
Diagnosi del degrado e restauro delle strutture in C.A. – Capitolo 6
Calcestruzzi speciali per il restauro

6.1 QUANDO IMPIEGARE UN CALCESTRUZZO PER IL RESTAURO
Ancora oggi la stragrande maggioranza degli interventi di restauro delle opere in calcestruzzo armato (c.a.) degradato sono eseguiti con l’impiego di malte cementizie premiscelate e/o di sostanze polimeriche (in forma di liquidi da iniettare o di vernici da applicare in superficie) prodotti e controllati industrialmente che verranno illustrati nel Capitolo VII.
Tuttavia, con l’avvento di nuove tecnologie e di nuove norme sulla classificazione degli ambienti in base al loro grado di aggressione nei confronti delle opere in calcestruzzo, è possibile impiegare calcestruzzi speciali per il restauro delle opere degradate con vantaggi in termini applicativi per la rapidità e l’economia dell’intervento rispetto a quello eseguibile con le malte cementizie premiscelate. L’impiego del calcestruzzo per il restauro delle strutture in c.a. presuppone innanzitutto che, a differenza del calcestruzzo degradato che si va a sostituire per rimozione parziale o totale (Fig. 6.1.), esso sia innanzitutto durabile in relazione all’ambiente dove si va a restaurare. Questo pre-requisito di durabilità (§ 6.2) consiste nel possedere le caratteristiche composizionali e prestazionali in accordo alla normativa europea (1) in relazione all’ambiente cui l’opera è esposta (classe di esposizione).
Di seguito sono illustrati tre requisiti essenziali di questi calcestruzzi, durabili nell’ambiente cui sono destinati, da impiegare nel restauro delle opere degradate.
Questi requisiti sono così sintetizzabili e rintracciabili nei vari paragrafi che seguono:
• primo requisito -> facilità di getto -> § 6.4-6.5.3
• secondo requisito -> semplicità della stagionatura -> § 6.6.1
• terzo requisito -> assenza di ritiro igrometrico -> § 6.8.2
• coesistenza del primo e secondo requisito -> § 6.6.2
• coesistenza del secondo e terzo requisito -> § 6.9
• coesistenza dei 3 requisiti -> § 6.10-6.11 -> § 6.10-6.11
Nella fase esecutiva del restauro, date le difficoltà operative per la messa in opera del calcestruzzo entro spazi esigui (5-10 cm), spesso congestionati dalla presenza di ferri integrativi accanto a quelli originali, è necessario porre molta attenzione nella posa in opera e nella compattazione del calcestruzzo (§ 6.4) per il restauro di strutture degradate che generalmente presenta difficoltà molto maggiori di quelle che si incontrano nella messa in opera di nuove strutture.
Queste diffi coltà esecutive possono essere agevolmente superate se si adopera un calcestruzzo autocompattante, cioè capace di essere messo in opera senza essere ompattato per vibrazione, noto anche come Self-Compacting Concrete, SCC (2).
Un secondo requisito essenziale, per la riuscita di un restauro con un nuovo calcestruzzo applicato sul vecchio materiale, riguarda la stagionatura della superficie del calcestruzzo subito dopo la sformatura: l’applicazione di una protezione dall’essiccamento del conglomerato è di fondamentale importanza. Nel caso di questi calcestruzzi speciali destinati al restauro delle opere degradate si può impiegare un additivo capace di ridurre il ritiro noto come Shrinkage-Reducing Admixture, SRA, (3) che, anche in assenza di stagionatura umida, riduce i rischi di fessurazione da ritiro spesso provocati da una disattenta cura delle superfici delle strutture appena scasserate ed esposte alla essiccazione in ambienti asciutti, caldi e ventilati (4). Con l’ausilio di questo additivo si può quindi contare su un calcestruzzo auto-stagionante noto anche come Self-Curing Concrete. Un terzo requisito decisivo per la riuscita di un restauro realizzato mediante getto di calcestruzzo, riguarda la compensazione in tutto o in parte del ritiro;
infatti il ritiro del nuovo calcestruzzo rispetto al vecchio manufatto da restaurare che ha ormai “scontato” ogni forma di ritiro, è fonte di distacco tra vecchio e nuovo calcestruzzo. Per questo motivo il calcestruzzo a ritiro compensato, noto anche come Shrinkage-Compensating Concrete, a base di agenti espansivi è spesso impiegato in fase di restauro. A seguito dell’espansione contrastata dalla presenza dei ferri di armatura il calcestruzzo a ritiro compensato può essere individuato come un calcestruzzo auto-compresso (Self-Compressing Concrete).
Una combinazione di tutti e tre i requisiti fondamentali sopra menzionati (autocompattazione, stagionatura umida e compensazione del ritiro) è realizzabile
con il cosiddetto 3SC inteso come 3-Self-Concrete: Self-Compacting Concrete; Self-Curing Concrete; Self-Compressing Concrete (4). L’impiego del 3SC nel
restauro delle opere degradate verrà esaminato nel § 6.10.

Posa in opera di un calcestruzzo per il restauro delle pile di un ponte autostradale
6.2 PRE-REQUISITO PER L’IMPIEGO DI UN CALCESTRUZZO NEL RESTAURO: DURABILITA’ NEGLI AMBIENTI AGGRESSIVI
Nei paragrafi che seguono vengono illustrati i criteri per una corretta progettazione ed esecuzione delle opere in calcestruzzo normale, armato e precompresso
di adeguata durabilità in relazione alle condizioni aggressive dell’ambiente, in accordo alla norma europea UNI-EN 206 (1).
Per una corretta progettazione ed esecuzione delle strutture in calcestruzzo verranno presi in considerazione i seguenti elementi (5):
1) classe di esposizione: individua la categoria dell’ambiente in base al grado di aggressione nei confronti del calcestruzzo e/o dei ferri di armatura;
2) limite composizionale: individua i vincoli nella composizione del calcestruzzo ed in particolare nel massimo rapporto a/c.;
3) limite prestazionale: individua i vincoli nella prestazione corrispondente alla resistenza caratteristica (Rck) minima dettata da ragioni di durabilità da confrontare
con la Rck del progetto desunta solo in base a considerazioni di carattere statico;
4) limite del copriferro (secondo Eurocodice 2: UNI EN 1992-1-1): individua lo spessore minimo di copriferro adeguato a garantire la protezione delle armature
in relazione alla classe di esposizione;
5) classe di consistenza: individua la lavorabilità richiesta per una corretta posa in opera mirata ad una completa compattazione del conglomerato;
6) stagionatura: individua la durata minima per la protezione dei getti in relazione alle condizioni termo-igrometriche dell’ambiente al momento del getto
ed allo sviluppo della resistenza del calcestruzzo;
7) idoneità degli ingredienti con particolare riferimento agli aggregati che debbono essere innanzitutto non alcali-reattivi, privi di cloruri e solfati, e non gelivi
quando sono impiegati per calcestruzzi esposti ai cicli di gelo-disgelo (Appendice I -> § I/7.1).
Il primo e fondamentale elemento è quello di stabilire l’ambiente nel quale l’opera dovrà sorgere. La norma UNI-EN 206 stabilisce le varie classi di esposizione
ambientale (Tabella 6.1). A seconda della classe individuata per la specifica opera da costruire, vengono fi ssati alcuni limiti riguardanti i parametri del
calcestruzzo il più importante dei quali è il massimo rapporto acqua-cemento, a/c (Tabella 6.2).

Diagnosi del degrado e restauro delle strutture in C.A. – Capitolo 5
DIAGNOSI DEL DEGRADO NELLE STRUTTURE IN CALCESTRUZZO
5.4 PROVE IN SITU
Le prove in situ (§ 2.3-2.3.10) sono quelle, a carattere non distruttivo, effettuate sulle strutture per una delle seguenti ragioni (Tabella 5.3):
● rilevare la presenza di difetti interni non visibili esternamente (fessure, fratture, ecc.) su una estensione considerevole delle strutture senza ricorrere, in
alternativa, ad un numero considerevole di carotaggi: ciò può essere eseguito misurando la velocità delle onde soniche o ultrasoniche che, come è noto, dipende
dalla continuità o meno del materiale attraversato dalle onde;
● raccogliere informazioni preliminari di carattere comparativo circa la omogeneità del materiale sulla superficie: per esempio le prove sclerometriche
eseguite su una pavimentazione o lungo un pilastro possono evidenziare aree localizzate di minor durezza superficiale (e quindi di minor resistenza meccanica)
rispetto ad altre, così da individuare in modo preciso le zone della struttura da sottoporre ad eventuali prelievi per le successive prove in laboratorio;
● verificare il posizionamento dei ferri di armatura ed il relativo spessore di copriferro mediante misure magnetometriche;
● stabilire l’andamento temporale dello spessore e della lunghezza nelle eventuali fessure attraverso un monitoraggio continuo al fi ne di accertare se il
processo fessurativo è stabilizzato o ancora in atto.

