ABC del calcestruzzo). Tuttavia, soprattutto in strutture con grande estensione superficiale rispetto alla massa, come si verifica per i pavimenti o le volte sottili, un calcestruzzo non è durabile – anche se confezionato con basso rapporto a/c – se presenta fessure o anche solo microfessure (cioè non visibili a occhio nudo ma rilevabili con microscopio ottico : < 100 mm). Infatti, l’obiettivo di ridurre la macroporosità della matrice cementizia e quindi l’accesso degli agenti aggressivi mediante la riduzione del rapporto a/c, può essere completamente vanificato dalla presenza di fessure o microfessure attraverso le quali gli agenti aggressivi possono penetrare nonostante una densa e compatta matrice cementizia. L’aspetto più preoccupante nell’aggressione ambientale, perpetrata attraverso i cammini preferenziali rappresentati dalle fessure e microfessure, riguarda proprio i ferri di armatura particolarmente esposti al rischio di prematura corrosione per l’ingresso di aria umida, e quindi di un gas che permea facilmente le fessure ma anche le invisibili microfessure. Nel giro di qualche anno l’incipiente corrosione dei ferri prima farà apparire le macchie di ruggine in corrispondenza delle microfessure, successivamente tramuterà le micro in macrofessure ed infine provocherà il distacco del copriferro a causa dell’aumento di volume delle armature per effetto della corrosione promossa dalla carbonatazione. Insomma, il confezionamento di un calcestruzzo di qualità, con un basso rapporto a/c in conformità alle normative, è condizione necessaria, ma non sufficiente per garantire la durabilità di una struttura, soprattutto se l’aspettativa di durabilità va ben oltre i 50 anni previsti dalla normativa europea . Se questa aspettativa si protrae per qualche secolo, come pure sarebbe lecito attendersi per opere di alto valore architettonico e di grande interesse sociale, è assolutamente indispensabile controllare, se non eliminare, il quadro fessurativo e micro-fessurativo del calcestruzzo. Fig. 1 – Fessurazione provocata da escursioni termo-igrometriche
Fig. 1 – Fessurazione provocata da escursioni termo-igrometriche
FESSURAZIONE E RIGIDITÀ
Quali sono le principali cause che determinano nel calcestruzzo un’elevata tendenza alla fessurazione anche in assenza di carichi statici e dinamici in servizio? Sono fondamentalmente due: una scarsa resistenza (Rt) alle sollecitazioni di trazione (st ); un elevato modulo elastico (E) cioè una scarsa deformabilità soprattutto al momento della rottura sostanzialmente fragile.Se una struttura è sollecitata con una tensione (st ) che supera la resistenza (Rt), il calcestruzzo, come ogni altro materiale, si fessura. Ovviamente occorrerà evitare che si verifichi questa diseguaglianza:
st > Rt
Noto il valore di Rt (di solito molto basso: 1-7 N/mm2) si deve fare in modo che le sollecitazioni statiche o dinamiche in servizio non inducano sforzi maggiori di Rt , pena la fessurazione del calcestruzzo. Con più difficoltà, invece, si potrà evitare le insidie che si nascondono nelle deformazioni di origine igrometrica o termica che, se impedite o comunque ostacolate, di fatto si tramutano in tensioni. Si consideri, per esempio, una lastra di calcestruzzo appoggiata su terreno. Si supponga che – per effetto dell’ambiente insaturo di umidità, e del conseguente asciugamento del calcestruzzo – la lastra subisca un ritiro igrometrico ei. Se non esistesse alcun vincolo alla contrazione, se per esempio non ci fosse alcun attrito tra calcestruzzo e terreno, la lastra si accorcerebbe di ei senza alcuna conseguenza negativa. Se, all’opposto, la lastra è del tutto impedita nell’accorciamento, essa è costretta a rimanere nella sua posizione originale sotto l’azione di una tensione di trazione st, calcolabile in prima approssimazione, con la legge di Hooke:
st = E ei [1]
In sostanza, per una data contrazione da ritiro igrometrico (ei ), la tensione di trazione (st), indotta proprio dall’impedimento alla contrazione, diventa tanto maggiore, quanto più alto è il modulo elastico (E) del calcestruzzo.

Fig. 2 – A parità di sviluppo della resistenza meccanica a trazione (Rt), ed a parità di ritiro (ei), la fessurazione avviene sono nel calcestruzzo B dotato di maggior modulo elastico EB, non appena la tensione (st) indotta dal ritiro impedito, supera la resistenza a trazione (Rt)
Due calcestruzzi (A e B), dotati di moduli elastici diversi (EA < EB), ma con stessa resistenza a trazione Rt, (Fig. 2), potrebbero comportarsi – dal punto di vista fessurativo – in modo completamente diverso nei confronti delle tensioni indotte dallo stesso ritiro igrometrico (ei ). Infatti, per il calcestruzzo A, meno rigido, la stA indotta potrebbe risultare inferiore alla resistenza Rt, mentre per il calcestruzzo B più rigido (EB > EA ) la stB indotta potrebbe superare Rt e provocare, quindi la fessurazione del materiale:
stB = EB· ei > Rt > stA = EA · ei [2]
In generale i valori di E, di ei e di st che si riscontrano normalmente nei calcestruzzi dovrebbero portare ad una situazione come quella indicata in Fig. 1 per il calcestruzzo B. In altre parole ci si dovrebbe aspettare una fessurazione indotta da ritiro in quasi tutte le strutture. Poiché, però, fortunatamente ciò non accade, vuol dire che la tensione indotta dal ritiro, calcolata secondo l’equazione [2] è in realtà attenuata da un concomitante fenomeno che riduce di fatto la contrazione da ritiro ei . Questo fenomeno è individuabile nella deformazione viscosa o creep (ec) generata dall’insorgere della stessa tensione di trazione st consistente in un allungamento (ec) e quindi di segno opposto al ritiro. Insomma, se la contrazione ei genera una tensione st, quest’ultima a sua volta produce un rilassamento del materiale attraverso un allungamento viscoso ec di segno opposto ad un allungamento ei . E’ come se l’equazione [2] diventasse:
st = E(ei – ec) [3]
La Fig. 3 riassume i concetti sopra esposti mostrando comparativamente il comportamento del calcestruzzo B: nella ipotesi che ci sia l’allentamento della tensione a causa del creep la fessura non si manifesta. In sostanza, per non avere fessure occorrerebbe un calcestruzzo con alta resistenza, basso ritiro e soprattutto con basso modulo elastico (su una elevata deformazione viscosa, ec, che pure ridurrebbe la tensione di trazione st, è meglio non contare per evitare altri problemi: per esempio rilassamento dello stato di coazione nel calcestruzzo precompresso). Insomma è il sogno di tutti i ricercatori, i tecnologi e i progettisti: inventare, sviluppare ed impiegare un calcestruzzo resistente, ma poco rigido, cioè con modulo elastico così basso da poter praticamente annullare le tensioni di trazione che insorgono per effetto del ritiro igrometrico e della contrazione termica; e più in generale per cancellare le differenze nello stato tensionale che insorgono per effetto delle diverse variazioni dimensionali generate da gradienti igrometrici o termici.Si pensi, per esempio, alla situazione di una struttura esposta alle escursioni termiche ed igrometriche ambientali: queste escursioni, di carattere giornaliero e stagionale, provocheranno una lenta ma progressiva microfessurazione sull’epidermide del calcestruzzo proprio per la sua rigidità e per effetto delle differenze di temperatura e di umidità rispetto agli strati più interni e quindi più protetti dalle escursioni termo-igrometriche. Questo meccanismo, che è alla base della microfessurazione iniziale, è il precursore del degrado a lungo termine, soprattutto nelle armature metalliche protette da un copriferro di inadeguato spessore.
UNA PELLE ELASTICA SUL CALCESTRUZZO RIGIDOPer ritornare al sogno di un calcestruzzo poco rigido, che annullerebbe in un sol colpo gran parte dei problemi della fessurazione e della durabilità a lungo termine, esso è stato in parte risolto impiegando come ingrediente aggiuntivo – oltre a quelli tradizionali (cemento, inerti) – un polimero elastomerico: una sorta di gomma sintetica, dispersa in forma di particelle finemente suddivise in un mezzo acquoso (lattice) da impiegare al posto della normale acqua di impasto. Grazie a questa aggiunta, il modulo elastico del sistema polimero-cemento diventa minore di 1000 N/mm2, contro un valore tipicamente compreso tra 20000 e 40000 N/mm2 per i più rigidi sistemi cementizi tradizionali. Esistono, però, due limiti a questa strategia: il costo elevato del componente elastomerico rispetto agli altri ingredienti tradizionali che ne rende proibitivo l’impiego massiccio nel calcestruzzo; la diminuzione di resistenza meccanica a compressione che accompagna la diminuzione del modulo elastico. Per questo motivo il sistema polimero-cemento è finora impiegato in forma di malta da applicare come rivestimento sottile (circa 2 mm), duttile, flessibile, e capace di impermeabilizzare, come una guaina elastica su misura, il substrato rigido in calcestruzzo. Una delle proprietà maggiormente studiate ed apprezzate per questi rivestimenti elastici è la cosiddetta crack-bridging-ability, cioè la capacità di formare un “ponte” elastico ed integro sulle inevitabili fessure della sottostante struttura in calcestruzzo rigido (Fig. 4). In sostanza, una pelle elastica può sopperire alla rigidità del substrato in calcestruzzo ed alla sua suscettibilità alla microfessurazione causata da carichi statici o dinamici in servizio, oppure indotta dalle variazioni termo-igrometriche dell’ambiente. Un sottile (2 mm) rivestimento flessibile con le caratteristiche elastiche sopra descritte, dovrebbe sempre completare la finitura superficiale di una nuova costruzione in calcestruzzo armato la cui attesa di vita in servizio supera i 50 anni.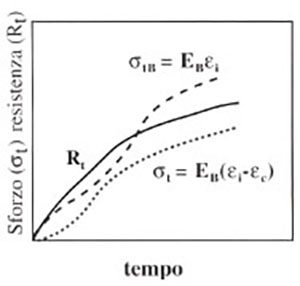 Fig.3 – Effetto del creep (ec) sull’allentamento della tensione st indotta dal ritiro (ei): la curva della tensione (stB) supera quella della resistenza (Rt) in assenza di creep; la tensione (st), in presenza di creep, si attenua e non si verifica la fessurazione o si verifica a tempi più lunghi.
Fig.3 – Effetto del creep (ec) sull’allentamento della tensione st indotta dal ritiro (ei): la curva della tensione (stB) supera quella della resistenza (Rt) in assenza di creep; la tensione (st), in presenza di creep, si attenua e non si verifica la fessurazione o si verifica a tempi più lunghi.  Fig. 4-Trave armata sollecitata a flessione: le fessure del substrato in calcestruzzo sono coperte dal rivestimento flessibile in superficie.
Fig. 4-Trave armata sollecitata a flessione: le fessure del substrato in calcestruzzo sono coperte dal rivestimento flessibile in superficie.
COME DISTRIBUIRE LE FESSURE CON I GIUNTI DI CONTRAZIONE
La formazione di fessure provocate dal ritiro igrometrico è distribuita in forma casuale e irregolare. Esiste, tuttavia, una tecnologia grazie alla quale le fessure possono essere convogliate in forma predeterminata e non pericolosa per l’ingresso degli agenti aggressivi. Questa tecnologia, particolarmente applicata nei pavimenti industriali, si basa sulla protezione del calcestruzzo dalla evaporazione per qualche giorno finché esso non è indurito. Si procede quindi al taglio della superficie della struttura per ridurre lo spessore della sezione di circa un terzo e a sigillare le fessure provocate dal taglio. Quando, a seguito della evaporazione dell’acqua, il calcestruzzo subisce il ritiro igrometrico si verifica la completa rottura nella sezione sottostante il taglio del giunto di contrazione per effetto del minore spessore del calcestruzzo al di sotto del giunto.
UN CALCESTRUZZO A RITIRO COMPENSATO
Il modo più efficace per eliminare le fessure provocate dal ritiro igrometrico si basa sull’impiego di un composto capace di espandere nel calcestruzzo indurito dove la presenza dei ferri di armatura trasforma l’espansione del calcestruzzo in uno stato di compressione. Uno dei composti espansivi più impiegati a questo scopo è il CaO cotto ad alta temperatura (1000 °C) in modo che la sua trasformazione in Ca(OH)2 per reazione con l’acqua di impasto si completi in circa due giorni quando cioè il calcestruzzo è indurito. Se si impiegasse il normale CaO cotto a 800 °C per produrre la calce idrata la sua espansione si esaurirebbe in poche ore, quando il calcestruzzo è ancora plastico, e quindi non sarebbe capace di instaurare alcuno stato di compressione. Nella pratica il CaO espansivo è associato all’additivo SRA (Shrinkage Reducing Admixture) in modo da incrementare l’effetto espansivo e ridurre il successivo ritiro in modo da mantenere il calcestruzzo in un permanente stato di compressione. Uno straordinario esempio di questa tecnologia è rappresentato dal MAXXI (Museo dell’Arte del XXI secolo) di Roma progettato dall’Architetta Zaha Hadid che prevedeva “onde” piegate e curve di calcestruzzo lunghe centinaia di metri prive di fessure in assenza di giunti di contrazione (Fig. 5). Fig. 5. Vista del MAXXI di Roma
Fig. 5. Vista del MAXXI di Roma

Hydration: Idratazione dei cementi
Se il calcestruzzo è un materiale da costruzione, lo deve al processo di idratazione (hydration) del cemento. Cioè a quel complesso sistema di reazioni chimiche tra il cemento e l’acqua, grazie al quale il calcestruzzo si trasforma da una massa inizialmente plastica, e quindi facilmente modellabile, in un materiale rigido e meccanicamente resistente come la pietra. Con il progredire della reazione chimica tra l’acqua e il cemento si manifestano due variazioni di tipo fisico-meccanico:- la prima consiste in una graduale perdita della lavorabilità iniziale del calcestruzzo fresco fino al tempo in cui l’impasto non è più modellabile (presa);- la seconda riguarda il successivo e progressivo aumento nella resistenza meccanica (indurimento).In realtà tra i due processi – presa e indurimento – non esiste soluzione di continuità, nel senso che la consistenza del materiale aumenta progressivamente passando da quella tipica di un fango, a quella di un terreno asciutto, ed infine a quella di una roccia sempre più compatta. 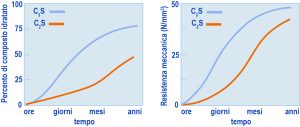 Fig. 1 – Andamento schematico degrado di idratazione dei silicati in funzione del tempo.Fig. 2 – Andamento schematico della resistenza meccanica a compressione dei silicati in funzione del tempo.La distinzione tra presa e indurimento attiene più agli aspetti pratici del processo produttivo che non a reali differenze nella cinetica del processo di idratazione: con l’inizio della presa termina (dopo una o più ore) il tempo a disposizione per poter mettere in opera e compattare il calcestruzzo; con l’inizio dell’indurimento (dopo 1 o più giorni a temperatura ambiente) diventa possibile disarmare le casseforme o rendere pedonabile la superficie di una pavimentazione, ancorché le prestazioni della struttura in servizio siano calcolate sulla base della resistenza meccanica a 28 giorni.
Fig. 1 – Andamento schematico degrado di idratazione dei silicati in funzione del tempo.Fig. 2 – Andamento schematico della resistenza meccanica a compressione dei silicati in funzione del tempo.La distinzione tra presa e indurimento attiene più agli aspetti pratici del processo produttivo che non a reali differenze nella cinetica del processo di idratazione: con l’inizio della presa termina (dopo una o più ore) il tempo a disposizione per poter mettere in opera e compattare il calcestruzzo; con l’inizio dell’indurimento (dopo 1 o più giorni a temperatura ambiente) diventa possibile disarmare le casseforme o rendere pedonabile la superficie di una pavimentazione, ancorché le prestazioni della struttura in servizio siano calcolate sulla base della resistenza meccanica a 28 giorni.
IL CEMENTO PORTLAND
Il cemento Portland, – la “madre” di tutti i cementi – è sostanzialmente costituito da clinker e gesso. Anche gli altri cementi sono sostanzialmente basati su questo binomio ancorché possa essere presente uno o più ingredienti accessori (pozzolana, cenere di carbone, loppa d’altoforno, ecc.).Nel clinker (il prodotto della cottura di una miscela di terre calcareo-argillose) sono presenti due silicati di calcio (circa l’80%) e due alluminati di calcio (circa il 20%). In linea di massima, i due alluminati (individuati dalle formule C3A vedi Nota 1 in fondo all’articolo e C4AF) contribuiscono, per reazione con l’acqua, al fenomeno della presa, mentre i due silicati (C3S e C2S) sono determinanti per l’indurimento. Per semplicità di esposizione si esaminerà prima il comportamento dei silicati e dopo quello degli alluminati.