Esempi di dati “storici” utili per la emissione della diagnosi
L’esecuzione delle prove in situ nel loro insieme possono essere meglio organizzate non solo dopo aver esaminato l’aspetto visivo del degrado, ma anche dopo
aver valutato criticamente i dati “storici”. Questa fase intermedia della diagnosi consente, inoltre, di predisporre un piano fi nale di prove sperimentali basate su
pochi prelievi di campioni (calcestruzzo, ferri, ruggine) e su alcune determinazioni analitiche in laboratorio ben mirate all’obiettivo fi nale della diagnosi.
5.5 PROVE DI LABORATORIO
Prima di procedere al prelievo ed alle relative prove di laboratorio (§ 2.4- 2.4.8) è opportuno valutare l’insieme dei dati emersi nelle fasi precedenti
(esame visivi, raccolta dei dati “storici”, e prove in situ) al fine di interpretarli possibilmente sulla base di tutte le possibili cause di degrado. In sostanza, è
consigliabile disporre di più ipotesi in alternativa tra loro, che possono giustificare il degrado registrato . In queste condizioni i prelievi e le relative prove di
laboratorio dovranno essere finalizzati a sciogliere gli eventuali dubbi circa le ipotesi tra loro alternative ed a consolidare il meccanismo di degrado soprattutto
in relazione alla sequenza ed alla complementarità delle varie cause.
A solo titolo di esempio, si può prendere in considerazione il caso di una soletta da ponte che presenta all’esame visivo in corrispondenza dell’intradosso:
● macchie di ruggine;
● fessure spaziate con regolarità.
Si supponga che dalla raccolta dei dati “storici” sia emerso che:
● il calcestruzzo impiegato era di media qualità (Rck = 30 MPa);
● l’opera è stata realizzata da 8 anni;
● le fessurazioni e le macchie di ruggine sono state osservate recentemente;
● i carichi dinamici ai quali il ponte è sottoposto sono stimati di modesta entità o comunque sono compatibili con le sezioni e l’armatura della soletta;
● l’opera si trova in area con clima temperato e non sono mai state effettuate “salature” per sciogliere il ghiaccio. Si supponga, inoltre, che dalle prove in situ (attraverso, per esempio, misure magnetometriche) risulta che:
● il copriferro si presenta con spessore uniforme di circa 25 mm.
L’esame critico di tutti questi dati può portare a due ipotesi (nel seguito indicate A e B) la prima delle quali è sicuramente più probabile. L’ipotesi A si basa in sintesi sul seguente meccanismo:
a) carbonatazione uniforme del copriferro;
b) ossidazione (e rigonfi amento) dei ferri;
c) fessurazione del copriferro di calcestruzzo in corrispondenza dei ferri;
d) trasporto della ruggine in superfi cie (macchie).
L’ipotesi B, meno probabile ma che non può essere esclusa, si basa invece sul seguente meccanismo:
a) fessurazione del copriferro all’intradosso per effetto dei carichi dinamici provocati dal passaggio dei mezzi di trasporto;
b) ossidazione dei ferri in corrispondenza delle zone fessurate accompagnata da carbonatazione localizzata;
c) trasporto della ruggine in superficie (macchie).
Per emettere la diagnosi definitiva (da cui evidentemente dipende il successivo intervento di restauro) è necessario mirare i prelievi e fi nalizzare le prove di
laboratorio per stabilire quale delle due ipotesi A e B risulti la più attendibile. A questo scopo è suffi ciente determinare il profi lo della carbonatazione all’interno
del calcestruzzo in corrispondenza dell’intradosso:
● Ipotesi A: profondità di carbonatazione uniforme e maggiore dello spessore di copriferro (Fig. 5.2);
● Ipotesi B: profondità di carbonatazione irregolare ed eguale allo spessore di copriferro solo in corrispondenza delle fessure (Fig. 5.3);
● Ipotesi B’: profondità di carbonatazione irregolare e maggiore dello spessore di copriferro solo in corrispondenza delle fessure (Fig. 5.4).
Val la pena sottolineare che, nel caso sia l’ipotesi B la causa che ha promosso il degrado, il profi lo della carbonatazione, pur irregolare e più profondo in corrispondenza
delle fessure, potrebbe presentarsi ovunque maggiore dello spessore di copriferro a causa di un prelievo effettuato tardivamente rispetto all’innesco del degrado in atto (Fig. 5.4).

Diagnosi del degrado e restauro delle strutture in C.A. – Capitolo 4
Il degrado del calcestruzzo
4.4.5 REAZIONE ALCALI-AGGREGATO
In teoria, qualsiasi forma di silice, anche quella cristallina come il quarzo, la tridimite e la cristobalite, possono interagire con il sodio ed il potassio per dar luogo ad una sorta di silicato alcalino gelatinoso capace di rigonfi arsi in ambiente umido. Tuttavia, la capacità di produrre silicato sodico aumenta al diminuire del grado di cristallinità della silice e diventa massima se la silice è amorfa come in alcune forme di minerali silicei (opale e calcedonio).
La reazione alcali-aggregato comporta un rigonfi amento localizzato degli aggregati reattivi che si manifesta nel tempo con fessurazioni di forma irregolare (Fig. 4.31) dalle quali fuoriesce un liquido gelatinoso e biancastro (silicato sodico) oppure in sollevamenti di conetti di calcestruzzo, noti come pop-out, soprattutto nei pavimenti industriali rinforzati in superfi cie con cemento e quarzo (Fig. 6.10 e 6.11). Alla fessurazione segue solitamente il distacco superfi ciale del calcestruzzo a causa dell’azione dirompente provocata dal rigonfi amento degli aggregati. Poiché il decorso della reazione alcali-aggregato richiede in genere tempi molto lunghi (da qualche mese a qualche decina d’anni), il fenomeno si presenta molto insidioso in quanto comporta il degrado della struttura quando essa è ormai da tempo in pieno servizio.

Per quanto l’esatto meccanismo della reazione alcali-aggregato non sia stato del tutto chiarito, sono stati individuati alcuni parametri fondamentali che concorrono al decorso del fenomeno distruttivo: la reazione alcali-aggregato si manifesta tanto più velocemente ed intensamente quanto più aumentano:
a) il contenuto di sodio e di potassio nella fase acquosa che riempie i pori capillari della pasta cementizia;
b) la quantità degli aggregati silicei mal cristallizzati ed amorfi ;
c) l’umidità relativa dell’ambiente.
E’ sufficiente che manchi una delle tre suddette condizioni perché il fenomeno non si manifesti o si manifesti senza danni apparenti: per esempio, in ambienti secchi gli aggregati reattivi possono coesistere con gli alcali del cemento senza alcun danno per il calcestruzzo. D’altra parte in ambienti umidi e con cementi ricchi di alcali la reazione alcali-aggregato può decorrere con gravi danni anche se la silice degli aggregati è scarsamente amorfa e per lo più ben cristallizzata.
Ciò si verifi ca soprattutto nei pavimenti industriali rinforzati superfi cialmente da uno “spolvero” di cemento (40%) e inerte fi ne molto duro come corindone o quarzo (60%). A causa della elevata quantità di cemento presente nello strato corticale anche il contenuto di alcali è molto elevato; esso può raggiungere valori così elevati da rendere reattivo un aggregato lapideo, presente senza problemi di alcali- reattività nel substrato di calcestruzzo, ma che diventa reattivo nella zona di transizione tra calcestruzzo e strato corticale (Fig. 4.32).
La presenza di cloruro di sodio in un ambiente umido circostante le strutture in calcestruzzo (come si verifi ca nelle opere marittime ed in quelle autostradali esposte ai trattamento con NaCl nei periodi invernali) può provocare un grave peggioramento nello stato di salute del materiale: in questo caso è lo ione sodio, e non il cloruro, che congiuntamente all’acqua crea le condizioni per un grave degrado del conglomerato. Ovviamente anche la penetrazione e
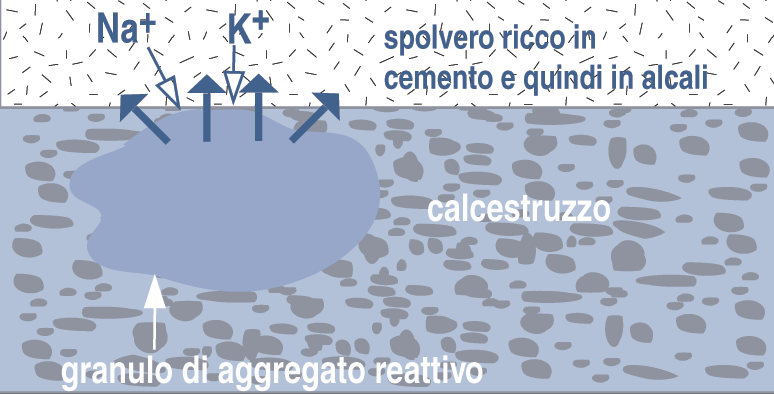
Fig. 4.32 – Sollevamento dello strato corticale (pop-out) a seguitio della reazione tra gli alcali dello strato corticale e l’aggregato lapideo nel calcestruzzo
la concomitante azione corrosiva del cloruro sui ferri delle strutture armate, è fortemente favorita quando il copriferro viene fessurato ed in parte rimosso dalla reazione alcali-aggregato. Rimane il fatto che il cloruro di sodio è in grado di danneggiare sia i ferri di armatura (attraverso il cloruro) come è stato illustrato nel § 4.4.3.2, sia il calcestruzzo (attraverso il sodio) nel caso in cui quest’ultimo contenga degli aggregati potenzialmente reattivi.
L’azione aggressiva del cloruro di sodio sul calcestruzzo − per effetto della reazione del sodio con gli aggregati silicei − è stata per lungo tempo mascherata dalla concomitante azione corrosiva del cloruro sulle armature: in sostanza, la permeazione ed il distacco del copriferro sono provocati tanto dal rigonfi amento del ferro che si ossida quanto, ed ancor di più, dal rigonfi amento degli aggregati reattivi. La coesistenza dei due fenomeni è stata accertata per la prima volta da Chatterji (27) che ha evidenziato il grave danno subito dal calcestruzzo non armato, contenente aggregati reattivi, quando è in contatto con soluzioni acquose di cloruro di sodio.
L’azione aggressiva del cloruro di sodio su calcestruzzi contenenti aggregati reattivi, ancorché privi di alcali provenienti dal cemento, si può manifestare nelle opere marittime ed in quelle esposte nella stagione invernale ai trattamenti con sali disgelanti a base di NaCl. Le prevenzioni da attivare in queste circostanze sono fondamentalmente due:
● non impiegare aggregati reattivi sulla base delle prove descritte nella norma UNI 8520 parte 22^;
● impiegare cementi pozzolanici o d’altoforno, oppure aggiungere al cemento Portland materiali pozzolanici quali la cenere volante o il fumo di silice (26).
L’esclusione degli aggregati reattivi dalla produzione del calcestruzzo sarebbe, ovviamente, la misura preventiva più effi cace e defi nitiva. Tuttavia, i metodi di controllo sulla reattività degli aggregati con gli alcali presentano alcune diffi coltà legate alla laboriosità delle prove, all’incertezza dei risultati e soprattutto alla discontinuità del fenomeno: quest’ultimo aspetto del problema riguarda il fatto, per esempio, che in una grossa partita di aggregati, gli elementi lapidei reattivi sono localizzati in alcuni granuli e non in altri; se il prelievo del campione − solitamente esiguo − da sottoporre a prova non è rappresentativo di tutta la partita, il test può risultare non signifi cativo per la mancanza dei granuli reattivi nel campione analizzato, ma non nella partita. In altre parole un test di alcali-reattività degli aggregati è certamente signifi cativo se è positivo, ma non altrettanto se è negativo.
La presenza di pozzolana fi nemente suddivisa in un calcestruzzo contenente aggregati potenzialmente reattivi è, allo stato attuale delle conoscenze, la misura più effi cace, semplice e praticabile per la prevenzione dei danni provocati dalla reazione alcali-aggregato (§ 5.11.2). La pozzolana può essere introdotta nel calcestruzzo impiegando un cemento pozzolanico (miscela di cemento Portland e pozzolana) o aggiungendo pozzolana fi nemente suddivisa (cenere volante e fumo di silice) agli altri ingredienti del conglomerato. Anche la loppa granulata d’altoforno, aggiunta come ingrediente separato (50%) o attraverso il cemento d’altoforno (miscela di cemento Portland e loppa), si è dimostrata efficace nel prevenire la reazione alcali-aggregato.
Paradossalmente, la loppa, ma soprattutto la pozzolana, sono materiali costituiti in gran parte da silice amorfa e quindi potenzialmente capaci di reagire con gli alcali così come gli aggregati reattivi.
Tuttavia, esistono due aspetti signifi cativi che possono giustifi care il buon comportamento dei calcestruzzi con pozzolana o loppa nei confronti della reazione alcali-aggregato. Il primo riguarda la ridotta dimensione delle particelle di pozzolana (o di loppa) nei confronti dei granuli molto più grossi degli aggregati: in assenza di pozzolana, l’azione degli alcali si concentra sui pochi elementi lapidei reattivi presenti negli aggregati, provocando effetti dirompenti localizzati molto intensi; in presenza di pozzolana, invece, l’azione degli alcali è ripartita su un numero molto più elevato di particelle piccolissime contenenti silice amorfa, con la conseguenza che gli effetti rigonfi anti sono localmente molto attenuati, se non annullati.
Il secondo aspetto coinvolge il diverso rapporto alcali/silice amorfa che, in presenza di pozzolana, diviene molto più basso e probabilmente meno favorevole alla formazione dei silicati alcalini responsabili del processo distruttivo.
4.4.6 ATTACCO DA SALI AMMONIACALI E MAGNESICI
L’attacco degli ioni NH4+ ed Mg++ è basato su un processo di decalcifi cazione. La decalcifi cazione consiste nella rimozione del calcio dal prodotto “collante” C-S-H cui si deve sostanzialmente l’effetto legante dei cementi Portland o di miscela. A causa della perdita del calcio, il C-S-H si trasforma in prodotti progressivamente meno leganti fi no a diventare, nel caso limite di totale perdita del calcio, in un prodotto sostanzialmente formato da silice amorfa (S-H) priva di qualsiasi potere legante. Il meccanismo della decalcifi cazione si esplica attraverso il trasferimento del calcio che si trova nel C-S-H ad un complesso o prodotto privo di potere legante.
Nel caso dei sali magnesiaci si verifica: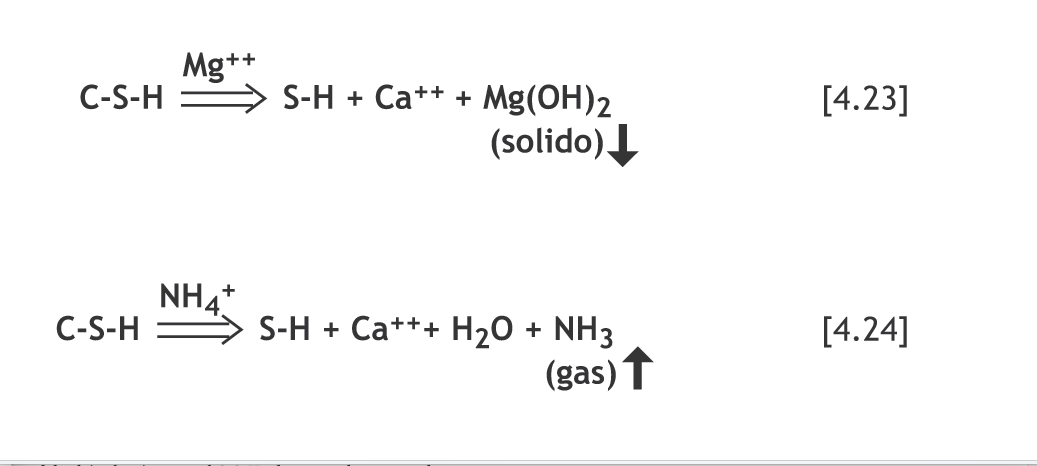