IDRATAZIONE DEI SILICATI
Se il cemento fosse costituito da solo C3S o C2S si registrerebbe un perfetto parallelismo tra il decorso nel tempo della reazione chimica di idratazione (Fig. 1) e quello dello sviluppo della resistenza meccanica (Fig. 2). Si può notare che il C3S, rispetto al C2S, è più rapido sia nel reagire con l’acqua (Fig. 1) sia nello sviluppare la corrispondente resistenza meccanica (Fig. 2). Tuttavia, per entrambi i silicati si registrano una reazione di idratazione ed una resistenza meccanica trascurabili durante le prime ore, così come si registra una pressoché identica resistenza meccanica elevata alle lunghissime stagionature (anni). Naturalmente, il diverso comportamento (chimico e prestazionale) del C3S e del C2S a 1 giorno, a 1 settimana ed a 1 mese dal getto comporta una sostanziale differenza dal punto di vista pratico, ove si pensi all’importanza della resistenza meccanica a pochi giorni dal getto (per rimuovere le casseforme) o a 28 giorni per la determinazione della resistenza meccanica caratteristica sulla quale si basano convenzionalmente i dati progettuali. Da ciò deriva che, in generale, in un cemento Portland la quantità di C3S è molto maggiore rispetto a quella del C2S (circa 3:1), salvo i casi eccezionali in cui le prestazioni a 1 e 28 giorni non sono così importanti (per es. nelle dighe dove si caratterizza il calcestruzzo a 90 o 180 giorni) e nel contempo esistono altre esigenze (ridotto sviluppo di calore) per preferire un cemento con maggior contenuto in C2S che non in C3S.Nella Fig. 1 è riportata la percentuale di C3S o C2S che ha reagito con l’acqua in funzione del tempo. Ma quale è il risultato di queste reazioni di idratazione? In entrambi i casi si formano due tipologie di prodotto: un silicato di calcio idrato (indicato con la sigla C-S-H vedi Nota 2 in fondo all’articolo) e l’idrossido di calcio, Ca(OH)2 indicato anche con la formula CH secondo lo schema di reazione [1]:C2S v1+ H2O =======> C-S-H + CH [1]C3S v2 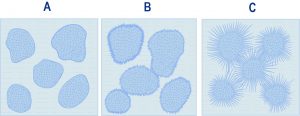 Fig. 3 – Idratazione schematica del C3S o C2S: subito dopo il mescolamento con acqua (A),inizio della presa (B) e durante l’indurimento (C).In realtà il processo di idratazione [1] avviene con una velocità (v1) minore se si tratta del C2S, e maggiore (v2>v1) se si tratta del C3S. Inoltre, la quantità di calce prodotta per idratazione (CH) è maggiore se riferita all’idratazione del C3S (30-40%) che non a quella del C2S, meno ricco di calcio (10-15%). Tuttavia, la reazione chimica [1], da sola, non è in grado di spiegare perché una pasta di C3S o di C2S (e quindi di cemento Portland) si trasforma gradualmente dalla iniziale massa plastica ad un materiale rigido e duro come una pietra. In realtà, tra i due prodotti della reazione, solo il C-S-H è determinante per l’indurimento, mentre la calce contribuisce in modo trascurabile a questo processo. Il C-S-H, ancorché si presenti in forme particellari diverse, è di natura prevalentemente fibrosa. Con il progredire della reazione [1], le fibre di C-S-H formatesi sui granuli di C3S o C2S adiacenti, prima si toccano e poi si intrecciano tra loro. Nella Fig. 3 sono schematicamente illustrati tre stadi del processo di idratazione: subito dopo il mescolamento quando la reazione non è ancora sostanzialmente partita ed il sistema è relativamente fluido (A); l’inizio della presa quando le fibre cominciano a toccarsi tra loro ed il sistema perde la sua plasticità iniziale (B); l’indurimento in atto quando le fibre, allungatesi per la progressiva idratazione dei silicati, si intrecciano tra loro e provocano l’irrigidimento del sistema.Le microfotografie della Fig. 4 mostrano la situazione reale di una pasta di C3S, al momento della presa e a indurimento avvenuto, così come è rilevabile con l’ausilio del microscopio elettronico a scansione. Si può notare, nella foto della Fig. 4, come tra le fibre esistano micro-cavità diffuse (denominate “pori capillari”) che influiscono negativamente tanto sulla resistenza meccanica quanto sulla durabilità del materiale: maggiore porosità significa maggiore permeabilità, e quindi maggiore penetrabilità del sistema cementizio da parte degli agenti aggressivi. Per ridurre la porosità capillare, e quindi aumentare sia la resistenza meccanica sia la durabilità, si può: ridurre – a parità di cemento (c) – il quantitativo di acqua (a) oppure – a parità di acqua – aumentare il cemento. In entrambi i casi si riduce il rapporto a/c e quindi si predispone un intreccio più densificato delle fibre (Fig. 5).
Fig. 3 – Idratazione schematica del C3S o C2S: subito dopo il mescolamento con acqua (A),inizio della presa (B) e durante l’indurimento (C).In realtà il processo di idratazione [1] avviene con una velocità (v1) minore se si tratta del C2S, e maggiore (v2>v1) se si tratta del C3S. Inoltre, la quantità di calce prodotta per idratazione (CH) è maggiore se riferita all’idratazione del C3S (30-40%) che non a quella del C2S, meno ricco di calcio (10-15%). Tuttavia, la reazione chimica [1], da sola, non è in grado di spiegare perché una pasta di C3S o di C2S (e quindi di cemento Portland) si trasforma gradualmente dalla iniziale massa plastica ad un materiale rigido e duro come una pietra. In realtà, tra i due prodotti della reazione, solo il C-S-H è determinante per l’indurimento, mentre la calce contribuisce in modo trascurabile a questo processo. Il C-S-H, ancorché si presenti in forme particellari diverse, è di natura prevalentemente fibrosa. Con il progredire della reazione [1], le fibre di C-S-H formatesi sui granuli di C3S o C2S adiacenti, prima si toccano e poi si intrecciano tra loro. Nella Fig. 3 sono schematicamente illustrati tre stadi del processo di idratazione: subito dopo il mescolamento quando la reazione non è ancora sostanzialmente partita ed il sistema è relativamente fluido (A); l’inizio della presa quando le fibre cominciano a toccarsi tra loro ed il sistema perde la sua plasticità iniziale (B); l’indurimento in atto quando le fibre, allungatesi per la progressiva idratazione dei silicati, si intrecciano tra loro e provocano l’irrigidimento del sistema.Le microfotografie della Fig. 4 mostrano la situazione reale di una pasta di C3S, al momento della presa e a indurimento avvenuto, così come è rilevabile con l’ausilio del microscopio elettronico a scansione. Si può notare, nella foto della Fig. 4, come tra le fibre esistano micro-cavità diffuse (denominate “pori capillari”) che influiscono negativamente tanto sulla resistenza meccanica quanto sulla durabilità del materiale: maggiore porosità significa maggiore permeabilità, e quindi maggiore penetrabilità del sistema cementizio da parte degli agenti aggressivi. Per ridurre la porosità capillare, e quindi aumentare sia la resistenza meccanica sia la durabilità, si può: ridurre – a parità di cemento (c) – il quantitativo di acqua (a) oppure – a parità di acqua – aumentare il cemento. In entrambi i casi si riduce il rapporto a/c e quindi si predispone un intreccio più densificato delle fibre (Fig. 5).
IL RUOLO DELLA CALCE
Sebbene la calce, prodotta per idratazione dei silicati secondo la reazione [1], non contribuisca di per sé allo sviluppo della resistenza meccanica per la sua morfologia non-fibrosa, tuttavia essa giuoca un ruolo altamente positivo da due altri punti di vista:
- a) produzione dei cementi pozzolanici e d’altoforno;
- b) protezione dei ferri di armatura dalla corrosione.
Il primo aspetto riguarda la possibilità di far contribuire anche la calce al processo di indurimento mediante l’aggiunta di pozzolana o loppa d’altoforno. Quest’ultima e ancor più la pozzolana sono caratterizzate dalla presenza di silice (amorfa) capace di reagire con la calce, prodotta per idratazione dei silicati, e di formare ulteriore C-S-H*:Il C-S-H* formatosi per la reazione pozzolanica (e qui contraddistinto con un asterisco) è cronologicamente “secondario”, rispetto al quello “primario” (C-S-H) che si produce direttamente nell’idratazione dei silicati. Esso si forma, cioè successivamente, a tempi più lunghi, perché la reazione pozzolanica [2] è più lenta del processo di idratazione [1], ma anche perché la sua formazione richiede che prima si accumuli un po’ di calce attraverso la reazione [1]. A seguito della duplice formazione di C-S-H (“primario”) e di C-S-H* (e “secondario”) in una pasta di cemento pozzolanico o d’altoforno stagionata a lungo, il sistema risulta più ricco in materiale fibroso e quindi meno poroso rispetto ad una pasta di cemento Portland a parità di rapporto a/c.Il secondo aspetto, che riguarda la protezione dei ferri di armatura, si basa sulla osservazione che in un ambiente basico, come quello che si produce nell’acqua satura di calce che riempie i pori capillari (pH = 13), il ferro risulta ricoperto da un film di ossido ferrico denso e compatto (passivazione) che lo protegge dalla corrosione (produzione di ruggine in presenza di umidità e ossigeno). Quando per effetto della carbonatazione (neutralizzazione della calce di idratazione da parte della CO2 penetrata dall’aria all’interno del calcestruzzo), il CH è completamente trasformato in CaCO3, il pH scende al di sotto di 9 e viene a mancare l’ambiente fortemente basico indispensabile alla condizione della passivazione dei ferri. Da questo punto di vista, i cementi pozzolanici e d’altoforno – che perdono progressivamente calce per effetto della reazione pozzolanica e produzione di C-S-H* secondario secondo la reazione [2] – sono potenzialmente più a rischio perché gli effetti della reazione pozzolanica si sommano a quelli della carbonatazione, favoriscono la scomparsa della calce e quindi la depassivazione dei ferri. In realtà – a parte i casi in cui si adotti un elevato rapporto a/c (> 0.60) – anche i cementi pozzolanici e d’altoforno si comportano molto bene nella protezione dei ferri dalla corrosione promossa dalla carbonatazione. Ciò dipende sostanzialmente da due situazioni entrambe favorevoli alla conservazione dello strato passivato dei ferri:
- a) la maggiore produzione di C-S-H (“primario” e “secondario”) nei cementi pozzolanici e d’altoforno favorisce la formazione di una matrice cementizia meno porosa e quindi meno penetrabile dalla CO2;
- b) per quanto la calce di idratazione reagisca con la pozzolana o la loppa secondo lo schema della reazione [2], ne rimane sempre una piccola quantità sufficiente a saturare egualmente la soluzione acquosa che riempie i pori capillari; infatti la solubilità della calce in acqua è di circa 1.5 g/l, e pertanto è sufficiente pochissimo CH per mantenere satura di calce l’acqua residua che riempie i pori capillari.
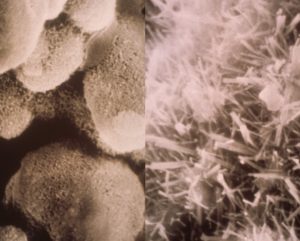 Fig. 4 – Pasta del C3S al momento della presa (a sinistra) e dell’indurimento (destra).
Fig. 4 – Pasta del C3S al momento della presa (a sinistra) e dell’indurimento (destra).
L’IDRATAZIONE DEGLI ALLUMINATI
Il C3A ed il C4AF (necessari per diminuire la temperatura di cottura del clinker e rendere ragionevolmente basso il costo di produzione del cemento) giuocano un ruolo determinante nelle prime ore di reazione tra acqua e cemento:C4AF v3+ H2O =======> C-A-H [3]C3A v4Fig. 5 -A parità di cemento, il sistema con meno acqua (cioè con il minor rapporto a/c) risulta meno poroso.dove C-A-H è la generica sigla che rappresenta una famiglia di prodotti di idratazione degli alluminati (Calcium-Aluminate-Hydrated): C3AH6, C2AH8, C4AH13, ecc. A differenza di quanto avviene per i silicati (Fig. 1-2), il C4AF e soprattutto il C3A reagiscono rapidamente con acqua (Fig. 6) senza tuttavia contribuire significativamente allo sviluppo della resistenza meccanica se si eccettua un rapido ma piccolo incremento durante le prime ore (Fig. 7).In sostanza alla rapida reazione degli alluminati con acqua (a velocità v3 per il C4AF e v4 per il C3A molto maggiore di quella v1 e v2 dei silicati) si accompagna una immediata perdita di plasticità (presa rapida), senza un rilevante incremento della resistenza meccanica (Fig. 7). Ciò dipende dalla morfologia dei cristalli di C-A-H, prevalentemente basata sulla presenza di lamine esagonali o cristalli cubici, e quindi poco favorevole, come avviene invece per i prodotti fibrosi C-S-H, allo sviluppo della resistenza meccanica.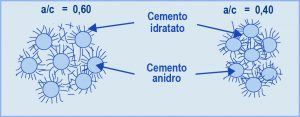 Fig. 6 – Andamento schematico del grado di idratazione degli alluminati in funzione del campo.Fig. 7 – Andamento schematico della resistenza meccanica a compressione degli alluminati in funzione del tempo.
Fig. 6 – Andamento schematico del grado di idratazione degli alluminati in funzione del campo.Fig. 7 – Andamento schematico della resistenza meccanica a compressione degli alluminati in funzione del tempo.
IL RUOLO DEL GESSO
Per ovviare all’inconveniente della presa rapida (< 60 min) – impossibilità a trasportare e gettare il calcestruzzo fresco entro tempi ragionevolmente lunghi – si ricorre all’aggiunta del gesso (CaSO4 · 2H2O) o dell’anidrite (CaSO4) che hanno la specifica funzione di rallentare la velocità di idratazione degli alluminati rispetto a quella del processo [3]:C4AF v3+ H2O+CaSO4·2H2O =======> C3A·3CaSO4·H32 [4]C3A v4Come si può vedere nel processo di idratazione [4], la presenza di gesso o anidrite, come regolatore della presa, modifica non solo la velocità di reazione degli alluminati (v’3<v3; v’4<v4) , ma anche il prodotto della reazione: ettringite (C3A·3CaSO4·H32) anziché C-A-H. In realtà le due modifiche sono tra loro correlate, ancorché la correlazione non appaia esplicitamente dal semplice confronto del processo [3], senza gesso, con il processo [4] con il gesso. L’ettringite che si forma durante le prime ore di idratazione degli alluminati nel cemento è detta “primaria”, per distinguerla da quella “secondaria” che si può formare successivamente in talune sfavorevoli. La formazione di ettringite “primaria” ritarda l’idratazione degli alluminati (eliminando l’inconveniente della presa rapida ed instaurando la presa normale) in quanto si deposita sulla superficie del C3A e del C4AF in forma di pellicola impermeabile (in realtà un feltro fittissimo di fibre) ed impedisce temporaneamente il contatto dell’acqua con il C3A e del C4AF. La quantità di gesso che occorre per regolare la presa del cemento è vincolata – in tutte le normative del mondo – da un limite superiore (3.5% – 4% come SO3 a seconda dei cementi, pari a circa 7-8% di gesso). Infatti, un eccesso di gesso – e quindi di ettringite secondo il processo [4] – potrebbe comportare indesiderati fenomeni fessurativi per l’azione espansiva che accompagna la formazione di ettringite dirompente.Di fatto, la quantità di gesso effettivamente impiegata (gesso optimum) viene individuata sulla base di due fattori: da una parte occorre che il gesso ritardi sufficientemente la presa del cemento; dall’altra la morfologia fibrosa dell’ettringite contribuisce, molto più del C-A-H, allo sviluppo soprattutto iniziale della resistenza meccanica; pertanto la resistenza meccanica del cemento Portland è maggiore di quella del corrispondente clinker, purché l’aggiunta di gesso rimanga al di sotto dei vincoli percentuali sopra menzionati per impedire l’espansione dirompente nel calcestruzzo.Nota 1. Nella chimica del cemento si adottano le seguenti formule abbreviate per individuare i composti chimici: C=CaO; A=Al2O3; F=Fe2O3; S= SiO2; H=H2O. Così la formula C3A sta per 3CaO·Al2O3 (o anche Ca3Al2O6), C3S corrisponde a 3CaO·SiO2 (o anche Ca3SiO5), C3AH6 indica 3CaO·Al2O3·6H2O, CH sta per Ca(OH)2.Nota 2. C-S-H non è in realtà una formula, ma piuttosto un acronimo inglese di Calcium Silicate Hydrated. Il C-S-H include una famiglia di prodotti (talvolta anche non ben individuabili per il loro carattere scarsamente cristallino) quali, per esempio, C3S2H3, C5S6H5, ecc.

Porosità e permeabilità del calcestruzzo
Quanti tipi di pori nel calcestruzzo
Il calcestruzzo, almeno quello convenzionale tradizionalmente impiegato nelle opere dell’architettura e dell’ingegneria civile, è un materiale poroso. Come in tutti i materiali da costruzione, la porosità condiziona le proprietà ingegneristiche, ed in particolare influenza la resistenza meccanica, il modulo elastico, la permeabilità e la durabilità.Nel caso del calcestruzzo, la porosità può essere di cinque tipologie:- quella dovuta alla insufficiente compattazione del conglomerato e quindi alla incompleta espulsione di aria intrappolata dalla malta del calcestruzzo fresco; si tratta dei macrovuoti visibili ad occhio nudo da circa 1 mm a qualche decina di mm;- la porosità eventualmente presente all’interno degli aggregati lapidei, per una massa volumica apparente inferiore a quella assoluta, e che può raggiungere una frazione ragguardevole nei cosiddetti inerti leggeri (Fig. 1) con miglioramento delle proprietà termoisolanti ed una penalizzazione delle prestazioni meccaniche. Fig. 1 – Presenza di vuoti nell’interno di inerti leggeri.– la porosità eventualmente generata dall’inglobamento di aria, in forma di microbolle sferiche di circa 100-300 m m visibili al microscopio ottico (Fig. 2), grazie alla presenza di additivi aeranti per assicurare un’adeguata resistenza alla formazione di ghiaccio in servizio;- la porosità presente tra le particelle che compongono la pasta di cemento come pori di forma irregolare, con dimensione compresa tra 0,1 m m e 10 m m e visibili al microscopio elettronico (Fig. 3), nota come porosità capillare e fortemente correlata con la composizione e la stagionatura del calcestruzzo;- quella presente all’interno dei prodotti idratati solidi, ed in particolare del C – S – H detto in passato gelo tobermoritico, nota come porosità del gel, con dimensione di 1-10 nm, non visibile anche con il microscopio elettronico, ma determinabile indirettamente attraverso misure di adsorbimento di sostanze gassose come azoto, elio, o vapore acqueo (Fig. 5).
Fig. 1 – Presenza di vuoti nell’interno di inerti leggeri.– la porosità eventualmente generata dall’inglobamento di aria, in forma di microbolle sferiche di circa 100-300 m m visibili al microscopio ottico (Fig. 2), grazie alla presenza di additivi aeranti per assicurare un’adeguata resistenza alla formazione di ghiaccio in servizio;- la porosità presente tra le particelle che compongono la pasta di cemento come pori di forma irregolare, con dimensione compresa tra 0,1 m m e 10 m m e visibili al microscopio elettronico (Fig. 3), nota come porosità capillare e fortemente correlata con la composizione e la stagionatura del calcestruzzo;- quella presente all’interno dei prodotti idratati solidi, ed in particolare del C – S – H detto in passato gelo tobermoritico, nota come porosità del gel, con dimensione di 1-10 nm, non visibile anche con il microscopio elettronico, ma determinabile indirettamente attraverso misure di adsorbimento di sostanze gassose come azoto, elio, o vapore acqueo (Fig. 5). Fig. 2 – MIcrobolle (100-300 mm) d’aria inglobata nella malta che avvolge gli aggregati grossi (microscopia ottica).
Fig. 2 – MIcrobolle (100-300 mm) d’aria inglobata nella malta che avvolge gli aggregati grossi (microscopia ottica). Fig. 3 – Porosità capillare nella pasta cementizia (microscopia elettronica).
Fig. 3 – Porosità capillare nella pasta cementizia (microscopia elettronica).