Diagnosi del degrado e restauro delle strutture in C.A. – Capitolo 3
La fisica dell’acqua nelle costruzioni
3.5 LA FORMAZIONE DEL GHIACCIO NEI MATERIALI DA COSTRUZIONE ESPOSTI ALL’ACQUA AMBIENTALE
Quando l’acqua solidifica, il suo volume aumenta del 9% e, se essa riempie completamente una cavità di un solido poroso, l’incremento di volume che accompagna la formazione di ghiaccio provoca un aumento di pressione che può arrivare alla distruzione del materiale, soprattutto se il fenomeno del gelo si alterna ripetutamente a quello del disgelo.
L’abbassamento della temperatura al di sotto del punto di gelo è condizione necessaria ma non sufficiente affinché si esplichi l’azione distruttiva in un solido poroso. Infatti, un materiale poroso completamente privo di umidità non subirà ovviamente, alcun danno dall’alternarsi della temperatura intorno al punto di gelo dell’acqua. Quale è, allora, il contenuto di umidità all’interno di un materiale poroso al di sopra del quale la formazione di ghiaccio diventa deleteria?
Qual’è, cioè, il grado di saturazione critico di un materiale poroso, al di sopra del quale l’aumento di volume dell’acqua che accompagna la formazione del ghiaccio (pari al 9% di quello iniziale), può provocare la distruzione del materiale?
Se si indica con v il grado di saturazione critico, esso può essere individuato con l’equazione [3.6]:
v + 0,09v = 100 → v = 100/1,09 = 91,7
In altre parole, se l’acqua riempie più del 91,7% del volume dei pori, la completa formazione del ghiaccio comporta un volume finale dell’acqua maggiore del volume dei pori: conseguentemente all’interno dei pori vengono indotte delle tensioni che possono arrivare alla rottura del materiale qualora la resistenza a trazione del materiale stesso risulti inferiore alla tensione insorta.
D’altra parte, se il volume di acqua all’interno del materiale è inferiore al 91,7%, la completa formazione di ghiaccio non arriva a far riempire le cavità e pertanto non si generano tensioni.
In realtà, sono stati registrati casi di rottura di materiali porosi anche se l’acqua in essi contenuta era mediamente anche di molto inferiore al 91,7%: la ragione di questo comportamento, apparentemente contraddittorio, è semplicemente dovuta al fatto che l’umidità nei solidi porosi può essere distribuita in modo eterogeneo, e pertanto un grado di saturazione mediamente inferiore al 91,7% non necessariamente significa che in tutte le zone esiste effettivamente lo stesso contenuto di umidità. Infatti, non si può escludere che in alcune zone il contenuto di umidità possa essere anche superiore al 91,7%, provocando così localmente una formazione di ghiaccio distruttiva per il materiale.
Per contro, si sono anche registrati fenomeni di non distruzione del materiale sebbene il grado di saturazione critico fosse uniforme e superiore al 91,7%: nel caso di un materiale meccanicamente molto resistente e poco poroso (per esempio con una porosità inferiore allo 0,5%, come si può verificare in alcune pietre compatte) anche un grado di saturazione superiore a quello critico può non essere sufficiente a distruggere il materiale; infatti, anche se i pochi pori infatti sono pieni di acqua, la formazione di ghiaccio, e la conseguente sollecitazione, può arrivare al massimo a deformare elasticamente il materiale senza però arrivare a provocarne la rottura.
Come si vede, quindi, il degrado connesso alla formazione di ghiaccio in solidi porosi non è un fenomeno facilmente inquadrabile in base alla misura del grado di saturazione determinato su un numero relativamente modesto di provini prelevati da un materiale così eterogeneo come quello presente nelle strutture in calcestruzzo.
3.6 LA TEORIA DELLA PRESSIONE IDRAULICA
A complicare ulteriormente il fenomeno del degrado legato alla solidificazione dell’acqua nelle strutture in calcestruzzo contribuisce anche il fatto che la cristallizzazione del ghiaccio non è ovviamente un fenomeno istantaneo: esso si verifica in realtà gradualmente e con una velocità tanto minore quanto più bassa è la velocità di raffreddamento.
Il fatto che i cristalli di ghiaccio si formino mentre ancora coesiste una parte di acqua liquida, comporta che l’aumento di volume provocato dalla formazione dei primi cristalli comprime l’acqua non ancora solidificata spingendola attraverso i canali di pori verso vie d’uscita o cavità vuote. La pressione idraulica (3, 4) che così si genera in prossimità dei primi germi cristallini di ghiaccio, è tanto maggiore quanto più difficile è la fuoriuscita dell’acqua liquida non ancora solidificata. Pertanto la probabilità che la pressione idraulica arrivi ad assumere valori così elevati da provocare la rottura del materiale solido poroso dipende, oltre che dalla resistenza a trazione del materiale stesso, anche da quei parametri che influenzano l’entità della pressione idraulica secondo la nota legge di Darcy sintetizzabile con l’equazione [3.7]:
dV/(dt) = k · A · ΔP/L [3.7]
dove ΔP è la differenza tra la pressione idraulica che si genera dove si forma il ghiaccio (P1) e quella atmosferica (P2); L è il cammino che l’acqua non ancora solidificata deve percorrere fino a fuoriuscire o trovare una cavità vuota che si trova alla pressione atmosferica; A è la sezione dei pori attraverso cui l’acqua liquida viene spinta; dV/dt è il flusso dell’acqua che coincide con l’aumento di volume nel tempo determinato dalla formazione di ghiaccio, che a sua volta dipende dalla velocità con cui il ghiaccio si forma e quindi dipende dalla velocità di abbassamento della temperatura ambientale al di sotto di 0°C; K, infine, è il cosiddetto coefficiente di permeabilità che, a sua volta, dipende non tanto e non solo dalla porosità totale del materiale solido, quanto invece dalla distribuzione dimensionale dei pori: infatti, a parità di volume, un fascio di molti pori di piccola dimensione fa fluire l’acqua più lentamente che non un unico grande poro.
Ciò dipende dal fatto che l’attrito che si genera tra l’acqua liquida sospinta dalla formazione del ghiaccio, e la superficie interna dei pori, aumenta all’aumentare della superficie stessa e quindi, a parità di volume, al diminuire della dimensione dei pori.
Alcune conseguenze che derivano dalla teoria della pressione idraulica sono:
- la formazione di ghiaccio provoca tanto più facilmente il degrado del materiale, quanto più rapido è l’abbassamento di temperatura al di sotto di zero: un raffreddamento molto lento di un solido poroso pieno di acqua può addirittura arrivare al miglioramento delle proprietà meccaniche del solido in quanto si verifica un riempimento consolidante del materiale poroso senza che ciò sia accompagnato dall’insorgere di una significativa pressione idraulica a causa del lento incremento di volume dell’acqua nel tempo (dV/dt);

Diagnosi del degrado e restauro delle strutture in C.A. – Capitolo 2
CAP. II – Prescrizione ed interpretazione delle prove in sito ed in laboratorio
2.1 ANALOGIE TRA DIAGNOSI MEDICA E QUELLA DI STRUTTURE IN C.A.
Forse a molti lettori è più familiare la pratica della diagnosi medica che non quella ingegneristica. Con la prima il clinico o il chirurgo cerca di capire:
a) la natura dell’eventuale male
b) l’estensione di questo eventuale malanno
Sulla base del responso a questi dubbi, il clinico sceglierà la strategia più appropriata alla cura della malattia ed il chirurgo stabilirà la tecnica più adeguata di intervento per ridurre o estirpare eventualmente la fonte del male. In ogni caso però, come l’esperienza pratica ci insegna, tanto il clinico quanto il chirurgo scelgono essi stessi le tecniche analitiche più appropriate (per esempio: radiologia o velocità di sedimentazione del sangue) per arrivare alla diagnosi attraverso l’interpretazione dei dati emessi dagli analisti.
Perché tutta questa premessa di carattere medico apparentemente fuori luogo in un testo sul degrado e restauro e delle strutture in c.a.? Perché, salvo le solite meritorie eccezioni, né l’ingegnere civile/edile né l’architetto sono in grado essi stessi, al contrario dei medici, di scegliere il mezzo analitico più adatto per arrivare alla diagnosi. Né spesso sono in grado di precisare dove fare il prelievo del campione dell’edificio e della struttura da sottoporre ad analisi diagnostica. E’ come se il clinico o il chirurgo non sapesse se l’analisi del contenuto di azoto va fatta sul sangue o sulla saliva.
La ragione di questa distonia tra la scienza medica e quella delle costruzioni sta soprattutto nel fatto che nei corsi universitari i medici apprendono – sia pure da studenti e non certo da specialisti – le possibilità offerte dalle tecniche chimiche, fisiche, biologiche per una corretta emissione della diagnosi; al contrario, i geometri nelle scuole superiori, gli ingegneri civili/edili e gli architetti nelle università sono pressoché digiuni dei progressi nel settore diagnostico. Pertanto essi sono costretti spesso ad affi darsi allo stregone di turno solitamente chiamato “il chimico” – anche se poi spesso le prove sono di carattere fi sico, mineralogico, ingegneristico oltre che chimico – perché sia lui a stabilire quali e quanti prelievi effettuare, quali tipi di misure eseguire ed interpretare, per arrivare non solo alla diagnosi ma possibilmente anche al rimedio proposto.
Al contrario, gli ingegneri civili/edili e gli architetti nelle università sono pressoché digiuni dei progressi nel settore diagnostico. Pertanto, essi sono costretti spesso ad affidarsi allo “stregone” di turno – solitamente chiamato “il chimico” – anche se poi spesso le prove sono di carattere fisico, mineralogico, ingegneristico oltre che chimico – perché sia lui a stabilire quali e quanti prelievi effettuare, quali tipi di misure eseguire ed interpretare, per arrivare non solo alla diagnosi ma possibilmente anche al rimedio proposto.
L’obiettivo di questo capitolo è quello di offrire, sia pure in modo non esaustivo, ai tecnici delle costruzioni gli elementi fondamentali delle varie tecniche diagnostiche, affinché siano in grado di scegliere autonomamente quali siano le più appropriate allo specifico caso, e soprattutto di interpretarne i risultati insieme a tutte le altre informazioni al contorno.
2.2 LA DIAGNOSI E LE PROVE
La diagnosi del deterioramento di un edifi cio storico o di una struttura in c.a. consiste nella raccolta di dati sperimentali che – unitamente alle informazioni al contorno, di carattere ambientale, climatico, storico, strutturale – consente di stabilire le cause del deterioramento della struttura in genere, e del degrado dei 


Fig. 2.1 – Schematizzazione del processo diagnostico
La raccolta di dati sperimentali si basa sull’esecuzione di prove che possono essere suddivise in distruttive o non-distruttive.
La distinzione tra prove distruttive e prove non-distruttive consiste fondamentalmente nel fatto che le prime si basano su prove sperimentali, generalmente eseguite in laboratorio, effettuate su provini o campioni *prelevati dalla struttura: ne consegue che esse prevedono in genere lo scrostamento di frammenti di intonaco, il sollevamento sia pure parziale di un rivestimento.
___________
* Il provino ha una forma geometrica ben precisa: cubica, cilindrica, prismatica. Il campione è un frammento geometricamente informe che si presenta in polvere o in forma di scheggia.