Porosità capillare e resistenza meccanica
La porosità del gel è allocata dentro le particelle solide che formano la pasta di cemento, mentre la porosità capillare è presente tra queste particelle solide (Fig.3). La porosità del gel ammonta al 28% del volume occupato dalle particelle solide della pasta cementizia e non può essere sostanzialmente modificata. Al contrario, la porosità capillare può essere significativamente modificata attraverso il rapporto acqua-cemento (a/c) e/o il grado di idratazione (a ), cioè la frazione di cemento idratato. La dipendenza della porosità capillare da questi due parametri è stata matematicamente quantificata con la teoria di Powers (Scienza e Tecnologia del Calcestruzzo, Mario Collepardi, pg 148-151, 3^ ed., Hoepli, Milano, 1990):Vp = 100 a/c – 36.15 a [1]dove Vp è il volume dei pori in litri per ogni 100 Kg di cemento. Se si vuole ridurre la porosità capillare occorre ridurre il rapporto acqua-cemento e/o aumentare il grado di idratazione; è possibile annullare, almeno in teoria, la porosità capillare: per esempio secondo la [ 1] con a/c = 0.3615 ed a = 1, Vp diventa zeroPowers ha elaborato, con un suo modello matematico, una relazione per quantificare l’influenza della porosità capillare (Vp) sulla resistenza meccanica a compressione (Rc) in assenza di macrovuoti dovuti a incompleta compattazione: [2] dove Vg è il volume del cemento idratato per ogni 100 Kg di cemento anidro, ed Rc eguaglia la costante K (che vale 250 MPa) quando Vp è nullo. A questa elevata prestazione meccanica ci si può avvicinare moltissimo con l’adozione di bassi rapporti acqua-cemento e l’impiego di additivi superfluidificanti per compattare completamente il conglomerato. Sempre secondo la teoria di Powers, Vg è così calcolabileVg = 67.90 a [3]Secondo l’equazione [3] il volume del cemento idratato Vg è di 67.90 litri, per ogni 100 Kg di cemento, a idratazione completa (a =1) ed assume valori proporzionalmente crescenti all’aumentare di a tra zero (inizio impasto) ed 1. Inserendo le equazioni [1] e [3] all’interno della [2] si ottiene:
[2] dove Vg è il volume del cemento idratato per ogni 100 Kg di cemento anidro, ed Rc eguaglia la costante K (che vale 250 MPa) quando Vp è nullo. A questa elevata prestazione meccanica ci si può avvicinare moltissimo con l’adozione di bassi rapporti acqua-cemento e l’impiego di additivi superfluidificanti per compattare completamente il conglomerato. Sempre secondo la teoria di Powers, Vg è così calcolabileVg = 67.90 a [3]Secondo l’equazione [3] il volume del cemento idratato Vg è di 67.90 litri, per ogni 100 Kg di cemento, a idratazione completa (a =1) ed assume valori proporzionalmente crescenti all’aumentare di a tra zero (inizio impasto) ed 1. Inserendo le equazioni [1] e [3] all’interno della [2] si ottiene: [4]
[4] Fig.4 – Schematizzazione dei pori del gel dentro una particella di cemento idrato e dei pori capillari tra le particelle di cemento idratatoL’equazione [ 4] significa che per aumentare Rc si può agire su due fronti:- occorre innanzitutto diminuire a/c (che appare al denominatore), cioè ridurre l’acqua di impasto a parità di dosaggio di cemento, senza però aumentare il volume di macrovuoti legati ad una maggiore difficoltà di compattare il calcestruzzo fresco (da questo punto di vista l’adozione di un basso rapporto acqua-cemento comporta in pratica l’impiego di additivi fluidificanti e superfluidificanti capaci di compensare la minore lavorabilità del calcestruzzo fresco derivante alla riduzione dell’acqua di impasto);- si può anche aumentare Rc, per un dato a/c, aumentando il grado di idratazione a (che “pesa” più al numeratore che non al denominatore), cioè prolungando il tempo di stagionatura e/o scegliendo cementi più reattivi.Porosità capillare e modulo elasticoAttraverso un’equazione del tutto analoga alla [2] con un valore per la costante K ovviamente diverso. Al pari della resistenza meccanica anche il modulo elastico (E) è influenzato dalla porosità capillare
Fig.4 – Schematizzazione dei pori del gel dentro una particella di cemento idrato e dei pori capillari tra le particelle di cemento idratatoL’equazione [ 4] significa che per aumentare Rc si può agire su due fronti:- occorre innanzitutto diminuire a/c (che appare al denominatore), cioè ridurre l’acqua di impasto a parità di dosaggio di cemento, senza però aumentare il volume di macrovuoti legati ad una maggiore difficoltà di compattare il calcestruzzo fresco (da questo punto di vista l’adozione di un basso rapporto acqua-cemento comporta in pratica l’impiego di additivi fluidificanti e superfluidificanti capaci di compensare la minore lavorabilità del calcestruzzo fresco derivante alla riduzione dell’acqua di impasto);- si può anche aumentare Rc, per un dato a/c, aumentando il grado di idratazione a (che “pesa” più al numeratore che non al denominatore), cioè prolungando il tempo di stagionatura e/o scegliendo cementi più reattivi.Porosità capillare e modulo elasticoAttraverso un’equazione del tutto analoga alla [2] con un valore per la costante K ovviamente diverso. Al pari della resistenza meccanica anche il modulo elastico (E) è influenzato dalla porosità capillare
Porosità capillare e permeabilità
La permeabilità di un fluido attraverso un solido poroso diventa possibile solo se i pori sono tra loro connessi (porosità continua). Nel caso del calcestruzzo, ed in particolare della sua permeabilità all’acqua, la porosità discontinua, e quindi l’impermeabilità, è assicurata solo al di sotto di una certa soglia della porosità capillare: questa corrisponde, per ogni determinato valore di a/c, ad un certo grado di idratazione a raggiungibile dopo un determinato tempo di stagionatura (Tabella 1). I dati della Tabella 1 indicano che più elevato è a/c, più lungo deve essere il tempo di stagionatura (e quindi maggiore il grado di idratazione a ) perché il calcestruzzo diventi impermeabile: per esempio, con a/c di 0.55 occorrono 28 giorni per conseguire l’impermeabilità del calcestruzzo; se però si adotta un rapporto acqua-cemento di 0.45 è sufficiente appena una settimana per raggiungere lo stesso obiettivo; d’altra parte con a/c molto elevato (³ 0.70) non è mai possibile conseguire l’impermeabilità del calcestruzzo.
| a/c | TEMPO |
| 0.40 | 3 giorni |
| 0.45 | 1 settimana |
| 0.50 | 2 settimane |
| 0.55 | 1 mese |
| 0.60 | 6 mesi |
| 0.70 | 1 anno |
| >0.70 | infinito |
Tabella 1 – Tempo richiesto per la impermeabilizzazione del calcestruzzo in relazione al rapporto a/cDa un punto di vista pratico la situazione di impermeabilità viene valutata (UNI EN 12390-8) sottoponendo un provino prismatico di calcestruzzo ad acqua sotto pressione per 3 giorni alla pressione di 7 bar): il calcestruzzo è considerato impermeabile se, dopo questi 3 giorni, l’acqua non ha penetrato il materiale per più di 20 mm per effetto del conseguimento della porosità discontinua.
Porosità capillare e durabilità
Anche la durabilità è fortemente influenzata dalla porosità capillare oltre che dagli altri tipi di porosità. La durabilità dipende in generale dalla porosità, tuttavia la relazione tra le due grandezze è funzione del tipo di porosità. In linea di massima si può affermare che la porosità continua nuoce alla durabilità, mentre quella discontinua, purché distribuita in una matrice densa e poco porosa, è ininfluente o giova alla durabilità. Per esempio, i macrovuoti dovuti a difetti di compattazione del calcestruzzo fresco potrebbero collegare i ferri di armatura con l’ambiente esterno e costituiscono, pertanto, un sistema di pori altamente pericolosi per l’integrità della struttura.Un altro tipo di porosità continua capace di favorire l’accesso di agenti ambientali aggressivi (aria, umidità, cloruri, ecc.) è costituita dalla porosità capillare (Fig. 4). Per un calcestruzzo privo di macrovuoti dovuti ad imperfetta compattazione, la durabilità del calcestruzzo nei confronti di un ambiente aggressivo può essere migliorata riducendo il volume Vp della porosità capillare per ostacolare la penetrazione dell’acqua, e quindi impedire l’ingresso degli agenti aggressivi all’interno del calcestruzzo veicolati dall’acqua. Da un punto di vista pratico, il volume della porosità capillare viene ridotto – equazione [ 1] – riducendo a/c, come appare chiaramente in tutte le raccomandazioni sulla durabilità (consultare l’articolo “Durabilità del calcestruzzo armato sul sito www.encosrl.it è l’ABC del calcestruzzo) e garantendo un minimo di stagionatura umida (3-7 giorni) per assicurare un livello accettabile del grado di idratazione (a).Un tipo di porosità indifferente alla durabilità del calcestruzzo è costituito dal sistema di pori contenuti all’interno degli inerti leggeri (Fig. 1): in questo caso la durabilità della struttura non risente minimamente della porosità degli aggregati, giacché l’ingresso degli agenti aggressivi, dall’ambiente all’interno del calcestruzzo, è governato dalla porosità capillare e dai macrovuoti (per insufficiente compattazione) distribuiti nella matrice cementizia che avvolge gli aggregati.Una porosità altamente benefica alla durabilità del calcestruzzo è rappresentata dalle microbolle d’aria (Fig. 2) non collegate tra loro, cioè disperse discontinuamente in una matrice cementizia con bassa porosità capillare. La presenza di microbolle di aria inglobata (grazie alla presenza di agenti aeranti capaci di modificare la tensione superficiale dell’acqua) è da tempo riconosciuta come essenziale alla produzione di calcestruzzi durabili esposti in servizio ai climi invernali (cicli di gelo-disgelo). Infatti, l’acqua contenuta nei pori capillari, e non ancora congelata, è sospinta nelle microbolle d’aria con allentamento delle tensioni che insorgono quando si forma il ghiaccio con aumento di volume rispetto all’acqua liquida. In assenza delle microbolle d’aria, l’acqua dei pori capillari non ancora congelata è sospinta da una pressione idraulica che insorge per l’aumento di volume che accompagna la formazione dei primi cristalli di ghiaccio (si consulti l’articolo “ Gelo e disgelo del calcestruzzo” disponibile sul sito www.encosrl.it è l’ABC del calcestruzzo). Affinché le microbolle d’aria possano effettivamente allentare le tensioni insorte per la formazione del ghiaccio, è necessario che non siano molto distanti tra loro: la reciproca distanza (spacing) non deve superare 300-400 m m. Per concludere, un sistema di vuoti particolarmente favorevole al calcestruzzo durabile in qualsiasi clima, ed in particolare negli ambienti molto aggressivi (gelo-disgelo, sali disgelanti, ambiente marino, ecc.) è rappresentato da una matrice cementizia con una porosità capillare discontinua e quindi impermeabile (tipicamente raggiungibile dopo 1 mese di stagnatura con a/c = 0.55) nella quale siano disposte microbolle d’aria (100-300 m m) ben spaziate tra loro con una distanza di circa 300 m m.

Qualità del calcestruzzo
Costanza di qualità del calcestruzzo
Il concetto di “qualità“, o più precisamente di costanza di qualità, è stato ampiamente recepito in Italia nel decennio del 1990 in tutti i settori produttivi di beni materiali o di servizi. Nella normativa UNI EN ISO 8402 del Giugno 1992 la qualità era definita come la conformità agli obiettivi prefissati ed ai requisiti concordati con i clienti, principio di base rimasto sostanzialmente invariato nelle attuali norme della famiglia UNI EN ISO 9000.Per rimanere nel settore della terminologia sulla qualità, e prima ancora di entrare nel merito su come perseguire la costanza di qualità nel settore del calcestruzzo, è opportuno chiarire il significato di:– Certificazione di prodotto– Certificazione del sistema qualità– Manuale di qualità– Guide applicativeSecondo le norme della famiglia ISO 9000 la Certificazione di Prodotto, verificata da un Istituto di Certificazione, garantisce che il prodotto certificato soddisfa i requisiti di accettabilità definiti dalle specifiche tecniche. Questo tipo di certificazione offrirebbe al committente (impresa), che volesse, per esempio, acquistare calcestruzzo preconfezionato o elementi prefabbricati, la garanzia che le caratteristiche di ogni singolo prodotto o fornitura siano rispondenti ai limiti di accettabilità correlate con l’esigenza dell’opera nel suo insieme.Mentre per quasi tutti i componenti del calcestruzzo e molti dei prodotti premiscelati o prefabbricati in conglomerato cementizio esiste ormai una certificazione di prodotto regolamentata da una specifica norma europea armonizzata, lo stesso obbligo cosa non è ancora vigente per il calcestruzzo. La norma europea UNI EN 206 contenente le regole per la produzione ed il controllo di produzione del calcestruzzo, continua infatti ad essere una semplice norma volontariaCertamente anche per la produzione del calcestruzzo si potrà applicare la Certificazione del Sistema di Qualità che in realtà, rispetto alla Certificazione di Prodotto, offre al committente molte minori garanzie sulla effettiva costanza di qualità. Infatti la Certificazione del Sistema di Qualità, anch’essa verificata da un Istituto di Certificazione, garantisce soltanto che l’azienda produttrice agisce nel rispetto di alcune regole di comportamento descritte nel Manuale di Qualità, documento pubblico ed esigibile dai committenti, dove l’azienda dichiara i propri obiettivi e le propria organizzazione per applicare il suo specifico Sistema di Qualità.Per fare un esempio estremo ed improbabile, un’azienda di calcestruzzo preconfezionato potrebbe porsi come obiettivo nel suo Sistema di Qualità, di far eseguire dal conducente dell’autobetoniera un giro di valzer della durata di 60 secondi al termine del carico del veicolo e prima di partire per il cantiere. L’Istituto di Certificazione potrebbe in effetti garantire che l’azienda produttrice agisce in perfetto accordo alla procedura descritta dal Manuale di Qualità per quanto attiene al giro di valzer. Questo esempio (ripetiamo estremo ed improbabile) serve ad illustrare che la Certificazione del Sistema di Qualità è ben diversa, ed ovviamente meno significativa per la costanza di qualità, che non la Certificazione di Prodotto.A livello nazionale, tuttavia, le Linee Guida per il calcestruzzo preconfezionato del Consiglio Superiore del LL.PP: richiamate anche nelle Norme Tecniche per le Costruzioni hanno di fatto introdotto un controllo del processo produttivo certificato da un ente terzo notificato simile a quello applicato per la marcatura CE di altri prodotti da costruzione.Proprio per colmare la lacuna esistente tra i due tipi di certificazione, alcuni Istituti di Certificazione hanno emesso e fatto adottare le Guide Applicative che introducono delle prescrizioni particolari, in relazione a determinate specifiche di riferimento, e fissano i requisiti minimi di accettabilità. In sostanza se un’azienda ha adottato le Guide Applicative è possibile, dalla lettura di questo documento come anche del Manuale di Qualità, quantificare quale sia il grado di prestazione minima garantita nella fornitura del calcestruzzo o nell’acquisto di un elemento prefabbricato.Per entrare nello specifico tecnico della produzione del calcestruzzo, di seguito sono esaminati i parametri di processo che più significativamente possono influenzare la costanza di prestazioni del prodotto, queste ultime intese come classe di resistenza (Rck) e classe di consistenza (slump).I parametri che verranno nel seguito esaminati, anche per ragioni di brevità, riguardano tutte le caratteristiche dell’inerte ed in particolare:– umidità– assorbimento– diametro massimo– granulometria
L’umidità dell’inerte
Il parametro che presenta la maggiore incidenza sulla costanza di qualità del calcestruzzo, in termini di Rck e di slump, è rappresentato dall’umidità dell’aggregato. Questa, infatti, può radicalmente modificare l’acqua di impasto (a) realmente immessa nel calcestruzzo e quindi, attraverso questa variazione, può provocare modifiche nella lavorabilità che dipende proprio dal valore di a (si consulti sul sito www.encosrl.it è l’ABC del calcestruzzo l’articolo “ Acqua del calcestruzzo: fatti e misfatti sui cantieri). L’influenza della umidità dell’inerte sulle proprietà del calcestruzzo, attraverso le variazioni di a e di a/c, è piuttosto complessa e deve tener anche conto dell’umidità capace di saturare la porosità aperta dell’aggregato definita come assorbimento.L’umidità (u) viene determinata misurando la diminuzione percentuale di massa, a seguito del riscaldamento a 105°C per essiccare completamente il materiale, rispetto alla massa dell’aggregato completamente secco:
| m – mo | |||
| u = | ————– | 100 | |
| mo |
dove m ed mo sono rispettivamente la massa dell’aggregato così come disponibile e quella dell’aggregato completamente essiccato.L’assorbimento è quella particolare umidità (ua) che si trova nell’aggregato quando si trova ad essere saturo a superficie asciutta, s.s.a. (Fig. 1):
| ms.s.a. – mo | |||
| ua = | ————– | 100 | |
| mo |
dove ms.s.a. è la massa dell’aggregato conservato sotto acqua fino a completa saturazione ed asciugato in superficie.Nella Fig. 1 sono rappresentate schematicamente le quattro possibili situazioni nelle quali può trovarsi un aggregato nei confronti del contenuto di umidità (u): asciutto, insaturo, s.s.a. e bagnato.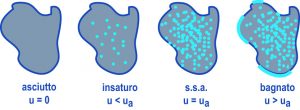
Fig. 1 – Aggregato con umidità interna (area punteggiata) e superficiale (area scura sull’aggregato bagnato)
Influenza dell’umidità dell’inerte sulle prestazioni del calcestruzzo
Nella pratica di cantiere l’aggregato si troverà spesso nella situazione di insaturo, qualche volta (dopo una pioggia) in quello di bagnato, raramente in quella di asciutto (dopo lunga permanenza in clima secco, caldo e ventilato), ed ancor più raramente, e solo transitoriamente, in quella di s.s.a. La condizione di s.s.a. tuttavia, è di grande importanza pratica oltre che teorica, perché è quella in cui vengono a trovarsi gli inerti all’interno del calcestruzzo subito dopo l’impasto, ed è anche la situazione in cui si calcola la massa volumica (peso specifico) della sabbia e della ghiaia per tramutare i volumi dei singoli inerti nelle corrispondenti masse (si veda l’articolo “Mix-Design del calcestruzzo sul sito www.encosrl.it è l’ABC del calcestruzzo). In altre parole un inerte bagnato cede l’acqua in eccesso (u>ua) rispetto alla situazione di s.s.a. che va a sommarsi all’acqua introdotta in betoniera, facendo aumentare il valore dell’acqua totale di impasto (a). D’altra parte, un inerte insaturo (u<ua) ed ancor più un inerte asciutto (u=0) comporterà una suzione di acqua da parte dell’inerte fino a portare l’inerte stesso in condizione di s.s.a. con conseguente diminuzione della effettiva acqua di impasto. Le conseguenze di questi scambi di acqua tra inerti e calcestruzzo sono schematicamente sintetizzate in Fig. 2. Per prevenire queste oscillazioni nelle prestazioni del calcestruzzo (Rck e slump) è necessario compensare le variazioni di umidità apportate o sottratte dall’inerte rispettivamente con minori o maggiori aggiunte di acqua in betoniera. A tale scopo è necessario controllare quasi quotidianamente l’umidità (u) degli inerti (soprattutto in relazione alle variazioni igrometriche dell’ambiente) e tenere sotto controllo il valore dello assorbimento (ua) soprattutto in relazione ai cambi di cava e quindi di porosità della roccia minerale caratteristica dell’inerte.