Diagnosi del degrado e restauro delle strutture in C.A. – Capitolo 1
Capitolo I – Terminologia
1.1 INTRODUZIONE
Questo libro è dedicato a chi − a vario titolo − deve occuparsi del restauro delle strutture in calcestruzzo armato (c.a.). Esso riguarda innanzitutto lo strutturista che deve poter intervenire dopo aver valutato tutti gli elementi disponibili, così come avviene nel campo medico quando il clinico o il chirurgo decide la migliore azione da intraprendere dopo aver:
• valutato l’anamnesi del paziente (età, inizio del disturbo, carattere ereditario del malanno, ecc.);
• sottoposto il paziente a visita diretta (palpazione, auscultazione, misura della pressione, ecc.);
• prescritto indagini da eseguire presso centri medici specializzati (analisi del sangue, indagini endoscopiche, ecografia, ecc.);
• visionato i reperti accompagnati dal commento dell’analista che ha eseguito le indagini;
• consultato colleghi specialisti negli specifi ci settori attinenti il quadro clinico del paziente per le tecniche da adottare in eventuali interventi chirurgici o per i medicinali da assumere al fine di una cura farmacologica.
1.2 IL DEGRADO
Il degrado è qui inteso come perdita delle iniziali prestazioni a seguito di eventi lenti correlati all’ambiente aggressivo per effetto di agenti naturali (gelo-disgelo, mare, ecc.) o artificiali (ambienti industriali). Non è incluso in questo termine il dissesto delle strutture a seguito di eventi straordinari (sisma, incendio, guerra, ecc.).
1.3 LA DURABILITÀ DELLE STRUTTURE IN C.A.
Per quanto riguarda le strutture in c.a., la prevenzione del degrado può avvenire adottando materiali e tecnologie ormai consolidate ed evidenziate nelle normative. Per le opere già costruite e degradate, il restauro strutturale
tiene conto dell’esperienza accumulata nei decenni scorsi sia sul decorso del degrado delle opere originali, sia sulle tecnologie innovative per il loro ripristino.
1.3.1 PROGETTARE LA PREVENZIONE DEL DEGRADO
Progettare la prevenzione del degrado coincide di fatto con la progettazione della durabilità delle opere in c.a.. Da questo punto di vista occorre, tuttavia, precisare che, per una corretta progettazione della durabilità, è necessario stabilire quale è il periodo di vita di servizio attesa per l’opera in relazione all’ambiente nel quale le strutture in c.a. dovranno essere erette ed alla funzione che esse dovranno esercitare. Per fare solo un esempio pratico, un tempo di vita di servizio oltre 50 anni per una pista di decollo di un aeroporto nazionale all’interno di una grande città (per esempio quello di Linate a Milano) difficilmente si concilierebbe con il prevedibile cambio di abitudini o con il progresso nel settore dei servizi aeronautici. Al contrario, la durabilità di un’opera quale il Tunnel sotto la Manica o il Ponte sullo Stretto di Messina, devono necessariamente prevedere tempi di vita di servizio secolari. Insomma, il progettista non può prescindere dalla definizione del periodo di vita di servizio attesa nel progettare il modo di costruire opere in c.a. adeguatamente durabili. Inoltre, sempre per rimanere agli esempi sopra menzionati, l’aspetto di interazione ambientale dovrà tener conto di scegliere un calcestruzzo armato resistente al ghiaccio ed agli agenti disgelanti per la pista aeroportuale di Linate, alle infiltrazioni di acque marine nel caso del tunnel sotto la Manica, ed all’acqua di mare a cielo aperto per il Ponte sullo Stretto di Messina (Fig. 1.1). Difficilmente è dato di vedere un progetto della durabilità delle strutture in c.a. nei termini sopra menzionati. Per questo motivo, è destinato a diventare sempre più importante il metodo che si potrebbe definire della durabilità standard, in quanto riferita ad un tempo medio di vita di servizio, per esempio di 50 anni, in ambienti le cui caratteristiche aggressive nei confronti delle strutture in c.a. sono standardizzati: questi ambienti, cui sono esposte le strutture nella loro vita di esercizio, sono definiti classi di esposizione, cioè categorie ambientali, (per es.: costa marina, alta montagna con cicli di gelo-disgelo, ecc.) come quelle previste dalle norme europee EN 206-1 (§ 5.1) o dalle raccomandazioni americane del comitato ACI.
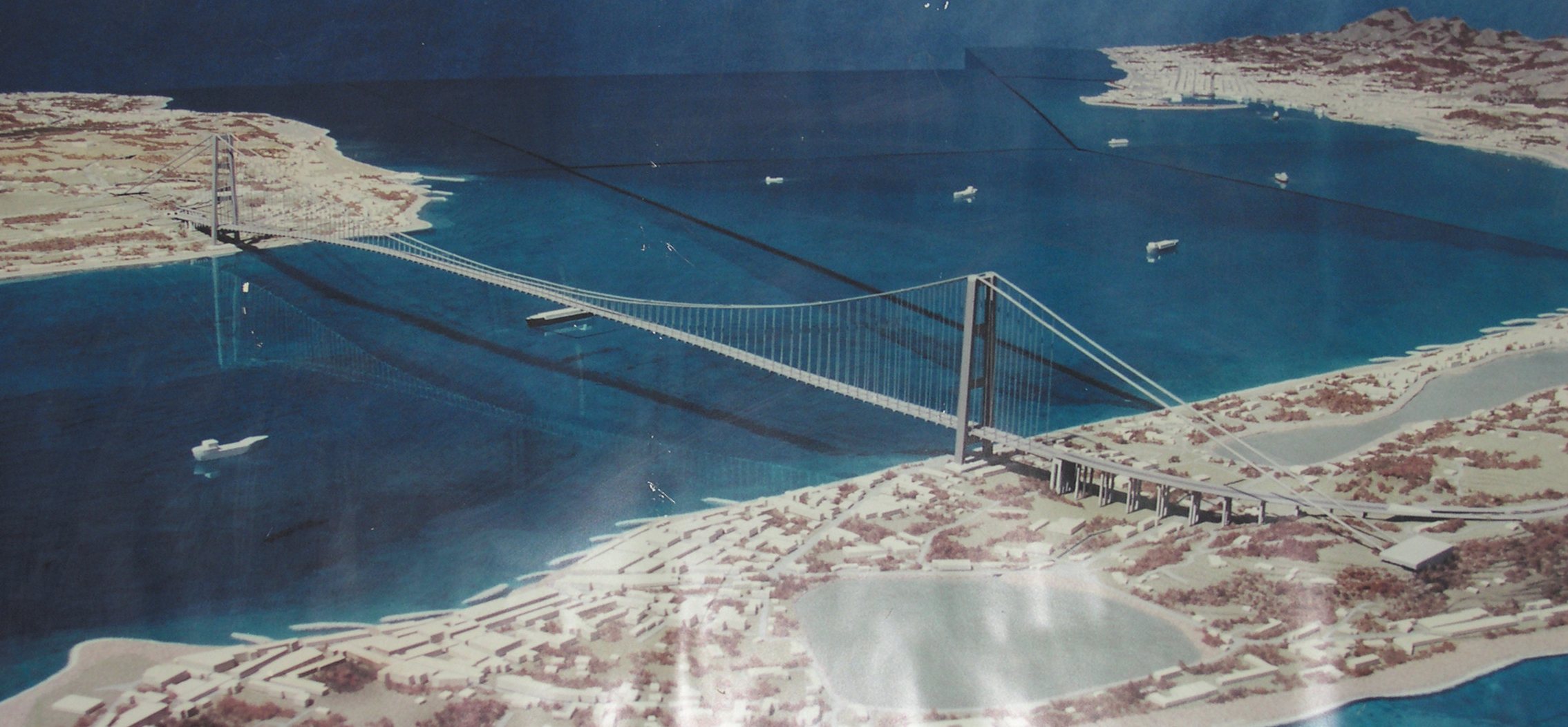
Fig. 1.1 – Visione del futuro Ponte sullo Stretto di Messina

Per ciascuna di queste classi di esposizione ambientale occorre adottare adeguate misure in termini di composizione del calcestruzzo, spessore di copriferro, e modalità esecutive per assicurare, appunto, una durabilità “media”
di 50 anni (1). E’ ovvio che nulla impedisce di adottare misure progettuali ed esecutive più attente e sicure di quelle derivanti dalle categorie standard di esposizione ambientale secondo le normative se si vuole garantire una durabilità più lunga di 50 anni e/o si riconosce che l’ambiente reale cui la struttura in c.a. sarà esposta è più severa di quella identificabile nelle normative.
1.3.2 COMPLESSITÁ DEL RESTAURO STRUTTURALE
Le opere in c.a. costruite nel secolo XX presentano, con qualche meritevole eccezione, segni di degrado che rivelano l’assenza – in fase di progetto – di un esame preventivo delle possibili interazioni struttura-ambiente. D’altra parte, la facilità con cui l’impresa può gettare, disarmare ed erigere strutture in c.a., se rappresenta una rivoluzione rispetto alle più costose precedenti tecniche costruttive, è anche alla base di tanta trascuratezza esecutiva delle opere in c.a., soprattutto se messa a confronto con l’accuratezza del calcolo strutturale delle tensioni, delle resistenza e delle possibili deformazioni di carattere statico. Molto spesso, però, tutto questo accurato calcolo è pressoché nullificato dall’assenza di valutazione delle tensioni in forma di aggressioni generate dall’ambiente, e dalle possibili resistenze da opporre a queste aggressioni.
Per fare solo un esempio di trascuratezza tra quelli più frequentemente registrati, si può citare l’adozione di un copriferro di 1-2 cm inadeguato per spessore, e per di più poroso e permeabile, in opere fuori terra (travi di ponti), o esposte ciclicamente all’ambiente marino (come in un bacino di carenaggio) o addirittura al gelo-disgelo ed ai sali disgelanti (come in una soletta di ponte autostradale in alta montagna).
Per rimanere agli esempi sopra menzionati, la distruzione del copriferro (Fig. 1.2) e l’esposizione diretta dei ferri di armatura all’atmosfera aggressiva può avere conseguenze anche molto serie sulla futura staticità delle strutture:
occorre, in questi casi, intervenire con un restauro strutturale per bloccare il processo di corrosione della armature metalliche e proteggere tutte le strutture con un nuovo copriferro più spesso e/o meno permeabile, al fine di
ripristinare la funzionalità e la sicurezza ormai compromesse.
Da un punto di vista pratico, il progetto del restauro statico è molto più complesso e costoso del progetto dell’opera originale per le condizioni di lavoro molto più limitate nella esecuzione, soprattutto se si deve intervenire in corso d’opera senza poter interrompere l’attività cui la struttura in c.a. è destinata, come per esempio in un ponte autostradale, o in un bacino.
LA VITA UTILE DELLE COSTRUZIONI IN C.A. – Mario Collepardi, ACI Honorary Member
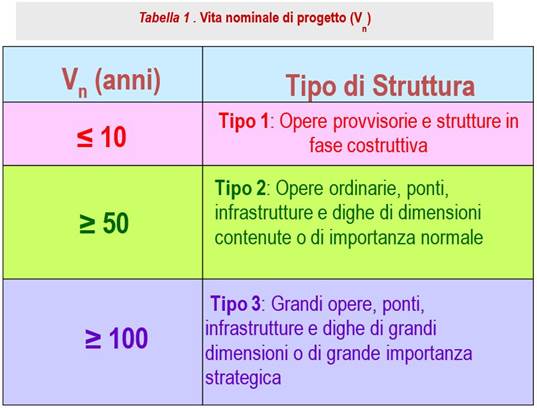
Nella trasmissione di “otto e mezzo” del 23 ottobre 2018 il grande Massimiliano Fuxas (che ammiro molto come architetto) ha detto una cosa impropria sulle costruzioni in “cemento” (più propriamente in calcestruzzo). Ha affermato impropriamente che queste costruzioni durano solo 30 anni. Sotto riporto la Tabella 1 desunta dalle Norme Tecniche delle Costruzioni vigenti in Itala per le opere in calcestruzzo armato: la vita nominale di progetto (Vn) può variare da meno di 10 anni per le opere provvisorie e le strutture in fase costruttiva e deve arrivare a oltre 100 anni per le grandi opere come un ponte di grande importanza strategica.
Per raggiungere questo obiettivo (ed evitare un crollo prematuro come è avvenuto nel ponte Morandi a Genova) il progettista (architetto o ingegnere) deve rispettare le attuali Norme Europee (EN 206) vigenti anche in Italia che tengono conto dell’aggressività dell’ambiente (mare, cicli di gelo-disgelo, applicazione del sale per sciogliere il ghiaccio sul manto stradale, ecc.). Queste Norme Europee, che evidentemente l’Architetto Fuxas non conosce, precisano come deve essere confezionato il calcestruzzo per evitarne un prematuro degrado, mentre l’Eurocodice 2 precisa quale deve essere lo spessore di calcestruzzo (copriferro) che deve proteggere i ferri di armatura dalla corrosione a seconda della vita nominale di progetto che si vuole garantire.
Purtroppo queste Norme, tutte frutto della recente collaborazione tra i Paesi dell’Unione Europea, non erano conosciute quando sono state progettate e costruite le opere negli anni ’60 quando ancora vigeva il Regio Decreto del 1939 ! Si valuta che, a causa di questa situazione, ci siano in Italia oltre 2000 ponti autostradali a rischio di crollo.
Per una progettazione “durabile” che garantisca una vita nominale di almeno 100 anni secondo l’ attuale Norma Europea EN 206, integrata con la UNI 11104 e con la UNI EN 1992-2 per i valori di copriferro, si possono riassumere le principali caratteristiche del calcestruzzo per le strutture in c.a e c.a.p. per una struttura in prossimità del mare, come per esempio nel Ponte Morandi di Genova:
strutture in c.a. > classe di esposizione:XS1; rapporto acqua/cemento ≤ 0,50; classe di consistenza:S5; Rck ≥ 40 MPa; copriferro ≥ 45 mm; cemento nei tipi contenenti aggiunte minerali pozzolaniche in maggiori quantità (es. CEM IV , V o III);
strutture in c.a.p. > classe di esposizione:XS1;rapporto acqua/cemento ≤ 0,50; classe di consistenza:S5; Rck ≥ 40 MPa; copriferro ≥ 55 mm; cemento nei tipi contenenti aggiunte minerali pozzolaniche in maggiori quantità (es. CEM IV , V o III).

Il nuovo calcestruzzo – Calcestruzzo polimero-impregnato (PIC)
Capitolo XXIII – Calcestruzzo polimero-impregnato (PIC)
23.1 INTRODUZIONE E DEFINIZIONI
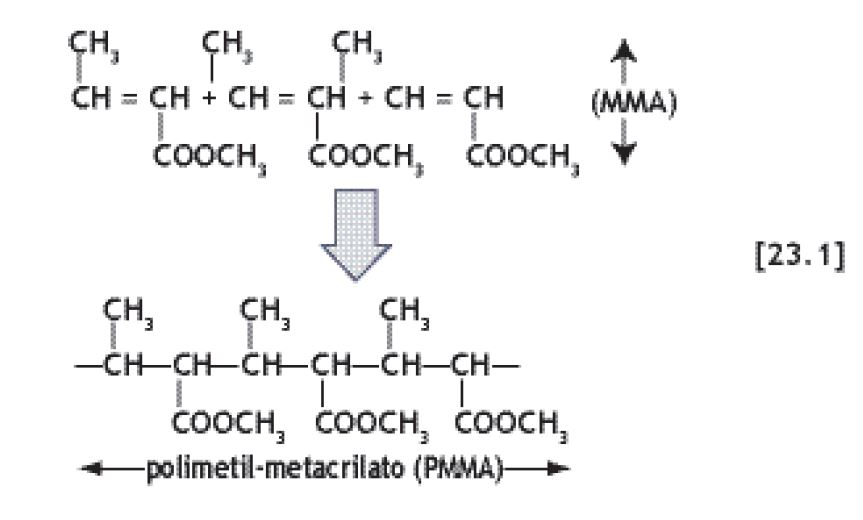
In chimica, il monomero indica un composto (solitamente liquido o gassoso) formato da molecole singole (per esempio: CH2= CH2, etilene che è un gas o CH3―CH=CH―COOCH3 metilmetacrilato che è un liquido); la polimerizzazione consiste nel formare una lunga catena (lineare o ramificata) delle varie molecole di monomero per produrre un polimero (solido):
Il calcestruzzo polimero-impregnato, più noto come PIC (Polymer-Impregnated Concrete), è un materiale composito molto speciale che si ottiene:
a) impregnando il conglomerato cementizio (precedentemente essiccato) con un liquido monomerico, di solito metil-metacrilato (MMA) o anche stirolo, che riempie quasi tutte le cavità entro il calcestruzzo;
b) facendo polimerizzare il monomero all’interno del calcestruzzo e formando così un solido a porosità trascurabile o nulla, e quindi con capacità notevoli di
resistere agli agenti aggressivi, inclusi gli acidi, ma soprattutto con prestazioni meccaniche così straordinarie da poter essere lavorato e rifinito con operazioni meccaniche tipiche dei materiali metallici (Fig. 23.1).
Il processo di trasformazione da tante molecole di monomero (per esempio: metil-metacrilato, liquido) in poche macromolecole polimeriche (polimetil-metacrilato, solido) è solitamente molto lento, quasi nullo, al punto che il composto può persistere nello stato monomerico anche per un tempo molto lungo a temperatura ambiente.