 Fig.2 – Influenza dell’umidità dell’inerte (u) sull’acqua.
Fig.2 – Influenza dell’umidità dell’inerte (u) sull’acqua.
Modifica delle pesate degli ingredienti rispetto al mix-design
Nel seguito è descritto un esempio numerico per le variazioni nelle pesate degli ingredienti, a parità di diametro massimo della ghiaia, rispetto a quelle desunte dal mix-design, a seguito dei controlli di u ed ua.Mix-design:
| c = 300 kg/m3 | =====> | => a/c = 0,67 => Rck = 25 MPa | ||
| a = 134 kg/m3 | ||||
| g = 1122 kg/m3 | a = 200 => slump = 150 mm | |||
| s = 844 kg/m3 | ||||
ug = 3%I valori delle masse g (ghiaia) ed s (sabbia) sono riferiti come al solito alla situazione standard di s.s.a.. Si supponga che in seguito ad una giornata di pioggia, le umidità della ghiaia (ug) e della sabbia (us) risultino:us = 6%a fronte di valori di assorbimento costanti che sono:uga = 1%usa = 0,5%.Essendo per entrambi gli inerti l’umidità maggiore dell’assorbimento si verificherà una cessione di acqua all’impasto da parte degli inerti bagnati. La quantità di acqua ceduta dalla ghiaia è:101 : 103 = 1100 : g’(ssa) : bagnata = (ssa) : (bagnata)dove:- 101 è la massa di ghiaia in ssa per 100 kg di ghiaia secca (questo è infatti il significato di uga = 1% secondo l’equazione [1])- 103 è la massa di ghiaia bagnata per 100 Kg di ghiaia secca (questo è infatti il significato di ug = 3% secondo l’equazione [2])- 1100 è la massa di ghiaia s.s.a. per 1 m3 di calcestruzzo secondo il mix-design, cioè g;– g’ è la massa di ghiaia come disponibile (cioè bagnata) che dovremo introdurre in 1 m3 di impasto per assicurare la presenza di 1100 kg/m3 di ghiaia in condizione di s.s.a. come richiesto dal mix-design.Calcolando g’ attraverso la proporzione [3] si ottiene:g’ = g (103/101) = 1100 ( 103/101) = 1122 kg/m3In altre parole occorre pesare 1122 Kg di ghiaia bagnata per introdurre 1100 Kg di ghiaia s.s.a. come da mix-design; la differenza 1122-1100 = 22 Kg rappresenta l’acqua introdotta surrettiziamente attraverso la ghiaia bagnata.Applicando gli stessi calcoli alla sabbia anch’essa bagnata (s’) si ottieneS1 = S (106/100.5) = 800 (106/100.5) = 844 844 kg/m322 + 44 = 66 kg/m3 Anche in questo caso è necessario introdurre più sabbia bagnata (844 Kg) per assicurare la presenza di 800 Kg di sabbia in condizione di s.s.a.. La differenza 844-800 = 44 Kg rappresenta l’acqua introdotta con la sabbia bagnata. Pertanto l’acqua introdotta con l’impiego degli inerti bagnati diventa:e questo quantitativo dovrà essere sottratto a quello previsto dal mix-design (200 kg/m3) con l’impiego di inerti in condizione di s.s.a.; l’acqua da introdurre come liquido in betoniera (a’) sarà pertanto 200 – 66 = 134 kg/m3.A seguito di questi calcoli, fondamentalmente basati sulle misure di umidità dei due inerti (3% e 6%) la composizione del calcestruzzo per rispettare le prestazioni previste dal mix-design diventa:
| c = 300 kg/m3 | =====> | => a/c = 0,67 => Rck = 25 MPa | ||
| a = 134 kg/m3 | ||||
| g = 1122 kg/m3 | a = 200 => slump = 150 mm | |||
| s = 844 kg/m3 | ||||
Come si può vedere la costanza di qualità, in termini di Rck= 25 MPa e di slump = 150 mm, si può ottenere tenendo sotto costante controllo l’umidità degli inerti per apportare le necessarie modifiche nelle pesate di acqua, di sabbia e di ghiaia finalizzate al mantenimento effettivo nella quantità di a e di a/c, e quindi delle prestazioni.
Modifica delle pesate degli ingredienti rispetto al mix-design
Anche il diametro massimo e la granulometria dell’inerte possono influenzare la richiesta d’acqua (a) per ottenere una determinata lavorabilità. La correlazione tra diametro massimo e contenuto di acqua (a) per una determinata lavorabilità va sotto il nome di “regola di Lyse” (si consulti l’articolo “Acqua di impasto del calcestruzzo: fatti e misfatti sui cantieri” disponibile sul sito www.encosrl.it è l’ABC del calcestruzzo) è così sintetizzabile: maggiore è il diametro massimo dell’aggregato, minore è la richiesta di acqua per una determinata lavorabilità. Ciò significa, ai fini della costanza di qualità, che la diminuzione del diametro massimo a seguito, per esempio, di un cambiamento nella fornitura di inerti deve comportare l’aumento nell’acqua di impasto (a) per tener costante la lavorabilità e conseguentemente, a pari a/c per tenere costante Rck, un proporzionale aumento nel dosaggio di cemento (c).A parità di diametro massimo, la variazione di curva granulometrica può comportare una modifica nell’acqua (a) e quindi anche di c per mantenere costanti rispettivamente la lavorabilità e la resistenza meccanica.
 Fig.3 – Variazione granulometrica nell’inerte.
Fig.3 – Variazione granulometrica nell’inerte.
Nella Fig.3 è mostrato schematicamente la variazione di granulometria rispetto alla curva A assunta come riferimento per la produzione costante di calcestruzzo. Se, per esempio a seguito dell’impiego di una sabbia più fine, la curva granulometrica diventa B, anziché A in Fig. 3, ci si può aspettare una maggiore richiesta d’acqua e quindi un maggior contenuto di cemento (a pari a/c) per mantenere costante la Rck oltre allo slump. Per contro, l’adozione di una sabbia più grossa comporta una curva granulometria C, anziché A in Fig. 3: diminuirà allora la richiesta d’acqua (a) e si potrà anche ridurre il dosaggio di cemento (a pari a/c) per mantenere costanti slump ed Rck purché non si manifestino fenomeni di segregazione e bleeding con conseguenze negative sulle caratteristiche di pompaggio e di getto (si consulti l’articolo “ Bleeding del calcestruzzo: acqua in superficie ma anche sotto” disponibile sul sito www.encosrl.it è l’ ABC del calcestruzzo).

Resistenza meccanica del calcestruzzo
Quale resistenza meccanica
La resistenza meccanica (R) è il massimo sforzo s che un materiale, in forma di una porzione geometricamente determinata (provino), è in grado di sopportare prima della rottura. A seconda che lo sforzo applicato sia a compressione (sc), a flessione (sf) o a trazione (st), si parlerà di resistenza meccanica a compressione (Rc), a flessione (Rf) o a trazione (Rt).Il calcestruzzo è un materiale che si comporta abbastanza bene sotto l’azione di uno sforzo a compressione, e mediocremente sotto quella di uno sforzo a trazione diretta o a trazione per flessione. Per questi ultimi tipi di sollecitazione, il calcestruzzo si affida al connubio con l’acciaio – notoriamente molto più resistente a trazione – in forma di armature metalliche per le strutture dette, appunto, in cemento armato (c.a.) che meglio sarebbe chiamare in calcestruzzo armato. Per questi motivi, ma anche per le difficoltà sperimentali insite nelle misure di Rt ed Rf, di solito sul calcestruzzo si effettuano solo misure dirette di Rc e si ricorre al calcolo per determinare indirettamente Rt, Rf ed anche E (modulo elastico).Val la pena di precisare che per il calcestruzzo è possibile misurare la resistenza meccanica a compressione su provini cubici (detti anche cubetti) ed in tal caso si adotta il simbolo Rc o su provini cilindrici (con rapporto altezza/diametro, h/D, di 2) ed in tal caso si adotta il simbolo fc. Per uno stesso calcestruzzo, il valore di fc è pari a circa l’80% di Rc:fc = 0,80Rc La differenza tra fc ed Rc dipende sostanzialmente dal fatto che, nel sollecitare provini cilindrici “snelli” (cioè con un rapporto h/D=2), si instaura uno stato tensionale effettivo maggiore di quello che si registra per i provini cubici più “tozzi” (cioè con altezza eguale a larghezza).
Resistenza Meccanica a compressione: il ruolo di a/c e a
Attraverso la teoria di Powers è possibile calcolare la Rc di una pasta di cemento Portland in funzione del volume della porosità capillare (Vp) e del volume di cemento idratato (Vg), o del rapporto acqua-cemento (a/c) e del grado di idratazione (a), come è indicato nelle equazioni [2] e [4] dell’articolo che si trova sul sito www.encosrl.it è ABC del calcestruzzo: ”Porosità e permeabilità del calcestruzzo”:Rc = 250 [ 0,6790 ? / 0,3185 ? + (a/c )]³ [1]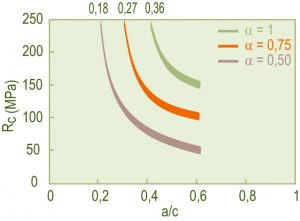
Fig. 1 – Influenza del rapporto a/c sulla resistenza meccanica a compressione (Rc) della pasta di cemento secondo Powers
Resistenza meccanica a compressione del calcestruzzo
Secondo l’equazione di Powers sopra riportata, la resistenza meccanica a compressione di una pasta di cemento dipende, a parità di temperatura, da a/c e da a (Fig. 1). Tuttavia, da un punto di vista pratico interessa di più la resistenza meccanica del calcestruzzo che è il vero materiale da costruzione. Inoltre, è difficile determinare il valore di a in un sistema più complesso come il calcestruzzo. D’altra parte a, in pratica, dipende dal tempo e dalla classe di resistenza del cemento. Pertanto i grafici della Fig. 2 che sono riferiti alla Rc del calcestruzzo in funzione di a/c vengono espressi in funzione del tempo di stagionatura (solitamente 1-3-7-28 giorni) e della classe di resistenza del cemento. Nella Fig. 2 vengono mostrati, a titolo di esempio la Rc per i calcestruzzi confezionati con cementi di classe 42.5R e 32.5R, misurati alle varie stagionature (da 1 a 28 giorni) alla temperatura di 20°C con U.R. ³ 95%.Le correlazioni Rc – a/c della Fig. 2 si riferiscono, come avviene in pratica per la misura di resistenza sui provini di calcestruzzo, a conglomerati sottoposti a compattazione a rifiuto, cioè con il massimo grado di compattazione possibile. Infatti, in assenza di questa precisa prescrizione, il risultato potrebbe essere influenzato, in modo significativo ma aleatorio, dal grado di compattazione, cioè dalla presenza di macrovuoti residui nel calcestruzzo per difetto di costipazione (aria intrappolata). In altre parole, due operatori che costipassero in modo diverso il calcestruzzo fresco otterrebbero risultati diversi nella resistenza meccanica e più bassi dove è minore il grado di compattazione cioè dove è maggiore il volume di aria intrappolata (si consulti l’articolo «”Lavorabilità del calcestruzzo fresco: influenza sul calcestruzzo in servizio» presente nel sito www.encosrl.it è l’ABC del calcestruzzo). Rimane il fatto, ovviamente, che la resistenza meccanica del calcestruzzo in opera potrà risultare tanto inferiore a quella del provino quanto minore è il grado di compattazione del calcestruzzo in opera rispetto a quella del calcestruzzo nel provino. Per ridurre questa differenza occorre impiegare calcestruzzi di maggior classe di consistenza (cioè più lavorabili) e quindi meno dipendenti dalla cura adottata nel compattare il calcestruzzo.Anche l’aria inglobata, cioè quella in forma di microbolle generate da un additivo aerante intenzionalmente aggiunto per produrre calcestruzzi resistenti al ghiaccio (si consulti l’articolo ”Gelo e disgelo del calcestruzzo” pubblicato sul sito www.encosrl.it è l’ABC del calcestruzzo), può provocare una diminuzione di resistenza meccanica che può essere prevista assumendo un calo di Rc di circa il 20% nel calcestruzzo con additivo aerante rispetto a quello privo di additivo aerante (Fig. 3): a parità di Rc richiesta (per es. 45 MPa) il rapporto a/c, che per un calcestruzzo senza aerante potrebbe essere 0,52, viene ridotto a 0,45 (Fig. 3) per compensare la caduta di resistenza provocata dalle microbolle di aria. In altre parole, non esiste alcun problema pratico nel prescrivere e produrre un calcestruzzo con una determinata Rc e resistente ai cicli di gelo-disgelo (e quindi con microbolle d’aria).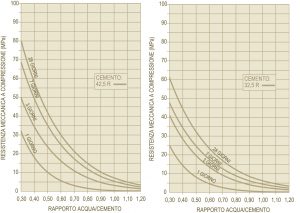
Fig. 2 – Resistenza a compressione in funzione del rapporto a/c alla stagionatura di 1 – 3 – 7 – 28 gg
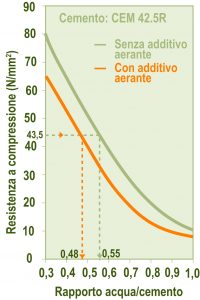
Fig. 3 – Resistenza a compressione a 28 gg per calcestruzzi confezionati con CEM 42.5R in assenza ed in presenza di additivo aerante (area = 4-6%)
Resistenza caratteristica Rck
Con un DM del 1972 in ottemperanza alla legge N° 1086 sui calcestruzzi armati (c.a.) e precompressi (c.a.p.), fu introdotto in Italia il concetto di resistenza caratteristica (Rck) in luogo di una generica resistenza a compressione mediata dai valori dei singoli prelievi tutti riferiti a 28 giorni: nRcm28 = ? Rci28/n [2] 1Con l’avvento della legge N° 1086, occorre far riferimento non più alla Rcm28 ma ad una resistenza caratteristica (Rck) più bassa, ottenuta penalizzando di un certo valore (kd) il valore di Rcm28:Dove Rci28 è il valore di resistenza meccanica a compressione, a 28 giorni ottenuta nel prelievo iesimo (media di due provini), ed Rcm28 è il valore medio a 28 giorni. Il valore di Rcm28 è riportato nei grafici della Fig. 2 sulle curve “28 giorni”.Rck = Rcm28 – kd [3]dove k è un valore fissato dal Ministero dei Lavori Pubblici (attualmente k vale 1.4), e d è lo scarto quadratico medio così calcolato: n? = ? ( Rcm28 – Rci28 ) / n – 1 [4] 1La differenza (Rcm28 – Rci28) rappresenta lo scarto tra valor medio e valore individuale nel prelievo iesimo. In una produzione di calcestruzzo dove tutti i prelievi fossero tra loro coincidenti (e quindi anche eguali al valor medio) il valore di d nell’equazione [4] si annullerebbe ed il valore di Rck calcolato con la [3] coinciderebbe con Rcm28: in altre parole non ci sarebbe alcuna penalizzazione; in realtà ? assume valori di circa 2-3 MPa in laboratorio (dove pure è possibile lavorare con buona riproducibilità di risultati da un impasto all’altro), di circa 3-4 MPa in una centrale di betonaggio che esercita un buon controllo di qualità, e di circa 5-7 MPa in una centrale produttiva da media a mediocre nel controllo della qualità.Appare evidente che quanto migliore è il controllo in fase produttiva, tanto minore è lo scarto quadratico medio d dell’equazione [4] e tanto minore è la penalizzazione kd nell’equazione [3] che occorre adottare per il calcolo della Rck. In pratica, un produttore di calcestruzzo, fissata una certa Rck in base al progetto strutturale dell’opera, e noto il valore di d della specifica centrale di betonaggio dove il calcestruzzo verrà prodotto, si pone come obiettivo il raggiungimento di una Rcm28 in grado di soddisfare la disequazione [5]:Rcm28 ³ Rck+kd [5]In altre parole se il valore di d su un impianto produttivo è di 5 MPa, a fronte di una richiesta del progettista di Rck = 25 MPa occorre garantire almeno una Rcm28 di 25 + 1,4 · 5 = 32 MPa. Ovviamente valori maggiori di 32 MPa per Rcm28 soddisfano ancor meglio la disequazione [5].A maggior garanzia della sicurezza dell’opera è richiesto che il minimo valore di resistenza meccanica (Rcmin28) tra tutti i singoli prelievi (Rci28) debba soddisfare la disequazioneRc min28 ³ Rck– 3,5MPa [6]Ciò significa che per un dato valore di Rck (per es. 25 MPa) nessun prelievo dovrà risultare meno di 21.5 MPa in base alla disequazione [6]. Se ciò dovesse avvenire (per es. Rcmin28 = 16.5 MPa) la Rck dovrà essere declassata da 25 MPa a 20 MPa per soddisfare oltre alla disequazione [5] anche la disequazione [6]. Ciò comporterà ovviamente che, a fronte di una Rck più bassa (20 contro 25 MPa) il progettista si esprimerà sulla opportunità o meno di provvedere a lavori supplementari sull’opera per compensare la riduzione di Rck o addirittura di abbattere la struttura in caso di gravi deficienze strutturali per la minor classe di resistenza del calcestruzzo.Le due disequazioni [5] e [6] sono raccomandabili per lavori molto importanti soprattutto se di grande impegno volumetrico (>1500 m3). Il tipo di controllo basato sulle disequazioni [5] e [6] è chiamato controllo di tipo B. Esiste un controllo di tipo A, dove seguita a valere la disequazione [6] per assicurare che non ci siano valori individuali più bassi di 3,5 MPa rispetto alla Rck. Nel controllo di tipo A, la Rck viene calcolata con la disequazione[7] anziché con la [5]:Rcm28 ³ Rck+ 3,5MPa [7]In altre parole si assume “forfettariamente” un valore kd pari a 3.5 MPa purché si assicuri, però, che nessun prelievo (Rcmin28) scenda al di sotto della Rck per più di 3.5 MPa come prescritto dalla [6].
Resistenza meccanica a flessione ed a trazione
La resistenza meccanica a flessione ed a trazione dipendono, oltre che dal rapporto a/c e dal grado di idratazione (quindi dal tempo e dalla classe di resistenza del cemento), anche dal tipo di inerte che gioca invece un ruolo meno importante nella resistenza a compressione. Nella Fig. 4 è mostrato, esemplificativamente per il cemento CEM 32.5 ed il tempo di 28 giorni, la dipendenza di Rf (valore medio) in funzione di a/c per calcestruzzi confezionati con inerte alluvionale (tondeggiante e liscio) o con inerte di frantumazione (irregolare e ruvido).Come si può notare, la Fig. 4 mostra due distinte curve di correlazione Rf – a/c a seconda dell’inerte impiegato, mentre nella Fig. 5 è mostrata un’unica curva di correlazione tra Rcm28 ed a/c indipendentemente dall’inerte impiegato. Si può osservare che, a parità di a/c, il calcestruzzo presenta una maggiore Rf se l’inerte è di forma irregolare e di tessitura ruvida (cioè frantumato). Infatti, rispetto all’inerte alluvionale di forma tondeggiante e tessitura liscia, si realizza un miglior giunto adesivo all’interfaccia inerte frantumato–pasta cementizia. Questo legame influenza molto più Rf (ed anche Rt) che non Rc per le sollecitazioni di trazione che si generano proprio all’interfaccia inerte-pasta durante le sollecitazioni di sf e st.Si consideri ora una pavimentazione in calcestruzzo per la quale, accanto ad una Rck di 30 MPa (controllo di tipo A), si richiede a 28 giorni una Rf di 6 MPa e sia disponibile un inerte frantumato. Dalla Fig. 4 si ricava che, per realizzare l’obiettivo della Rf, occorre adottare un a/c di 0,40. D’altra parte alla Rck di 30 MPa corrisponde (con il controllo di tipo A, secondo la disequazione [6]) una Rcm28 di 33,5 MPa e quindi sarebbe sufficiente adottare un a/c di 0,59 in base al grafico di Fig. 5 (seguire il percorso della freccia dall’asse di Rcm28, 33,5 MPa quello di a/c). Ci si trova, in sostanza, davanti ad una richiesta “incongruente” giacché le due esigenze prestazionali Rck ed Rf (a 28 giorni) portano a due diversi valori di a/c (rispettivamente di 0,59 e 0,40), mentre per confezionare il calcestruzzo occorre ovviamente adottare un a/c (ed uno solo). Per risolvere l’incongruenza, e soddisfare entrambe le prestazioni richieste, esiste un solo modo: quello di adottare il più basso tra i due valori di a/c e cioè, in questo esempio, 0,40 determinato dalla Rf. E’ ovvio che adottando per a/c il valore di 0,40, la Rcm28 (seguire in Fig. 5 il percorso della freccia dal basso verso l’alto) risulterà più elevata di quella richiesta per soddisfare l’originale valore di Rck (30 MPa). In altre parole, per soddisfare la Rf e quindi adottare per a/c il valore di 0,40, la effettiva resistenza caratteristica (indicata con Rck* per distinguerla da quella nominale Rck) risulterà essere:R*ck = 57-3,5 = 53,5MPa [8]
dove 57 MPa rappresenta la Rcm28 in Fig. 5 con il rapporto a/c di 0,40. Poiché il costo del calcestruzzo è solitamente basato sulla resistenza caratteristica, il calcolo sopra illustrato consente anche di valutare obiettivamente il valore economico del calcestruzzo in base all’effettiva resistenza caratteristica (R*ck), determinata dalla Rf = 6 MPa, piuttosto che in base a quella nominale (Rck).
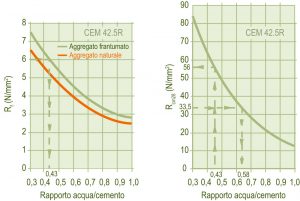
Fig. 4 – Influenza del rapporto a/c sulla resistenza a flessione a 28 giorni (Rf) con aggregati naturali e frantumati
Fig. 5 – Influenza del rapporto a/c sulla resistenza a compressione a 28 giorni (Rcm28) indipendentemente dalla qualità dell’aggregato (naturale o frantumato).
Correlazione tra Rc ed Rf o Rt
Per calcolare facilmente il passaggio dal valore di Rf al corrispondente valore di Rcm, senza ricorrere all’ausilio di grafici (come quelli mostrati per il CEM 32.5 in Fig. 4) in genere difficilmente disponibili per tutti i cementi, si può impiegare l’equazione [9]:Rt = Kt · ?Rc [9]dove kf è una costante che vale 0,7 per inerti alluvionali e 0,8 per quelli di frantumazione. La resistenza a trazione diretta Rt può essere, a sua volta, calcolata dalla Rf attraverso l’equazione [10]:Rt = Kt · Rf [10]dove kt è una costante che vale 0.6 per calcestruzzo con Rcm > 20 MPa e 0.5 per quelli con Rcm < 20 MPa.
Correlazione tra Rc ed E
Per completare il quadro delle correlazioni, si può menzionare quella tra Rc (o Rck) ed il corrispondente modulo elastico E: la correlazione è sempre del tipo E = Ke · ?Rc [11]dove il valore della costante KE dipende dalle unità di misura adottate, da come è misurata la resistenza meccanica a compressione (Rc per provini cubici o fc per quelli cilindrici) ed E (modulo elastico tangenziale iniziale o modulo elastico secante).Per la normativa italiana, in assenza di misure dirette per E, il modulo elastico può essere calcolato con l’equazione [12]:E28 = 5850 · ?Rck [12]dove E28 ed Rck sono misurati a 28 giorni in MPa, Rck è riferito a provini cubici, ed E28 è il modulo elastico secante cioè ?1/3/?1/3 dove ?1/3 è la deformazione unitaria che corrisponde all’applicazione di uno sforzo (?1/3) pari ad 1/3 della resistenza meccanica a compressione (Rc28).In realtà l’equazione [12], o altre equivalenti all’equazione [11] con diversi valori di KE, sono delle correlazioni molto approssimate e non tengono conto del fatto che il modulo elastico dipende non solo dalla resistenza meccanica (cioè, in definitiva dal valore di a/c e dalla classe del cemento prescelto) ma anche dalla proporzione tra il componente più rigido (l’inerte generalmente con E molto elevato) e quello più deformabile (pasta di cemento con E molto minore) come è mostrato in Fig. 6. Il modulo elastico del calcestruzzo (E) dipende dalla pendenza iniziale della curva ?-? della Fig. 6: quanto maggiore è il contenuto di inerte nel calcestruzzo, tanto più la curva ?-? del calcestruzzo si avvicinerà a quella dell’inerte. D’altra parte, in un conglomerato ricco di cemento e povero di inerte (per es. una malta) la curva ?-? del conglomerato sarà più vicina alla curva ?-? della pasta cementizia.Occorre inoltre tener conto che, sia per l’inerte sia per la pasta di cemento, il modulo elastico, rispettivamente Ei ed Ep, sarà dipendente dal tipo di roccia più o meno rigida (granito, basalto, calcare, quarzite) o dal tipo di pasta cementizia (maggiore è a/c, minore è Ep).Per l’effettivo calcolo di E del calcestruzzo occorrerebbe far riferimento, più che alle equazioni [11] e [12], alle equazioni [13] e [14] dove E viene espresso in funzione dei moduli elastici Ei dell’inerte (circa 70-90 GPa), ed Ep della pasta di cemento (circa 20-30 GPa), oltre che delle loro rispettive frazioni volumetriche vi e vp:E = vi · Ei + vp · Ep = vi · Ei + ( 1 – vi ) · Ep [13] 1/ E = vi · ( 1/Ei ) + vp · ( 1/Ep ) = ( vi / Ei ) + ( 1 – vi / Ep ) [14]L’equazione [13] si basa sulla teoria dei materiali compositi dove i componenti inerte e pasta di cemento sono sottoposti allo stesso sforzo ?, mentre l’equazione [14] è riferita al modello che assume una stessa deformazione ? per i due componenti. In pratica, il modulo elastico del calcestruzzo potrà variare entro un intervallo di valori calcolabili con le equazioni [13] e [14] purché siano noti i valori di vi, Ei ed Ep. Poiché quasi sempre Ei >Ep l’aumento del modulo elastico del calcestruzzo E si realizza in pratica aumentando il volume di inerte (scegliendo un diametro massimo il più elevato possibile) e/o, sia pure in subordine, riducendo il rapporto a/c della matrice cementizia.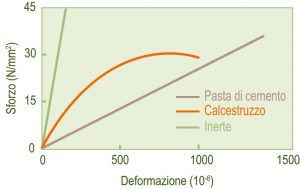
Fig. 6 – Tipico comportamento sforzo-deformazione del calcestruzzo e dei suoi componenti (inerti e pasta cementizia)

Superfluidificanti ed altri additivi per il calcestruzzo
Gli additivi
I superfluidificanti appartengono alla categoria degli additivi per calcestruzzo (M. Collepardi and V.S.Ramachandran, “Effect of Admixtures”, 9th International Congress on the Chemistry of Cement”, pp. 529-570, New Delhy, India, 23-28 November ,1992), cioè di quei prodotti chimici aggiunti, solitamente in piccole quantità, agli altri ingredienti del calcestruzzo al fine di migliorarne una o più prestazioni. A seconda della funzione coinvolta nel miglioramento gli additivi possono essere classificati in vari tipi, i più importanti dei quali sono:- acceleranti- ritardanti- superfluidificanti (e fluidificanti)- aerantiGli additivi acceleranti e quelli ritardanti hanno la funzione di modificare il grado di idratazione (a) del cemento solo alle brevi stagionature e modificano, quindi, le prestazioni del calcestruzzo in corso di esecuzione ma non le prestazioni delle strutture in esercizio. Gli additivi acceleranti, in particolare, fanno aumentare il grado di idratazione del cemento alle brevi stagionature in modo da accorciare i tempi di presa (acceleranti di presa) o di incrementare la resistenza meccanica nei primi giorni (acceleranti di indurimento) sopra tutto nei climi invernali quando la bassa temperatura rallenta il decorso della reazione iniziale tra l’acqua ed il cemento. L’effetto accelerante serve, per esempio, all’impresa per stagionare e rifinire più in fretta un pavimento in calcestruzzo che presenta tempi di presa troppo lunghi, o per scasserare più in fretta i getti di calcestruzzo senza immobilizzare troppo a lungo le casseforme. Gli acceleranti non modificano la resistenza meccanica del calcestruzzo alle lunghe stagionature, cioè in servizio, e pertanto le prestazioni delle strutture in opera non risentono beneficamente della eventuale presenza di acceleranti. Anzi, in passato, quando si impiegavano acceleranti a base di cloruri si sono registrati fenomeni di corrosione delle armature quando si eccedeva nel dosaggio di questi additivi.Gli additivi ritardanti, invece, hanno la funzione di ridurre il grado di idratazione (a) del cemento nelle prime ore, soprattutto in climi caldi quando l’alta temperatura accelera l’idratazione del cemento ostacolando il trasporto del calcestruzzo (perdita di lavorabilità), le operazioni di getto e quelle di finitura. Anche questi additivi aiutano l’impresa a risolvere qualche problema in fase esecutiva ma non modificano sostanzialmente le prestazioni del materiale in servizio.Gli additivi aeranti (Air-Entraining Agents, AEA, in inglese), invece, modificano le prestazioni del calcestruzzo in servizio migliorandone la resistenza al ghiaccio (si consulti l’articolo “Gelo e disgelo del calcestruzzo” presente nel sito www.encosrl.it è l’ABC del calcestruzzo).Gli additivi superfluidificanti ed in minor misura gli additivi fluidificanti modificano – a seconda del loro impiego – le prestazioni del calcestruzzo in corso di esecuzione e/o quelle in esercizio (durabilità, resistenza meccanica, ritiro, ecc.).
L’avvento dei superfluidificanti
Agli inizi degli anni 1970, la famiglia dei fluidificanti (a base di ligninsolfonato, un residuo dell’estrazione della cellulosa dal legno) fu tecnicamente sovrastata da superfluidificanti prodotti per sintesi chimica. In sostanza si potrebbe dire che le prestazioni di questi ultimi, nel seguito descritte, sono circa quattro volte più efficaci rispetto a quelle dei fluidificanti.Tutti i superfluidificanti sono basati su polimeri idrosolubili. I primi ad essere immessi sul mercato erano basati su poli-naftalin-solfonato (PNS) o su poli-melammin-solfonati (PMS). Più recentemente verso la fine del 1980 sono stati introdotti i poli-acrilati (PA) o poli-carbossilati (PC) che formano una famiglia molto vasta di nuovi polimeri tutti caratterizzati dall’assenza dei gruppi solfonici presenti nei PNS e PMS. Nella Fig. 1 sono mostrate le molecole di questi superfluidificanti.In linea di massima la quantità di additivo impiegata, rispetto alla massa del cemento, si aggira sull’1%. Ovviamente diminuendo o aumentando l’additivo (di solito non oltre il 2%) si riduce o si incrementa l’effetto dell’additivo. Fig. 1 – Composizione chimica dei più importanti superfluidificanti
Fig. 1 – Composizione chimica dei più importanti superfluidificanti
Le “tre facce di una stessa medaglia”
A seconda del modo di impiego, il calcestruzzo con superfluidificante può presentare rispetto al corrispondente calcestruzzo privo di additivo, determinati miglioramenti prestazionali. I possibili modi di impiego sono tre: essi tra loro strettamente correlati e tutti dipendenti da un unico effetto dell’additivo sul sistema acqua-cemento. Si potrebbe dire che si tratta delle “tre facce della stessa medaglia“.La “medaglia” è l’effetto deflocculante dell’additivo sui granuli di cemento dispersi in un mezzo acquoso. Una miscela di cemento molto diluita in acqua, depositata su vetro trasparente illuminato dal basso in alto con una lampada, osservata con microscopio ottico si presenta come nella foto della Fig. 2A: i granuli di cemento, opachi alla luce, si presentano come macchie nere mentre la parte bianca della foto corrisponde alla presenza dell’acqua che è trasparente alla luce. Salvo pochissimi granuli, che corrispondono alle macchie puntiformi nere, la maggior parte dei granuli di cemento si presenta in forma di agglomerati di molti granuli di cemento. Questo fenomeno – noto come flocculazione – deriva dall’attrazione di natura elettrostatica tra i vari granuli di cemento a seguito delle cariche elettrostatiche di segno opposto che si sono formate sulle superfici dei granuli per effetto della macinazione (e della rottura dei legami ionici presenti nei costituenti del clinker) durante il processo produttivo del cemento.In presenza dei superfluidificanti, i diversi granuli sono deflocculati, cioè dispersi (Fig. 2B) a seguito di uno dei due possibili meccanismi (A. Borsoi, S. Collepardi L. Coppola, R. Troli e M. Collepardi, “Progressi nei superfluidificanti per calcestruzzi”, L’Industria Italiana del Cemento, N° 741, pp 234-245, 1999):- adsorbimento sulla superficie dei granuli di cemento delle molecole di superfluidificante e formazione di cariche elettrostatiche dello stesso segno (negative) apportate dai gruppo anionici dei superfluidificanti PNS e PMS che provoca una repulsione elettrostatica (zeta potential) tra i granuli di cemento;- adsorbimento sulla superficie dei granuli di cemento delle molecole di superfluidificante PA che grazie alla ingombrante presenza delle catene laterali, impedisce ai granuli di cemento di avvicinarsi (steric hindrance) e di flocculare.Indipendentemente dal particolare meccanismo di azione (zeta potential o steric hindrance), l’effetto deflocculante dei superfluidificanti, nei confronti degli agglomerati formati da numerosi granuli di cemento (Fig. 2), può essere utilizzato in tre modi diversi (“tre facce”):- a pari composizione del calcestruzzo- con riduzione di acqua e di a/c (a pari cemento e lavorabilità)- con riduzione di acqua e cemento (a pari a/c e lavorabilità)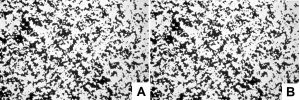
Fig. 2 – Osservazione al microscopio ottico di una pasta di cemento flocculata (A) e dispersa (B) per la presenza di additivo superfluidificante
Aggiunta del superfluidificante a pari composizione del calcestruzzo
Questa modalità di impiego consiste nell’aggiungere l’additivo ad una miscela cementizia (pasta, malta o calcestruzzo) senza alcuna modifica nella composizione ed in particolare del rapporto acqua-cemento (a/c). L’effetto è immediatamente visibile e consiste nell’aumento della fluidità della pasta (Fig. 3) o del calcestruzzo (Fig. 4). L’aumento di fluidità, conseguibile senza modifica del rapporto a/c, è strettamente correlabile con l’effetto disperdente (Fig. 2) giacché i granuli di cemento “individuali” – come sono nel sistema deflocculato di Fig. 2B – si muovono molto più liberamente e velocemente rispetto ai granuli del sistema flocculato (Fig. 2A) che si muove con più difficoltà a causa del suo maggior ingombro.La Fig. 5 illustra esemplificativamente le variazioni di prestazioni nella trasformazione di un calcestruzzo a consistenza S1 (terra umida) in un calcestruzzo a consistenza superfluida S5 (slump ³ 21 cm) a seguito dell’aggiunta di un superfluidificante (1% sul cemento) come mostrato in Fig. 4. A dire il vero nel passare da S1 ad S5 conviene aumentare il rapporto sabbia/ghiaia per ridurre la segregazione. Il vantaggio nell’impiegare l’additivo con queste modalità (cioè per migliorare la lavorabilità) comporta una maggiore affidabilità del getto della struttura reale che presenterà un maggior grado di compattazione indipendentemente dalla costipazione e dalla qualità della manodopera (si consulti l’articolo .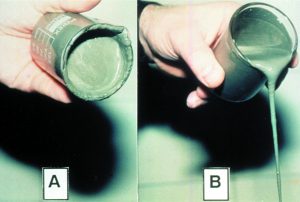
Fig. 3 – Pasta di cemento con rapporto a/c=0.35 in assenza (A) ed in presenza (B) di additivo superfluidificante

Fig. 4 – Calcestruzzo con rapporto a/C=0.45 in presenza ed in assenza di additivo superfluidificante

Fig. 5 – Aggiunta del superfluidificante (1%) senza modifica nella composizione del calcestruzzo (in particolare a pari a/c) e senza modifica delle prestazioni del calcestruzzo indurito
Aggiunta del superfluidificante a pari lavorabilità con riduzione di acqua e di a/c
Nell’esempio precedente (Fig. 5) si è mostrato il comportamento dell’additivo da vero e proprio superfluidificante perché fa aumentare la fluidità del sistema. Verrà ora illustrato l’esempio di impiego dell’additivo in forma di “super-riduttore di acqua” più che di superfluidificante vero e proprio. In realtà, come si è già detto, si tratta di una diversa (seconda) “faccia della stessa medaglia”: se è vero che il superfluidificante fa aumentare la classe di consistenza (nel caso di Fig. 5 da S1 ad S5), si può immaginare di aggiungere l’additivo e contemporaneamente di ridurre l’acqua di impasto (a) in modo da lasciare immutata la lavorabilità: in sostanza si approfitta del potere fluidificante dell’additivo per ridurre l’acqua di impasto a pari lavorabilità.In linea di massima, con un dosaggio dell’1% di additivo si può ridurre l’acqua del 15 o 20% (con PNS e PMS o con PA rispettivamente). Se ci si limita a ridurre l’acqua senza modificare il dosaggio di cemento (e compensando il volume di acqua ridotto con un eguale aumento del volume di inerte), il risultato finale sarà una diminuzione del 15-20% nel rapporto a/c a pari lavorabilità del calcestruzzo come è esemplificato in Fig. 6.A seguito della riduzione nel rapporto a/c si registra- una minore porosità e permeabilità;- una migliore durabilità- una maggiore resistenza meccanica;
Fig. 6 – Aggiunta del superfluidificante (1%) con riduzione di acqua (-20%) e del rapporto a/c (-20%), a pari lavorabilità, con miglioramento della durabilità ed aumento della resistenza meccanica
Aggiunta del superfluidificante a pari lavorabilità ed a/c con riduzione di acqua e cemento
La “terza” faccia della stessa medaglia è in realtà una combinazione delle due precedenti ed è sempre correlata con l’effetto disperdente-deflocculante dei granuli di cemento da parte del superfluidificante (Fig. 2).Supponiamo, per esempio, di partire da un calcestruzzo senza additivo già a consistenza superfluida (S5) per il quantitativo elevato di acqua (a = 220 Kg/m3), già meccanicamente resistente (Rck= 45 MPa) per il basso a/c (0.45), oltre che durabile e impermeabile. In conseguenza dell’elevato quantitativo di acqua (220 Kg/m3) e del basso rapporto a/c (0.45) il dosaggio di cemento diventa relativamente elevato :c = a/(a/c) = 220/0,45 = 489 kg/m3Inoltre, l’elevato contenuto di cemento comporta un forte sviluppo di calore con rischi di fessurazioni per l’insorgere di rilevanti gradienti termici ed elevata deformazione viscosa.L’elevato quantitativo di acqua per aumentare la lavorabilità e l’elevato dosaggio di cemento (c), che consegue da un alto valore di a ed un basso valore di a/c, comporta anche un ridotto quantitativo di inerte (i), ed un basso rapporto inerte-cemento (i/c) con elevata tendenza al ritiro igrometrico.Nella Fig. 7 è schematicamente mostrata la variazione di composizione (a pari a/c, Rck e lavorabilità) con aggiunta di superfluidificante (1%) per aumentare i/c (e ridurre quindi il ritiro igrometrico), e per ridurre c (e diminuire quindi lo sviluppo di calore ed il gradiente termico, oltre che la deformazione viscosa).