Fig. 23.1 – Prototipo di contenitore con coperchio avvitabile per dimostrare le possibilità di lavorazione con il PIC (Arturo Rio)
Tuttavia il processo di polimerizzazione, come quello sopra mostrato esemplificativamente in [23.1] può avvenire in tempi molto brevi, soprattutto a temperature maggiori di quella ambientale, se si adotta uno dei due seguenti accorgimenti:
• esposizione alle radiazioni gamma del cobalto 60 (60Co);
• aggiunta di un catalizzatore (tipo benzoil-perossido o azo-bis-butirronitrile) che, per definizione, accelera una reazione chimica come è appunto un processo
di polimerizzazione
23.2 IL PROCESSO PRODUTTIVO
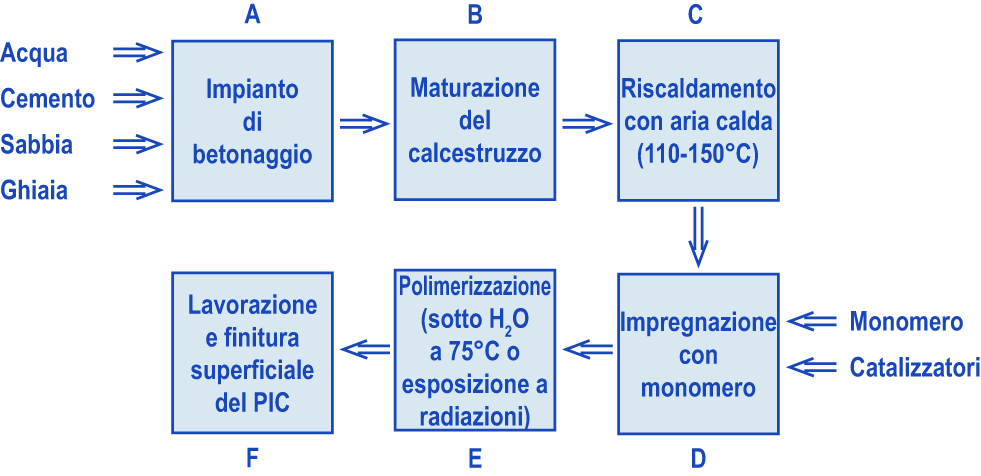
Il processo produttivo, schematicamente illustrato in Fig. 23.2, include una prima parte che coincide con la produzione convenzionale del calcestruzzo (A e B), ed una seconda parte più tipica e specifi ca della produzione del PIC (C, D, E, F).
Il calcestruzzo è un tipico conglomerato prodotto in un impianto di betonaggio convenzionale (A in Fig. 23.2) con cemento Portland (circa 350 kg/m3), a/c di circa 0,50, diametro massimo dell’inerte di circa 20 mm. A meno che non si adoperi il processo di maturazione a vapore ad alta temperatura, non si consiglia l’impiego di pozzolana, cenere volante o loppa che, a temperatura ambiente, richiederebbero una lunga stagionatura prima di essere coinvolte nella produzione di C-S-H* secondario (§ 3.6).
Nella maturazione (B) si preferisce una stagionatura a vapore (§11.4) a quella eseguita a temperatura ambiente in linea con una produzione accelerata e quindi industrializzata del PIC. Le migliori prestazioni si ottengono con un trattamento a vapore ad alta pressione, cioè a temperatura maggiore di 100°C (solitamente a circa 175°C per 3 ore) e quindi con una pressione del vapore ben maggiore di quella atmosferica, che comporta l’impiego di un’autoclave. I conglomerati così ottenuti, detti calcestruzzi autoclavati, sono quindi riscaldati con aria calda a 110-150 °C per rimuovere l’acqua libera (stadio C in Fig. 23.2).
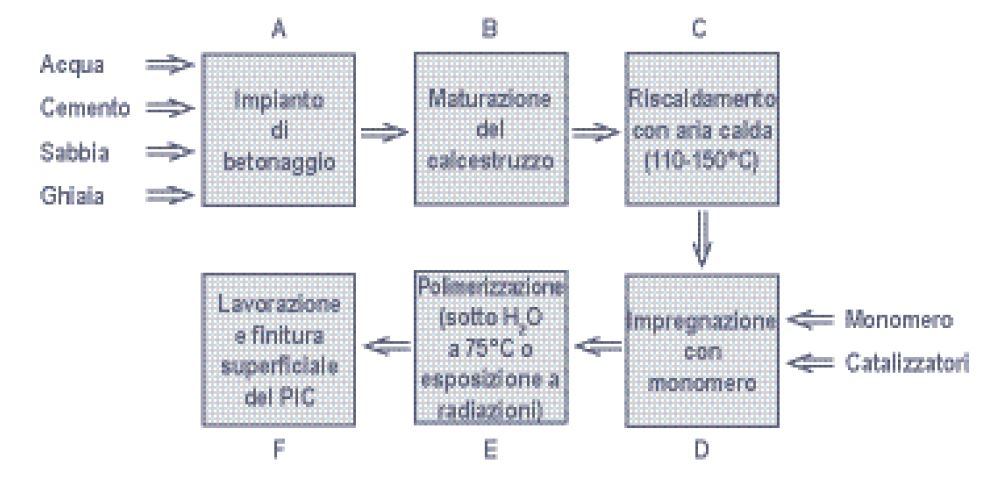
Fig. 23.2 – Schematizzazione del processo produttivo di PIC
La rimozione dell’acqua libera del calcestruzzo, eventualmente accelerata con un riscaldamento sotto vuoto nello stadio C, è seguita dall’immersione in liquido monomerico (solitamente MMA) per circa 20 minuti al fine di impregnare il calcestruzzo saturandone tutta la porosità interna e superficiale (stadio D in
Fig. 23.2).
Il processo di polimerizzazione può avvenire (stadio E in Fig. 23.2) riscaldando il manufatto di calcestruzzo impregnato con monomero e catalizzatore (processo
termo-catalitico), oppure esponendo il manufatto alle radiazioni gamma del 60Co. Il processo termo-catalitico si realizza molto semplicemente immergendo il manufatto in un bagno di acqua calda (50 cm di altezza) a 75°C preliminarmente saturata con il monomero MMA: questo accorgimento evita che durante il riscaldamento a circa 75°C, necessario per la polimerizzazione in tempi relativamente brevi, il monomero situato nella parte corticale del calcestruzzo possa parzialmente evaporare prima ancora di polimerizzare. La presenza di acqua, satura essa stessa di monomero, impedisce a quello che si trova nel calcestruzzo di fuoriuscire e si realizza pertanto una completa polimerizzazione soprattutto nella parte corticale più attaccabile dalle azioni aggressive alle quali il manufatto sarà esposto in servizio.
Lo stadio finale di lavorazione e finitura superficiale con le tecniche tradizionalidi tornitura, trafilatura, ecc. tipiche dei materiali metallici (stadio E in Fig. 23.2) è di fondamentale importanza per ottenere manufatti funzionali oltre che esteticamente molto pregevoli (Fig. 23.1).
23.3 CARATTERISTICHE PRESTAZIONALI DEL PIC
La principale caratteristica prestazionale del PIC è la elevata resistenza meccanica a compressione che varia da 100 MPa, se il calcestruzzo è confezionato con aggregati porosi fino a circa 180 MPa, con calcestruzzi contenenti aggregati ordinari e maturazione a vapore ordinaria.
Un ulteriore incremento fi no a circa 200 MPa può essere ottenuto se si impiegano i calcestruzzi “autoclavati” che comportano, però, costi più elevati non sempre giustificati dal miglioramento prestazionale.
Miglioramenti prestazionali (da calcestruzzo ordinario a quello polimero-impregnato) del 200-300% sono conseguibili anche nella resistenza meccanica a trazione e flessione.
Il modulo elastico, invece, aumenta solo di circa il 70-80% con forte estensione del comportamento elastico-lineare fi no a circa il 50-70% del carico di rottura di tipo fragile (Fig. 23.3).
Miglioramenti altrettanto significativi quanto quelli relativi alle prestazioni meccaniche, e anch’essi correlati con l’annullamento pressoché totale della porosità capillare della matrice cementizia (§ 8.5), sono stati registrati per la durabilità. Oltre a resistere alle più severe condizioni di aggressioni convenzionali per le opere dell’ingegneria civile (§ 10.5) quali il gelo-disgelo o l’attacco solfatico (§ 10.3), il PIC resiste particolarmente bene all’azione dilavante di acqua demineralizzata ed all’attacco di acque acide.
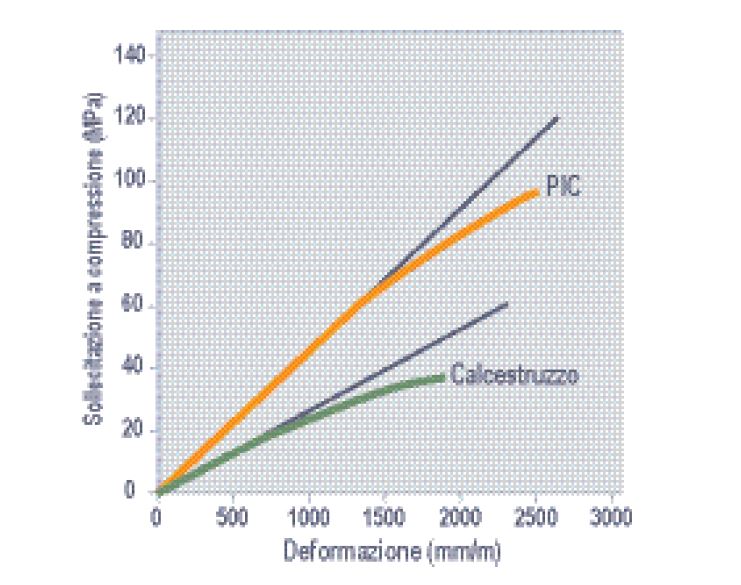
Fig. 23.3 – Curva sforzo-deformazione per un calcestruzzo prima e dopo l’impregnazione con MMA
23.4 APPLICAZIONI DEL PIC
Le applicazioni del PIC sono tutte applicazioni di “nicchia” e quasi sempre destinate a settori dell’ingegneria industriale o a rivestimenti per costruzioni di grande valore architettonico per l’aspetto tipo-marmo che si riesce ad ottenere (Fig. 23.1).
Un’altra importante applicazione riguarda il settore delle tubazioni. Tubi in PIC senza armature metalliche si comportano molto meglio delle corrispondenti tubazioni in calcestruzzo armato non solo per quanto concerne la pressione idrostatica che possono sopportare ma anche, e soprattutto, per la migliore resistenza all’attacco chimico di carattere acido come, per esempio, quelle di acque reflue-domestiche ed industriali.
Rivestimenti in PIC possono essere utilizzati per proteggere il substrato in calcestruzzo in molte applicazioni industriali esposte a sollecitazioni di carattere
straordinario.
Applicazioni per il pregevole aspetto del PIC vanno da elementi decorativi per giardino, pavimentazioni a mosaico e moduli per posto-barca attrezzato in porti turistici e, perfino, statue di rilevante pregio artistico.
Il PIC presenta, invece una scarsa durabilità se è messo in contatto con acque contenenti cloruro (opere marittime e autostradali esposte a sali decongelanti nei periodi invernali). Il cloruro provoca infatti la de-polimerizzazione del PMMA (cioè riduce il polimero solido in monomero liquido) con conseguente penetrazione dell’acqua contenente cloruri (M. Collepardi, L. Coppola, F. Manari e G. Moriconi; “Polymer-Impregnated Concrete Behaviour Under Sea-Water”; Proceedings of the International Conference “Innovative Marine Materials and Technology” La Spezia (1992); disponibile su www.encosrl.it Pubblicazioni
scientifiche Corrosione e protezione delle armature nelle strutture in c.a. Articolo N. 13).
Bibliografia consigliata
• “Polymers in Concrete”; Publication SP-40; American Concrete Institute; Detroit (USA); 1973
• A. Rio e S. Biagini; “Process of Tecnology and Performances of Polymer Impegnated Concretes”; Convegno BIBM, Stresa (Italia), 1975