Fig. 7 – Aggiunta del superfluidificante (1%) con riduzione di acqua (-20%) e di cemento (-20%), a pari lavorabilità, resistenza meccanica e durabilità, con riduzione di ritiro igrometrico, gradiente termico e deformazione viscosa
Conclusioni
L’impiego dei superfluidificanti ha rivoluzionato il mondo delle costruzioni in c.a. e c.a.p.. E’ possibile, infatti, a seconda della modalità di impiego:- migliorare la lavorabilità e l’affidabilità delle strutture in opera (a pari a/c);- aumentare Rck e durabilità riducendo l’acqua (a) e quindi a/c (a pari lavorabilità);- ridurre il ritiro igrometrico, il gradente termico e la deformazione viscosa riducendo sia l’acqua (a) che il cemento (c), a pari a/c e pari lavorabilità.

Temperatura del calcestruzzo
La temperaturaLa temperatura gioca un ruolo considerevole sulle prestazioni meccaniche del calcestruzzo (in particolare, sul loro decorso in funzione del tempo di stagionatura), e sul comportamento del calcestruzzo in servizio dal punto di vista della durabilità oltre che della resistenza meccanica. Nei paragrafi che seguono verranno esaminati i seguenti argomenti:- influenza della temperatura sulla resistenza meccanica;- influenza della temperatura sull’organizzazione del cantiere;- trattamenti termici a vapore;- calore di idratazione, gradienti termici e rischi di fessurazione.
Influenza della temperatura sulle prestazioni meccaniche
Le prove di norma (EN 197/1) che vengono eseguite sulle malte per la classificazione meccanica dei cementi e quelle (EN 206) per la determinazione della Rck dei calcestruzzi, debbono essere entrambe eseguite su materiali stagionati in condizioni termo-igrometriche standard ed in particolare a 20°C. La scelta di una ben determinata temperatura deriva proprio dal fatto che essa influenza il risultato della resistenza meccanica tanto dei cementi (in forma di malta) quanto dei calcestruzzi. Poiché a questa prestazione meccanica viene correlato il costo di questi materiali, è necessario, per stabilire regole chiare e certe tra fornitore e committente, precisare una temperatura di riferimento (appunto 20° C) alla quale stagionare malte e calcestruzzi prima di determinarne la resistenza meccanica.I calcestruzzi, però, nella pratica di cantiere sono gettati e stagionati a temperature talvolta molto diverse dai 20°C. E’ importante, quindi, conoscere la correlazione tra temperatura di stagionatura e resistenza meccanica del calcestruzzo per poter prevedere, sulle basi dei risultati a 20°C, le prestazioni dei calcestruzzi in cantiere a qualsiasi temperatura ambientale.La Fig. 1 mostra, esemplificativamente, la resistenza meccanica a compressione Rc dello stesso calcestruzzo stagionato a 10°C, 20°C e 30°C fino a 90 giorni. Dall’esame dei risultati illustrati in Fig. 1 si possono fare tre considerazioni pratiche:
- alle brevi stagionature (1-7 gg) maggiore è la temperatura, maggiore è la resistenza meccanica a compressione;
- alle lunghe stagionature (>> 28 gg) minore è la temperatura, maggiore è la resistenza meccanica a compressione;
- a 28 giorni le resistenze meccaniche a compressione alle temperature ambientali fredde (10°C) o calde (30°C) non sono molto diverse da quelle alla temperatura standard di riferimento (20°C).
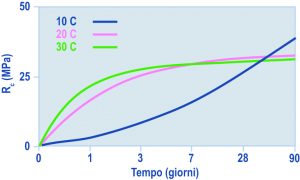 Fig. 1 – Decorso della resistenza meccanica a compressione (Rc) di un calcestruzzo in funzione del tempo a diverse temperatureIn base alla considerazione 1) un clima invernale riduce la resistenza meccanica alle brevi stagionature e ciò dipende dal fatto che la reazione di idratazione del cemento procede più lentamente alle basse temperature. In altre parole Rc è minore alle basse temperature perché è minore il grado di idratazione a. In base alla considerazione 2), un clima invernale fa aumentare la resistenza meccanica alle lunghe o lunghissime stagionature, ma questo aumento difficilmente può essere correlato con il grado di idratazione; infatti, è presumibile che, a qualsiasi stagionatura, aumenti con la temperatura come avviene solitamente per ogni processo chimico (Fig. 2). L’aumento di Rc al diminuire della temperatura alle lunghe stagionature (Fig. 1), nonostante che a non aumenti al diminuire della temperatura (Fig. 2), porta a ritenere che la qualità delle fibre del C-S-H sia responsabile di questo effetto. In altre parole, la qualità delle fibre che crescono lentamente a bassa temperatura è migliore (cioè sono meccanicamente più “robuste”) di quelle che crescono velocemente ad alta temperatura; tuttavia, alle brevi stagionature prevale la maggiore quantità delle fibre di C-S-H (cioè il valore più alto di ?) sulla loro inferiore qualità nel determinare una crescita di Rc con la temperatura; alle lunghe ed ancor più alle lunghissime stagionature, quando il valore di ? si approssima ad 1 anche alle basse temperature (Fig. 2) (cioè quando la quantità di fibre di C-S-H è più o meno la stessa alle diverse temperature), allora la migliore qualità delle fibre di C-S-H, che si formano a bassa temperatura, prevale nel determinare la resistenza meccanica. La considerazione 3) giustifica perché la Rck sia convenzionalmente misurata in laboratorio a 20°C dopo 28 giorni, quando cioè non cambia significativamente con la temperatura: pertanto la resistenza meccanica misurata in laboratorio a 20°C non è molto diversa da quella eventualmente misurata alle temperature del cantiere.La Fig. 1 mostra che alle basse temperature (0-5°C), quando la reazione di idratazione del cemento procede lentamente, occorrono tempi lunghi per raggiungere e superare le prestazioni ottenute alle temperature più elevate. In altre parole i calcestruzzi gettati e maturati in inverno, presentano in servizio le prestazioni migliori. E allora perché le imprese preferiscono l’estate all’inverno per l’esecuzione delle opere in calcestruzzo? La ragione di questa scelta è legata alla produttività del processo costruttivo piuttosto che alla qualità della costruzione in servizio come è mostrato nel prossimo paragrafo.
Fig. 1 – Decorso della resistenza meccanica a compressione (Rc) di un calcestruzzo in funzione del tempo a diverse temperatureIn base alla considerazione 1) un clima invernale riduce la resistenza meccanica alle brevi stagionature e ciò dipende dal fatto che la reazione di idratazione del cemento procede più lentamente alle basse temperature. In altre parole Rc è minore alle basse temperature perché è minore il grado di idratazione a. In base alla considerazione 2), un clima invernale fa aumentare la resistenza meccanica alle lunghe o lunghissime stagionature, ma questo aumento difficilmente può essere correlato con il grado di idratazione; infatti, è presumibile che, a qualsiasi stagionatura, aumenti con la temperatura come avviene solitamente per ogni processo chimico (Fig. 2). L’aumento di Rc al diminuire della temperatura alle lunghe stagionature (Fig. 1), nonostante che a non aumenti al diminuire della temperatura (Fig. 2), porta a ritenere che la qualità delle fibre del C-S-H sia responsabile di questo effetto. In altre parole, la qualità delle fibre che crescono lentamente a bassa temperatura è migliore (cioè sono meccanicamente più “robuste”) di quelle che crescono velocemente ad alta temperatura; tuttavia, alle brevi stagionature prevale la maggiore quantità delle fibre di C-S-H (cioè il valore più alto di ?) sulla loro inferiore qualità nel determinare una crescita di Rc con la temperatura; alle lunghe ed ancor più alle lunghissime stagionature, quando il valore di ? si approssima ad 1 anche alle basse temperature (Fig. 2) (cioè quando la quantità di fibre di C-S-H è più o meno la stessa alle diverse temperature), allora la migliore qualità delle fibre di C-S-H, che si formano a bassa temperatura, prevale nel determinare la resistenza meccanica. La considerazione 3) giustifica perché la Rck sia convenzionalmente misurata in laboratorio a 20°C dopo 28 giorni, quando cioè non cambia significativamente con la temperatura: pertanto la resistenza meccanica misurata in laboratorio a 20°C non è molto diversa da quella eventualmente misurata alle temperature del cantiere.La Fig. 1 mostra che alle basse temperature (0-5°C), quando la reazione di idratazione del cemento procede lentamente, occorrono tempi lunghi per raggiungere e superare le prestazioni ottenute alle temperature più elevate. In altre parole i calcestruzzi gettati e maturati in inverno, presentano in servizio le prestazioni migliori. E allora perché le imprese preferiscono l’estate all’inverno per l’esecuzione delle opere in calcestruzzo? La ragione di questa scelta è legata alla produttività del processo costruttivo piuttosto che alla qualità della costruzione in servizio come è mostrato nel prossimo paragrafo.
Influenza della temperatura ambientale sul getto in cantiere
Nel periodo invernale gli inconvenienti principali sono legati al ritardo iniziale nella presa e nell’indurimento. Questo ritardo provoca un allungamento dei tempi di finitura nei pavimenti e negli intonaci, ed un rinvio nella scasseratura delle strutture che richiedono un raggiungimento di 5-10 MPa nella Rc. Per evitare questi inconvenienti è consigliabile:- evitare i getti nel tardo pomeriggio con inevitabile raffreddamento notturno che coincide con le prime ore di stagionatura;- proteggere, se possibile, gli ingredienti (soprattutto gli inerti) dal freddo e soprattutto dal gelo;- proteggere i getti non casserati (pavimenti) con teli o isolamenti termici (pannelli in polistirolo) per non disperdere il calore di idratazione che favorisce un aumento di temperatura nel calcestruzzo rispetto all’ambiente;- impiegare preferibilmente cementi di classe 35.5R invece che 32.5 o, ancor meglio, di classe 42.5R;- impiegare, se possibile, acqua calda per l’impasto da mescolare con gli inerti prima dell’aggiunta del cemento;- impiegare additivi acceleranti e riduttori di acqua non ritardanti per incrementare la Rc alle brevi stagionature;- rinviare il getto a giorni con clima meno sfavorevole quando la temperatura è prossima a 0°C, quando cioè lo sviluppo della Rc è fortemente rallentata e soprattutto quando esiste un rischio di danno irreversibile nel calcestruzzo ancora “tenero” per una gelata che fa congelare l’acqua libera dell’impasto cementizio.Nel periodo estivo, invece, il maggior problema è rappresentato dalla perdita di lavorabilità del calcestruzzo fresco a causa dell’accelerazione del processo d’idratazione alle brevissime stagionature con l’aumento di temperatura (Fig. 2). Per ovviare a questo inconveniente – che spesso si traduce in ri-aggiunte d’acqua sul cantiere- si può raffreddare il calcestruzzo aggiungendo ghiaccio tritato in luogo di acqua normale o, più semplicemente, utilizzando additivi ritardanti o superfluidificanti di tipo ritardante.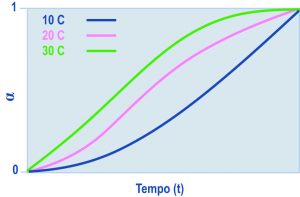 Fig. 2 – Influenza della temperatura sul decorso del grado di idratazione (a)
Fig. 2 – Influenza della temperatura sul decorso del grado di idratazione (a)
Trattamento termico del calcestruzzo in prefabbricazione
Il trattamento termico consiste nel riscaldare artificialmente il calcestruzzo al fine di accelerare l’idratazione del cemento e di ottenere, quindi, in tempi brevi (qualche giorno) una prestazione solitamente ottenibile in cantiere nel giro di qualche settimana.L’esigenza del riscaldamento del calcestruzzo nasce soprattutto nei Paesi Nordici dove, per un lungo periodo dell’anno le condizioni climatiche sono sfavorevoli, per le basse temperature, ad un normale indurimento del calcestruzzo. Questa tecnica consente, proprio grazie alla maturazione accelerata, di ottenere rapidamente elementi strutturali (travi, pilastri, pannelli, lastre, ecc) prodotti in un impianto industriale (prefabbricazione) da trasportare e montare in cantiere. Successivamente, proprio per i vantaggi conseguibili con un’elevata produttività, il trattamento termico è stato adottato anche in Paesi, come il nostro, dove le condizioni climatiche sfavorevoli al getto del calcestruzzo nei cantieri sono limitate a pochi giorni o al massimo a 1-2 mesi. Tuttavia l’adozione della maturazione accelerata si giustifica economicamente quando il numero di elementi prefabbricati da produrre è elevato e conseguibile solo con una determinata cassaforma.Il riscaldamento deve avvenire senza che il calcestruzzo perda parte della sua acqua di impasto con conseguenti rischi di fessurazione promossa dal ritiro. Per evitare il rischio di fessurazione occorre realizzare il riscaldamento in un ambiente sempre saturo di vapore.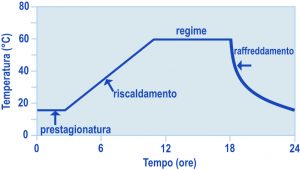 Fig. 3 – Diagramma temperatura-tempo per un trattamento termico in prefabbricazioneLa Fig. 3 mostra un tipico diagramma temperatura-tempo (T – t) nel quale si possono individuare quattro stadi:- stagionatura preliminare (pre-stagionatura) a temperatura ambiente;– riscaldamento da temperatura ambiente a quella di regime:- conservazione della temperatura a regime;– raffreddamento della temperatura di regime a quella ambientale.E’ necessario rispettare alcune regole pratiche per evitare fessurazioni degli elementi prefabbricati (con grave pregiudizio per la loro durabilità) a causa di gradienti termici tra i vari ingredienti del calcestruzzo:
Fig. 3 – Diagramma temperatura-tempo per un trattamento termico in prefabbricazioneLa Fig. 3 mostra un tipico diagramma temperatura-tempo (T – t) nel quale si possono individuare quattro stadi:- stagionatura preliminare (pre-stagionatura) a temperatura ambiente;– riscaldamento da temperatura ambiente a quella di regime:- conservazione della temperatura a regime;– raffreddamento della temperatura di regime a quella ambientale.E’ necessario rispettare alcune regole pratiche per evitare fessurazioni degli elementi prefabbricati (con grave pregiudizio per la loro durabilità) a causa di gradienti termici tra i vari ingredienti del calcestruzzo:
- la pre-stagionatura deve essere almeno di 2 ore in modo che il calcestruzzo, all’inizio del riscaldamento, non sia ancora fluido e presenti invece un minimo di consistenza (slump £ 1 cm); il tempo di pre-stagionatura si riduce all’aumentare della classe di resistenza del cemento e della temperatura ambientale; in caso di calcestruzzo resistente al gelo, e quindi con microbolle d’aria, è necessario ancor più evitare di esporre il calcestruzzo fresco al riscaldamento quando è ancora troppo fluido per limitare un indesiderato rigonfiamento del calcestruzzo per la dilatazione termica delle microbolle d’aria;
- la velocità di riscaldamento (T/dt) deve essere compresa tra 10 e 30 °C/ora, preferibilmente non superiore a 20°C/ora, soprattutto se non si può rispettare il vincolo della pre-stagionatura (t ³ 2 ore); con una pre-stagionatura di almeno 2 ore e con una velocità di riscaldamento non superiore a 20°C/ora le strutture dovrebbero risultare integre al termine del ciclo di vapore, mentre il rischio di fessurazione aumenta riducendo la pre-stagionatura e/o aumentando la velocità di riscaldamento oltre i limiti sopra menzionati;
- è consigliabile adottare una temperatura di regime non eccessivamente elevata, preferibilmente non superiore a 60°C, per evitare rischi di fessurazione postuma da DEF;
- è necessario evitare uno shock termico in fase di raffreddamento, soprattutto scasserando gli elementi prefabbricati ancora caldi in clima invernale, per non innescare fessure di origine termica.
In Fig. 4 è mostrato un tipico sviluppo di resistenza meccanica a compressione per lo stesso calcestruzzo stagionato sempre a temperatura ambiente (20°C) o maturato a vapore (con il ciclo termico della Fig. 3) e quindi stagionato a temperatura ambiente. Alle brevi stagionature (1-3 giorni) la Rc è maggiore nel calcestruzzo trattato a vapore; a 7 giorni le resistenze meccaniche con e senza trattamento termico si equivalgono; alle stagionature più lunghe la Rc è maggiore nel calcestruzzo stagionato naturalmente che non in quello trattato a vapore e la differenza può essere ascritta alla qualità delle fibre di C-S-H come già illustrato precedentemente.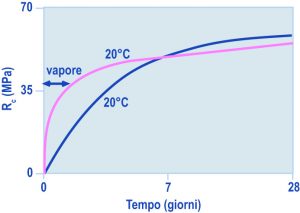 Fig. 4 – Influenza del trattamento a vapore sulla resistenza meccanica a compressione (Rc) rispetto a quella dello stesso calcestruzzo stagionato sempre a 20°C
Fig. 4 – Influenza del trattamento a vapore sulla resistenza meccanica a compressione (Rc) rispetto a quella dello stesso calcestruzzo stagionato sempre a 20°C
Calore di idratazione, gradienti termici e rischi di fessurazione
L’idratazione del cemento è una reazione esotermica che avviene con sviluppo di calore. Il calore di idratazione unitario, cioè riferito ad 1 Kg di cemento, dipende dal tipo e dalla classe di resistenza del cemento: maggiore sono il contenuto di clinker Portland e la finezza del cemento (cioè la classe di resistenza), più rapido è lo sviluppo di calore (Tabella 1).Il calore di idratazione provoca il riscaldamento del calcestruzzo. In condizioni adiabatiche, cioè in assenza di alcuna perdita di calore dal calcestruzzo, l’aumento di temperatura (?Tt)ad, al tempo t, può essere così calcolato: qt · c = m · r · (?Tt)ad [1]dove qt (in KJ/Kg) è il calore di idratazione unitario del cemento (Tabella 1), c è il dosaggio di cemento nel calcestruzzo (in Kg/m3), qt · c (in KJ/m3 di calcestruzzo) è il calore sviluppato in 1 m3 al tempo t, m è la massa di 1 m3 di calcestruzzo (@ 2400 Kg/m3), r è il calore specifico del calcestruzzo [@ 1,1 KJ/(kg ·°C)]. In Fig. 5 è riportato l’incremento di temperatura (?Tt)ad in funzione del tempo di idratazione (t) per un calcestruzzo con 300 Kg/m3 di cemento CEM II/A-L 42.5R in condizioni adiabatiche:(?Tt)ad = qt · 300/(2400 · 1.1) [2]Inserendo nella [2] I valore di qt ai vari tempi (Tabella 1) si ricava la curva di Fig. 5.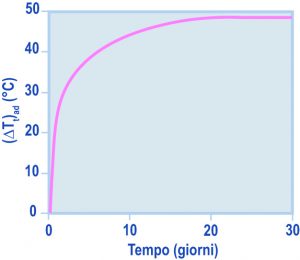 Fig. 5 – Incremento di temperatura (?Tt) in funzione del tempo (t) calcestruzzo in condizioni adiabatiche: 300 kg/m3 di CEM II/A-L 42.5R
Fig. 5 – Incremento di temperatura (?Tt) in funzione del tempo (t) calcestruzzo in condizioni adiabatiche: 300 kg/m3 di CEM II/A-L 42.5R 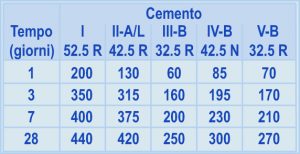 Tabella 1 – Calore di idratazione (KJ/Kg) di alcuni cementi a vari tempi di idratazioneNel caso di un riscaldamento non adiabatico, come si verifica usualmente nelle strutture reali, l’andamento della temperatura sarà prima crescente (quando nei primi 2-3 giorni il calore d’idratazione si sviluppa ad alta velocità), e dopo decrescente (quando la dissipazione del calore dal calcestruzzo all’ambiente prevale sullo sviluppo del calore di idratazione che dopo 7 giorni procede più lentamente). Nella Fig. 6 è mostrato esemplificativamente ?Tt (in condizioni non adiabatiche) in funzione del tempo (t) in una zona della struttura termicamente più isolata (nucleo) ed in una zona corticale periferica dove il calore di idratazione è dissipato più rapidamente.A causa del diverso isolamento termico del calcestruzzo nella zona centrale (nucleo) ed in quella periferica, si instaura un gradiente termico (?Tt) tra la parte più calda e quella più fredda della struttura: ?Tt rappresenta il riscaldamento, cioè la variazione di temperatura in funzione del tempo (t) nello stesso punto della struttura, mentre ?Tt rappresenta il gradiente termico, cioè la differenza di temperatura, ad un determinato tempo (t), tra due diversi punti della struttura (nel caso specifico tra il nucleo, più caldo, e la periferia, più fredda).. Il massimo valore del gradiente termico (T)max si raggiunge solitamente a 3 giorni e comunque raramente oltre 7 giorni (Fig. 6). Se il valore di (?T)max supera 20°C esiste un rischio di fessurazione per le tensioni conseguenti alle differenti variazioni dimensionali. La fessurazione potrà apparire sulla superficie durante i primi 2-3 giorni (cioè nella fase di riscaldamento in Fig. 6) a causa delle tensioni di compressione nel nucleo più caldo (che vorrebbe dilatarsi) che provoca tensioni di trazione sulla superficie più fredda della struttura; in realtà questo tipo di rischio, che pure esiste, non è elevatissimo, perché il modulo elastico (E) è basso e, quindi, si instaurano basse tensioni a causa delle differenze termiche. Inoltre, si registra un rilassamento viscoso che mitiga le tensioni insorte tra nucleo e periferia.La fessurazione potrà verificarsi nel nucleo della struttura (quindi più insidiosamente perché non visibile) nella fase di raffreddamento di Fig. 6 per l’insorgere di tensioni di trazione nel nucleo che si raffredda più rapidamente della periferia. Poiché nel frattempo il calcestruzzo è diventato più rigido, le variazioni dimensionali di origine termica provocano una maggiore tensione. Inoltre, il rilassamento viscoso va diminuendo con l’aumento di rigidità del sistema, e quindi gioca un ruolo meno importante nel mitigare le tensioni.Mentre il calcolo di (?Tt)ad in condizioni adiabatiche attraverso la [2] è relativamente semplice, il calcolo di (?T)t è troppo complesso poiché dipende anche da fattori difficilmente prevedibili (condizioni eoliche e termiche nei giorni immediatamente dopo il getto) che influenzano la dispersione del calore, oltre che dalle dimensioni e dalla geometria delle strutture. Tuttavia, è possibile calcolare il valore di (?T)max nella ipotesi estrema e conservativa di riscaldamento adiabatico nel nucleo e di dissipazione termica totale in periferia (temperatura sempre eguale a quella dell’ambiente): in queste condizioni il valore di (?Tt)max coincide con quello di (?Tt)ad; cioè la differenza di temperatura tra nucleo e periferia (Fig. 6) coincide con il riscaldamento adiabatico del nucleo (Fig. 5).
Tabella 1 – Calore di idratazione (KJ/Kg) di alcuni cementi a vari tempi di idratazioneNel caso di un riscaldamento non adiabatico, come si verifica usualmente nelle strutture reali, l’andamento della temperatura sarà prima crescente (quando nei primi 2-3 giorni il calore d’idratazione si sviluppa ad alta velocità), e dopo decrescente (quando la dissipazione del calore dal calcestruzzo all’ambiente prevale sullo sviluppo del calore di idratazione che dopo 7 giorni procede più lentamente). Nella Fig. 6 è mostrato esemplificativamente ?Tt (in condizioni non adiabatiche) in funzione del tempo (t) in una zona della struttura termicamente più isolata (nucleo) ed in una zona corticale periferica dove il calore di idratazione è dissipato più rapidamente.A causa del diverso isolamento termico del calcestruzzo nella zona centrale (nucleo) ed in quella periferica, si instaura un gradiente termico (?Tt) tra la parte più calda e quella più fredda della struttura: ?Tt rappresenta il riscaldamento, cioè la variazione di temperatura in funzione del tempo (t) nello stesso punto della struttura, mentre ?Tt rappresenta il gradiente termico, cioè la differenza di temperatura, ad un determinato tempo (t), tra due diversi punti della struttura (nel caso specifico tra il nucleo, più caldo, e la periferia, più fredda).. Il massimo valore del gradiente termico (T)max si raggiunge solitamente a 3 giorni e comunque raramente oltre 7 giorni (Fig. 6). Se il valore di (?T)max supera 20°C esiste un rischio di fessurazione per le tensioni conseguenti alle differenti variazioni dimensionali. La fessurazione potrà apparire sulla superficie durante i primi 2-3 giorni (cioè nella fase di riscaldamento in Fig. 6) a causa delle tensioni di compressione nel nucleo più caldo (che vorrebbe dilatarsi) che provoca tensioni di trazione sulla superficie più fredda della struttura; in realtà questo tipo di rischio, che pure esiste, non è elevatissimo, perché il modulo elastico (E) è basso e, quindi, si instaurano basse tensioni a causa delle differenze termiche. Inoltre, si registra un rilassamento viscoso che mitiga le tensioni insorte tra nucleo e periferia.La fessurazione potrà verificarsi nel nucleo della struttura (quindi più insidiosamente perché non visibile) nella fase di raffreddamento di Fig. 6 per l’insorgere di tensioni di trazione nel nucleo che si raffredda più rapidamente della periferia. Poiché nel frattempo il calcestruzzo è diventato più rigido, le variazioni dimensionali di origine termica provocano una maggiore tensione. Inoltre, il rilassamento viscoso va diminuendo con l’aumento di rigidità del sistema, e quindi gioca un ruolo meno importante nel mitigare le tensioni.Mentre il calcolo di (?Tt)ad in condizioni adiabatiche attraverso la [2] è relativamente semplice, il calcolo di (?T)t è troppo complesso poiché dipende anche da fattori difficilmente prevedibili (condizioni eoliche e termiche nei giorni immediatamente dopo il getto) che influenzano la dispersione del calore, oltre che dalle dimensioni e dalla geometria delle strutture. Tuttavia, è possibile calcolare il valore di (?T)max nella ipotesi estrema e conservativa di riscaldamento adiabatico nel nucleo e di dissipazione termica totale in periferia (temperatura sempre eguale a quella dell’ambiente): in queste condizioni il valore di (?Tt)max coincide con quello di (?Tt)ad; cioè la differenza di temperatura tra nucleo e periferia (Fig. 6) coincide con il riscaldamento adiabatico del nucleo (Fig. 5).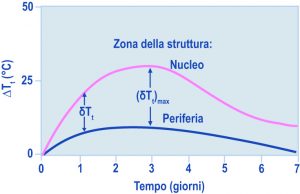 Fig. 6 – Variazioni della temperatura (?Tt) in funzione del tempo (t) con formazione di gradienti termici (?T3) in calcestruzzo non in condizioni adiabaticheAssumendo realisticamente che il (?Tt)max è raggiunto solitamente a tre giorni si può porre:(?T3)max = (?T3)adAttraverso la [1] si ottiene(?T3)max = q3 · c / m· r
Fig. 6 – Variazioni della temperatura (?Tt) in funzione del tempo (t) con formazione di gradienti termici (?T3) in calcestruzzo non in condizioni adiabaticheAssumendo realisticamente che il (?Tt)max è raggiunto solitamente a tre giorni si può porre:(?T3)max = (?T3)adAttraverso la [1] si ottiene(?T3)max = q3 · c / m· r
Se si pone (?T3)max eguale a 20°C (massimo gradiente termico accettabile, oltre il quale esiste il rischio di fessurazione) si ottiene:
q3 · c = 20 · m· r
Inserendo 2400 Kg/m2 al posto di m, e 1,1 KJ/(Kg·c) al posto di r si ottiene:
q3 · c = 52800 KJ/m3
Scegliendo il tipo di cemento e conseguentemente il valore di q3 dalla Tabella 1, si può calcolare il massimo dosaggio di cemento (c), attraverso la [6], per non superare il gradiente termico (?T3)max di 20°C. Per esempio il valore del dosaggio di cemento (c) diventa 167 Kg/m3 con il CEM II A-L 42.5R e 330 Kg/m3 se si sceglie il CEM III/B 42.5 con un minor calore di idratazione (q3=315 e 160 KJ/kg rispettivamente).
Questo esempio mostra quanto si importante, per un getto massivo (platea di fondazione, diga, ecc.), la scelta di un cemento a basso calore di idratazione al fine di mantenere il rischio di fessurazione entro determinanti limiti pur impiegando un dosaggio di cemento abbastanza alto per ottenere un calcestruzzo sufficientemente coesivo e pompabile.

Viscosità del calcestruzzo: Deformazione viscosa o creep
Definizione del creep
La viscosità (o la deformazione viscosa o anche creep in inglese) rappresenta la variazione unitaria di lunghezza (?c = ?l/l0) quando il calcestruzzo indurito (dopo un certo tempo t0 dal getto) è sottoposto all’azione di una sollecitazione di compressione (?‘c) o di trazione (?‘t) permanente per un determinato tempo t, di solito continuamente, più raramente variabile ciclicamente. Subito dopo l’applicazione di una generica sollecitazione s’, (di compressione o di trazione) al tempo t0, il materiale si deforma immediatamente, e se la deformazione (?e) non è molto grande, come solitamente avviene, essa si trova nel campo elastico, cioè obbedisce alla legge di Hooke (Fig. 1a) ed è facilmente calcolabile con l’equazione [1]:?e = ?‘ /E [1]dove E è il modulo elastico.Se la sollecitazione s‘ viene conservata per un tempo t sufficientemente lungo, oltre alla deformazione elastica immediata (?e), il materiale subisce un’ulteriore deformazione (?c) che aumenta con il tempo (Fig. 1b) tendendo ad una valore limite asintotico (?c?). La deformazione ec è appunto il creep ed ec? è il creep ultimo cui tende la deformazione viscosa dopo un tempo infinito (t = ?).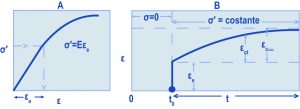 Fig. 1 – A: Deformazione elastica istantanea ?e misurata al tempo t0 dal getto del calcestruzzo B: Deformazione viscosa ?c successiva a quella elasticaSul ruolo importantissimo giocato dal creep nelle strutture in c.a. e c.a.p. si consiglia il lettore di leggere due articoli scritti da Adam Neville sui numeri di Maggio e Giugno di Concrete International (Creep of Concrete and Behavior of Structures Part I: Problems; Part II: Dealing with Problems). In particolare Neville sottolinea l’importanza di non fidarsi solo dei valori di creep riportati dai codici per il calcestruzzo, ma di tener conto della complessità del fenomeno sul quale agiscono ed interagiscono vari fattori. Alcuni di questi riguardano le condizioni di servizio (il carico che grava sulle strutture, la loro geometria ed il tempo di applicazione del carico), altri fattori riguardano le condizioni ambientali (l’umidità relativa), ed altri ancora le proprietà dello specifico calcestruzzo impiegato (dosaggio di cemento, rapporto a/c, modulo elastico e qualità dell’inerte) e non di un generico calcestruzzo come spesso impropriamente viene messo in conto dai progettisti quando si preoccupano delle conseguenze del creep.
Fig. 1 – A: Deformazione elastica istantanea ?e misurata al tempo t0 dal getto del calcestruzzo B: Deformazione viscosa ?c successiva a quella elasticaSul ruolo importantissimo giocato dal creep nelle strutture in c.a. e c.a.p. si consiglia il lettore di leggere due articoli scritti da Adam Neville sui numeri di Maggio e Giugno di Concrete International (Creep of Concrete and Behavior of Structures Part I: Problems; Part II: Dealing with Problems). In particolare Neville sottolinea l’importanza di non fidarsi solo dei valori di creep riportati dai codici per il calcestruzzo, ma di tener conto della complessità del fenomeno sul quale agiscono ed interagiscono vari fattori. Alcuni di questi riguardano le condizioni di servizio (il carico che grava sulle strutture, la loro geometria ed il tempo di applicazione del carico), altri fattori riguardano le condizioni ambientali (l’umidità relativa), ed altri ancora le proprietà dello specifico calcestruzzo impiegato (dosaggio di cemento, rapporto a/c, modulo elastico e qualità dell’inerte) e non di un generico calcestruzzo come spesso impropriamente viene messo in conto dai progettisti quando si preoccupano delle conseguenze del creep.
Creep del calcestruzzo, creep puro e creep da essiccamento
Come si è sopra accennato il creep del calcestruzzo è funzione di un numero considerevole di parametri che includono:a) sollecitazione applicata s‘;b) modulo elastico (E) del calcestruzzo;c) umidità relativa (UR) dell’ambiente;d) tempo (t0) di applicazione della sollecitazione contato a partire dal getto del calcestruzzo;e) composizione del calcestruzzo (a/c, c);f) geometria della struttura (spessore fittizio h);g) tempo t di mantenimento della sollecitazione contato a partire dal momento dell’applicazione della sollecitazione ?‘.Prima ancora di entrare nel dettaglio del creep in funzione dei vari parametri sopra riportati di carattere ambientare (UR), progettuale (?’, h, t), esecutivo (t0) e composizionale (a/c, c, E), conviene esaminare l’interazione tra creep e ritiro che, nel caso di sollecitazioni a compressione (?’c), sono dello stesso segno e si sommano. Nella Fig. 2 sono schematizzate tre possibili situazioni:a) una struttura in calcestruzzo in assenza di sollecitazioni (?‘c=0), in ambiente insaturo di vapore, sottoposta ad un ritiro igrometrico (S) in assenza di vincoli a partire dal tempo di scasseratura (t0), misurato a partire dal momento del getto (t=0);b) una struttura in calcestruzzo, in ambiente saturo di vapore (UR = 95-100%) e quindi priva di ritiro, sottoposta, al tempo t0, ad una sollecitazione ?’c che provoca una deformazione elastica ?e cui si somma la successiva deformazione ?c da creep (deformazione totale ?T= ?e+?c): il valore di ?c misurato in queste condizioni, cioè in assenza di ritiro, prende il nome di creep puro o creep fondamentale;c) una struttura in calcestruzzo esposta al tempo t0 in ambiente insaturo di vapore che provoca un ritiro S, e simultaneamente sottoposta alla sollecitazione (?‘c): in queste condizioni la deformazione totale (?T) risulta maggiore della somma dei singoli contributi alla deformazione (?e, ?c, S):?T > ?e + ?c + S [2] Fig. 2: a – Contrazione da ritiro (S) in ambiente insaturo di vapore (UR<95%) ed in assenza di sollecitazione; b – Contrazione elastica iniziale (?e) seguita da quella da creep puro (?c) in presenza di una sollecitazione a compressione costante (?‘c) in ambiente saturo di vapore;c – Deformazione totale (?T) dovuta alla deformazione elastica iniziale (?e), più la deformazione da creep puro (?c), più la deformazione da ritiro (S), più la deformazione da creep da essiccamento (?d).La differenza tra la deformazione totale ?T misurata nelle condizioni della Fig. 2c, e la somma dei singoli contributi deformazionali prende il nome di creep da essiccamento (drying creep) e viene indicato con il simbolo ?d (area punteggiata in Fig. 2c). La deformazione totale diventa pertanto:?T = ?e + ?c + S + ?d [3]Ciò significa che, sotto la sollecitazione di compressione ?‘c in ambiente insaturo di vapore, l’evaporazione dell’acqua è maggiore di quella che si registra in assenza di ?‘c e che determina il ritiro S: la maggiore evaporazione dell’acqua – una sorta di “effetto spremitura” del calcestruzzo a compressione – comporta una maggiore deformazione addizionale (?d) che si somma agli altri contributi deformazionali. In particolare il contributo del creep totale (?cT) è dato dalla somma del creep puro ?c e dal creep da essiccamento (?d):?cT = ?c + ?d [4]La [4] pertanto può anche essere scritta in forma di?T = ?e + S + ?cT [5]Per il calcolo della deformazione totale ?T in una struttura esposta al ritiro (S) ed al creep (?cT) determinato dalla sollecitazione (?‘c) applicata al tempo t0, la [5], tenendo conto della [1], diventa:?T = (?’c/Et0) + S + ?cT [6]dove Et0 è il modulo elastico del calcestruzzo al tempo (t0) quando si applica la sollecitazione ?‘c. Il calcolo di S è trattato nell’articolo “Umidità Relativa” presente su www.encosrl.it. Di seguito è descritto il calcolo del creep totale (?cT), da sommare al contributo elastico (?‘c/Et0) ed al ritiro (S), per determinare la deformazione totale (?T) igro-elastico-viscosa in qualsiasi condizione.
Fig. 2: a – Contrazione da ritiro (S) in ambiente insaturo di vapore (UR<95%) ed in assenza di sollecitazione; b – Contrazione elastica iniziale (?e) seguita da quella da creep puro (?c) in presenza di una sollecitazione a compressione costante (?‘c) in ambiente saturo di vapore;c – Deformazione totale (?T) dovuta alla deformazione elastica iniziale (?e), più la deformazione da creep puro (?c), più la deformazione da ritiro (S), più la deformazione da creep da essiccamento (?d).La differenza tra la deformazione totale ?T misurata nelle condizioni della Fig. 2c, e la somma dei singoli contributi deformazionali prende il nome di creep da essiccamento (drying creep) e viene indicato con il simbolo ?d (area punteggiata in Fig. 2c). La deformazione totale diventa pertanto:?T = ?e + ?c + S + ?d [3]Ciò significa che, sotto la sollecitazione di compressione ?‘c in ambiente insaturo di vapore, l’evaporazione dell’acqua è maggiore di quella che si registra in assenza di ?‘c e che determina il ritiro S: la maggiore evaporazione dell’acqua – una sorta di “effetto spremitura” del calcestruzzo a compressione – comporta una maggiore deformazione addizionale (?d) che si somma agli altri contributi deformazionali. In particolare il contributo del creep totale (?cT) è dato dalla somma del creep puro ?c e dal creep da essiccamento (?d):?cT = ?c + ?d [4]La [4] pertanto può anche essere scritta in forma di?T = ?e + S + ?cT [5]Per il calcolo della deformazione totale ?T in una struttura esposta al ritiro (S) ed al creep (?cT) determinato dalla sollecitazione (?‘c) applicata al tempo t0, la [5], tenendo conto della [1], diventa:?T = (?’c/Et0) + S + ?cT [6]dove Et0 è il modulo elastico del calcestruzzo al tempo (t0) quando si applica la sollecitazione ?‘c. Il calcolo di S è trattato nell’articolo “Umidità Relativa” presente su www.encosrl.it. Di seguito è descritto il calcolo del creep totale (?cT), da sommare al contributo elastico (?‘c/Et0) ed al ritiro (S), per determinare la deformazione totale (?T) igro-elastico-viscosa in qualsiasi condizione.
Calcolo del Creep
Se si applica una sollecitazione a compressione ?‘c al tempo t0 il creep totale ?cT può essere espresso in funzione della sollecitazione (?‘c):?cT = (?‘c/E28) * a [7]dove ?‘c/E28 è la deformazione elastica nominale*, cioè quella deformazione elastica che si otterrebbe se ?‘c fosse applicata a 28 giorni anziché al generico tempo t0, e dove a è un coefficiente moltiplicativo funzione di cinque parametri gi :a = g1 * g2 * g3 * g4 * g5 [8]Il creep totale (?cT), inserendo la [8] nella [9], diventa:?cT = (?‘c/E28) * g1 * g2 * g3 * g4 * g5 [9]dove- g1 è funzione dell’umidità relativa UR (Fig. 3);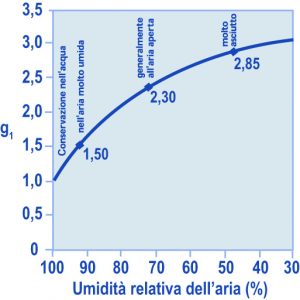 Fig. 3- Fattore g1 (umidità relativa) in funzione dell’umidità relativa (“Scienza e tecnologia del calcestruzzo” di M. Collepardi, III Ed, Hoepli, 1991, Milano).– g2 è funzione dell’età del calcestruzzo (t0) quando si applica s‘c e della classe di resistenza del cemento (Fig. 4);
Fig. 3- Fattore g1 (umidità relativa) in funzione dell’umidità relativa (“Scienza e tecnologia del calcestruzzo” di M. Collepardi, III Ed, Hoepli, 1991, Milano).– g2 è funzione dell’età del calcestruzzo (t0) quando si applica s‘c e della classe di resistenza del cemento (Fig. 4); Fig. 4 – Fattore g2 (stagionatura del calcestruzzo) in funzione del tempo (in giorni) prima dell’applicazione del carico (“Scienza e tecnologia del calcestruzzo” di M. Collepardi, III Ed, Hoepli, 1991, Milano).– g3 è funzione della composizione del calcestruzzo ed in particolare di a/c e c (Fig. 5);
Fig. 4 – Fattore g2 (stagionatura del calcestruzzo) in funzione del tempo (in giorni) prima dell’applicazione del carico (“Scienza e tecnologia del calcestruzzo” di M. Collepardi, III Ed, Hoepli, 1991, Milano).– g3 è funzione della composizione del calcestruzzo ed in particolare di a/c e c (Fig. 5);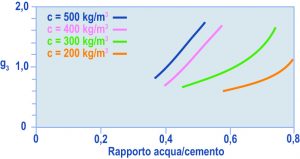 Fig. 5 – Fattore g3 (composizione del calcestruzzo) in funzione del rapporto acqua/cemento. I numeri sulle curve indicano i dosaggi di cemento (“Scienza e tecnologia del calcestruzzo” di M. Collepardi, III Ed, Hoepli, 1991, Milano).– g4 è funzione della geometria della struttura attraverso lo spessore fittizio h (Fig. 6);
Fig. 5 – Fattore g3 (composizione del calcestruzzo) in funzione del rapporto acqua/cemento. I numeri sulle curve indicano i dosaggi di cemento (“Scienza e tecnologia del calcestruzzo” di M. Collepardi, III Ed, Hoepli, 1991, Milano).– g4 è funzione della geometria della struttura attraverso lo spessore fittizio h (Fig. 6);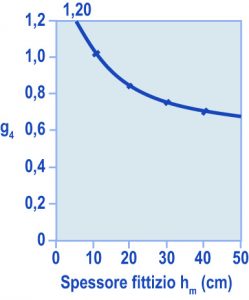 Fig. 6 – Fattore g4 (spessore della struttura) in funzione dello spessore fittizio (“Scienza e tecnologia del calcestruzzo” di M. Collepardi, III Ed, Hoepli, 1991, Milano).– g5 è funzione del tempo (t) di applicazione del carico (Fig. 7).
Fig. 6 – Fattore g4 (spessore della struttura) in funzione dello spessore fittizio (“Scienza e tecnologia del calcestruzzo” di M. Collepardi, III Ed, Hoepli, 1991, Milano).– g5 è funzione del tempo (t) di applicazione del carico (Fig. 7).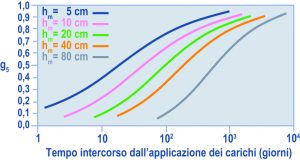 Fig. 7 – Fattore g5 (tempo di sollecitazione) in funzione della durata della sollecitazione (“Scienza e tecnologia del calcestruzzo” di M. Collepardi, III Ed, Hoepli, 1991, Milano), hm è lo spessore fittizio. L’analisi dei fattori correlati con i coefficienti gi (tutti adimensionali) può essere così riassunta:- al diminuire dell’UR il coefficiente g1 aumenta significativamente e raggiunge valore di 2-3 per una UR del 50-75% (Fig. 4); ciò comporta un eguale aumento del creep a parità di tutte le altre condizioni; val la pena di segnalare che in ambienti saturi (UR = 100%) o comunque quando l’evaporazione è impedita, g1 è eguale ad 1 e equivale a dire che il creep di essiccamento (?d), ma anche il ritiro (S) nella Fig. 2c, sono nulli, cioè il creep totale ?cT coincide con il creep puro (?c) della Fig. 2b;-g2 diminuisce se si aumenta l’età (t0) di applicazione del carico e se si impiega un cemento di maggior classe di resistenza (Fig. 4): in sostanza g2 diminuisce quanto più il calcestruzzo risulta meccanicamente resistente al momento dell’applicazione del carico;- g3 (Fig. 5) diminuisce al diminuire del rapporto a/c (cioè con una matrice cementizia più resistente meccanicamente) ed al diminuire del dosaggio di cemento (c), cioè con la riduzione del volume di matrice cementizia più deformabile della componente lapidea (almeno con aggregati naturali usuali): in altre parole l’impiego di superfluidificanti per ridurre a/c o per ridurre c sono favorevoli alla riduzione di g3 e quindi del creep; analogo effetto può essere conseguito con l’adozione di un maggiore diametro massimo per l’inerte;- g4 diminuisce con la “massività” della struttura, cioè all’aumentare dello spessore fittizio h definito come rapporto tra sezione (A) della struttura ortogonale alla direzione di applicazione del carico e semiperimetro (Sp) esposto all’ambiente: in sostanza strutture più massive (cioè con un h più elevato) si deformano meno;- g5 aumenta con il trascorrere del tempo t dopo l’applicazione del carico e cresce più rapidamente con le strutture “snelle” (h piccolo) che non con le strutture “massive” (h grosso); per un tempo infinito (g5 = 1), il creep ?cT così calcolato corrisponde al creep ultimo (?c? in Fig. 1).
Fig. 7 – Fattore g5 (tempo di sollecitazione) in funzione della durata della sollecitazione (“Scienza e tecnologia del calcestruzzo” di M. Collepardi, III Ed, Hoepli, 1991, Milano), hm è lo spessore fittizio. L’analisi dei fattori correlati con i coefficienti gi (tutti adimensionali) può essere così riassunta:- al diminuire dell’UR il coefficiente g1 aumenta significativamente e raggiunge valore di 2-3 per una UR del 50-75% (Fig. 4); ciò comporta un eguale aumento del creep a parità di tutte le altre condizioni; val la pena di segnalare che in ambienti saturi (UR = 100%) o comunque quando l’evaporazione è impedita, g1 è eguale ad 1 e equivale a dire che il creep di essiccamento (?d), ma anche il ritiro (S) nella Fig. 2c, sono nulli, cioè il creep totale ?cT coincide con il creep puro (?c) della Fig. 2b;-g2 diminuisce se si aumenta l’età (t0) di applicazione del carico e se si impiega un cemento di maggior classe di resistenza (Fig. 4): in sostanza g2 diminuisce quanto più il calcestruzzo risulta meccanicamente resistente al momento dell’applicazione del carico;- g3 (Fig. 5) diminuisce al diminuire del rapporto a/c (cioè con una matrice cementizia più resistente meccanicamente) ed al diminuire del dosaggio di cemento (c), cioè con la riduzione del volume di matrice cementizia più deformabile della componente lapidea (almeno con aggregati naturali usuali): in altre parole l’impiego di superfluidificanti per ridurre a/c o per ridurre c sono favorevoli alla riduzione di g3 e quindi del creep; analogo effetto può essere conseguito con l’adozione di un maggiore diametro massimo per l’inerte;- g4 diminuisce con la “massività” della struttura, cioè all’aumentare dello spessore fittizio h definito come rapporto tra sezione (A) della struttura ortogonale alla direzione di applicazione del carico e semiperimetro (Sp) esposto all’ambiente: in sostanza strutture più massive (cioè con un h più elevato) si deformano meno;- g5 aumenta con il trascorrere del tempo t dopo l’applicazione del carico e cresce più rapidamente con le strutture “snelle” (h piccolo) che non con le strutture “massive” (h grosso); per un tempo infinito (g5 = 1), il creep ?cT così calcolato corrisponde al creep ultimo (?c? in Fig. 1).
Applicazione numerica
Un esempio numerico chiarirà il modo per calcolare il creep totale ?cT con la [9] da aggiungere alla deformazione elastica ?‘c/Et0 ed al ritiro S (calcolati separatamente) per determinare la deformazione totale ?T con la [6].Un pilastro (20×20 cm) in calcestruzzo è sollecitato a compressione con una massa di 10 Ton dopo 7 giorni dal getto. Il calcestruzzo è stato confezionato con 350 kg/m3 di cemento CEM 32.5 e con a/c = 0,50 (Rck = 40 MPa).Calcolare il creep totale (?cT) dopo 3 mesi (@100 gg) e dopo 3 anni (@1000gg) dall’applicazione del carico ipotizzando una UR media del 70%; calcolare, inoltre, il creep totale ultimo, cioè a tempo infinito:?‘c = (10 Ton / 20-20 cm²) = (10000 Kg / 400 cm²) = 25 kg/cm² = 2,5 MPaE28 = 5700 ?40 = 36000 MPaUR = 70% —> g1 = 2,3 (Fig. 4)CEM 32,5 + 7 giorni dal getto —> g2 = 1,4 (Fig.5)c = 350 kg/m³ + a/c = 0,50 —> g3 = 1,0 (Fig.6) 20-20cm —> hm = 20-20/2-20 = 10 cm —> g4 = 1,0 (Fig.7)tempo di applicazione del carico = 100 gg + hm = 10 cm —> g5 = 0,65 (Fig.8) tempo di applicazione del carico = 1000 gg + hm = 10 cm —> g5 = 0,90 (Fig.8) Il valore ?cT a 100 giorni è:?cT = 2,5 / 37000 * 2,3 * 1,4 * 1,0 * 1,0 * 0,65 = 141 * 10ˆ-6 = 141 ?m/mIl valore ?cT a 1000 giorni è:?cT = 2,5 / 37000 * 2,3 * 1,4 * 1,0 * 1,0 * 0,90 = 195 * 10ˆ-6 = 195 ?m/mD’altra parte inserendo il valore di g5=1 si calcola il creep ultimo:?c? = 220 * 10ˆ-6 = 220 ?m/mQuesta deformazione unitaria, nel caso di un pilastro alto 10 m corrisponde ad un accorciamento assoluto (?l) a tempo infinito di 2,2 mm:?l = ?c? * 10= 220 * 10 = 2200 ?m = 2,2 mm Nota* ?’c/E28 non è la vera deformazione elastica se la ?‘c è applicata, come solitamente avviene, ad un tempo t0 diverso da 28 giorni; la vera deformazione elastica, che appare nella Fig.2 e nell’equazione [6], è ?‘c/Et0 ed è maggiore di ?‘c/E28 se t0 < 28 giorni poiché Et0 < E28. Il calcolo di s‘c/E28 richiede la conoscenza della sollecitazione ?‘c (applicata al generico tempo t0) e del modulo elastico E28 calcolabile dalla Rck con l’equazione [12] dell’articolo “Resistenza meccanica del calcestruzzo” presente sul sito www.encosrl.it è l’ABC del calcestruzzo. I valori di ?‘c e di Rck sono desumibili dal progetto della struttura.

ASSHTO TSP2 – Manutenzione dei ponti
L’insegnamento non offre solo la possibilità di trasmettere la propria conoscenza, ma è in primis un’opportunità per supportare i propri studenti ad accrescere la passione nata verso una determinata materia. Quando ognuno di loro riesce a realizzare un proprio progetto, per il docente ciò è motivo della massima soddisfazione. Ed è proprio per questo motivo che oggi vi voglio presentare una mia ex alunna che ora si occupa di una delle più importanti tematiche in materia di infrastrutture in c.a.Lorella Angelini si è laureata in Ingegneria Civile presso l’Università Politecnica delle Marche di Ancona. Subito dopo la laurea collaborò con me presso la Mac Master di Treviso occupandosi di calcestruzzo. Successivamente si è trasferita in USA (Minnesota) dove lavora presso la Angelini Consulting Services, LLC. Ora si occupa della manutenzione dei ponti presso la AASHTO TSP2. Per maggiori informazioni sulla sua attività ci si può collegare al suo blog TSP2 Bridge Preservationhttps://youtu.be/T_OR7F9VpMYLorella Angelini , Civil Engineer Angelini Consulting Services LLCcell: 612 306 7567 mail: lor2257@gmail.com.