Il nuovo calcestruzzo – Calcestruzzo proiettato
Capitolo XXII – Calcestruzzo proiettato
22.1 DEFINIZIONI
Il calcestruzzo proiettato – più noto forse con il termine tedesco di spritz beton o inglese di shotcrete – può essere definito come conglomerato cementizio pneumaticamente indirizzato ad alta velocità su una superficie (Fig. 22.1).
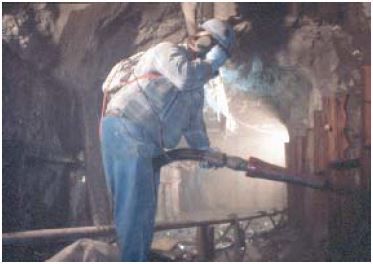
Fig. 22.1 – Il calcestruzzo è proiettato da un operatore, noto come “lancista” (nozzleman in
inglese), sulla superfi cie rocciosa di una galleria appena scavata

due distinti processi per questa tecnologia applicativa:
• per via secca, quando tutti gli ingredienti solidi del conglomerato sono accuratamente mescolati e la miscela secca è spinta da un flusso di aria compressa
fino all’ugello della pompa dove viene aggiunta l’acqua prima di proiettare la miscela su una superficie; la prima applicazione, nota come gunite (dall’inglese
togun, sparare), risale al 1910
• per via umida, quando tutti gli ingredienti, inclusa l’acqua, sono accuratamente mescolati e l’impasto più o meno fluido viene sospinto fino all’ugello della
pompa dove l’aria compressa lo proietta sulla superficie; la prima applicazione, nota come shotcrete (dall’inglese to shot concrete, sparare calcestruzzo)
risale agli anni ’60 del secolo precedente.
La tecnica del calcestruzzo proiettato è forse la più versatile tra quelle disponibili per la costruzione delle opere in c.a.:
• si può applicare su qualsiasi superficie (terreno, roccia, acciaio, calcestruzzo vecchio, muratura in pietra o mattone);
• consente illimitate possibilità di forma per strutture con configurazioni geometriche complesse;
• può essere applicato laddove il getto tradizionale presenta difficoltà esecutive (su soffitto e su pareti dietro tubazioni o altri ostacoli meccanici).
22.2 RACCOMANDAZIONI PER UNA CORRETTA APPLICAZIONE DEL
CALCESTRUZZO PROIETTATO
I principali inconvenienti del calcestruzzo proiettato, tutti derivanti da deficitarie applicazioni in pratica soprattutto con la tecnica della via secca, possono
essere:
• eterogeneità del materiale in situ;
• scarsa aderenza al substrato;
• delaminazione tra i vari strati;
• incompleto riempimento dietro le armature metalliche;
• rimbalzo degli inerti e sfrido.
Tutti questi inconvenienti possono, però, essere eliminati se si dispone di operatori abili ed esperti e se si predispone un’adeguata composizione del conglomerato
cementizio da spruzzare.
Nei paragrafi che seguono vengono illustrati gli accorgimenti per eliminare o almeno ridurre significativamente gli inconvenienti.
22.2.1 COMPOSIZIONE DEL MATERIALE IN SITU
Nel processo per via secca, l’acqua viene immessa a discrezione del “lancista” (Fig. 22.1) a seconda delle locali condizioni del sottofondo (umidità, inclinazione,
ecc.). Inoltre l’acqua, passa preferibilmente attraverso un percorso radiale e periferico bagnando così più il fl usso esterno di calcestruzzo che non quello interno.
Ciò comporta un rapporto a/c variabile da zona a zona del calcestruzzo in situ, e quindi anche variazioni nelle prestazioni. L’inconveniente può essere ridotto da una attento controllo dell’acqua immessa e da un leggero movimento circolare dell’ugello per sovrapporre zone più asciutte con quelle più bagnate ( Fig. 22.2).
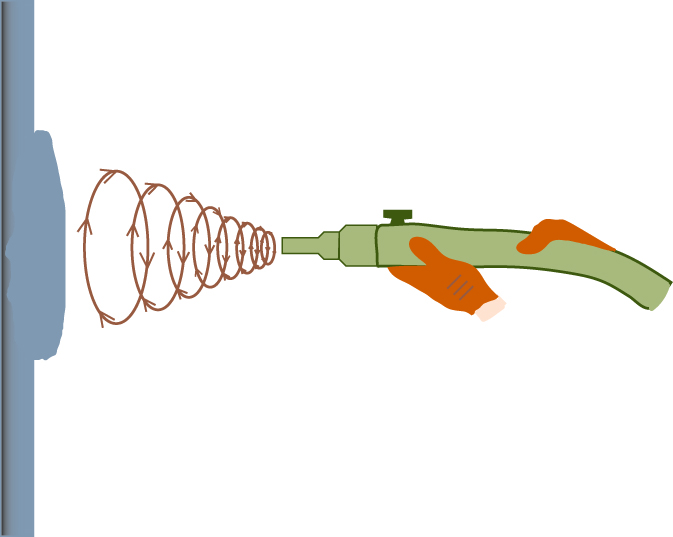
Fig. 22.2 – Un piccolo movimento circolare riduce le variazioni locali nel rapporto a/c e rende
quindi più uniforme il calcestruzzo proiettato (disegno adattato da ACI)
da una attento controllo dell’acqua immessa e da un leggero movimento circolare dell’ugello per sovrapporre zone più asciutte con quelle più bagnate ( Fig. 22.2).
Questa problematica non esiste nel processo per via umida dove il calcestruzzo in situ è molto più uniforme perché il rapporto a/c può essere preliminarmente
determinato e controllato e non è sotto il controllo discrezionale del “lancista”.
A causa del rimbalzo dell’aggregato grosso da parte del sottofondo e dei ferri di armatura il rapporto aggregato/cemento del calcestruzzo che lascia la lancia è
maggiore di quello in situ. Ciò comporta un arricchimento nel dosaggio di cemento del calcestruzzo in situ e quindi un maggior rischio di fessurazione per ritiro
igrometrico.
Il fenomeno è maggiore nel processo per via secca (rimbalzo del 30-40%) che non in quello per via umida (non più del 10%) ed è aggravato da una consistenza
asciutta (per la via secca), dalla presenza di ferri di armatura, e dall’inclinazione ridotta (<90°) del getto di calcestruzzo rispetto alla superficie.
22.2.2 ADERENZA AL SUBSTRATO
L’aderenza del calcestruzzo proiettato al substrato può essere migliorata significativamente se si adottano i seguenti accorgimenti:
• accurata saturazione del substrato (s.s.a.) soprattutto se fortemente assorbente (mattoni);
• attenta eliminazione di materiale estraneo o grasso;
• alta velocità di proiezione all’ugello;
• ridotta distanza dell’ugello dalla superfi cie su cui si proietta;
• angolo di incidenza del getto rispetto alla superfi cie più vicino possibile a 90°;
• eliminazione del rimbalzo dell’aggregato grosso che viene raccolto ed inglobato nel calcestruzzo già proiettato in basso.
Se correttamente applicato, l’aderenza del calcestruzzo proiettato al substrato è più che soddisfacente, come indicano a puro titolo esemplificativo i dati della Tabella 22.1.

Tabella 22.1 – Correlazione tra resistenza meccanica del calcestruzzo proiettato ed aderenza ad un substrato in roccia
In linea di massima maggiore è la resistenza meccanica a compressione maggiore dovrebbe essere aderenza al substrato. Tuttavia, altri fattori operativi,
come quelli sopra riportati (saturazione con acqua del substrato, angolo di incidenza, ecc.) determinano l’aderenza al substrato.
22.2.3 ADERENZA TRA I VARI STRATI
L’aderenza tra i vari strati di calcestruzzo proiettato può essere ridotta se gli aggregati rimbalzati si accumulano formando un vespaio e non vengono rimossi
prima di applicare lo strato successivo. Questo inconveniente può essere prevenuto adottando un corretto angolo di incidenza (Fig. 22.3) e rimuovendo, con
cazzuola o spazzola, il vespaio di aggregati rimbalzati prima che lo strato abbia fatto presa.
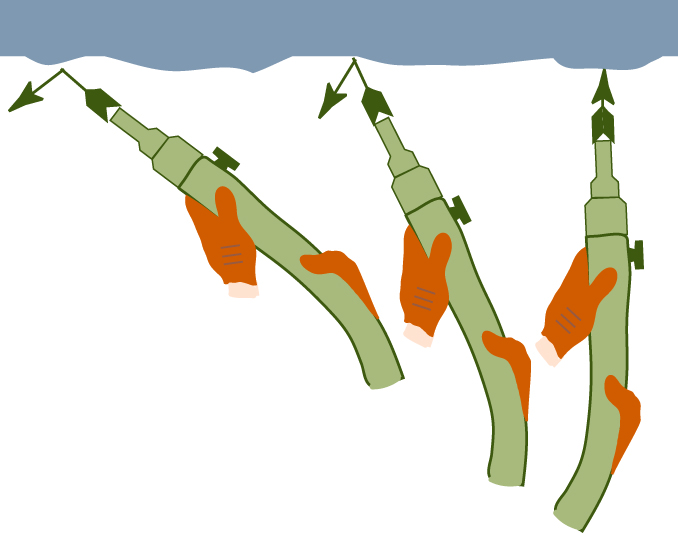
Fig. 22.3 – Influenza dell’angolo di incidenza sul rimbalzo dell’inerte (adattato da ACI)
22.2.4 RIEMPIMENTO DIETRO LE ARMATURE METALLICHE
Uno dei maggiori problemi alla corretta applicazione dello shotcrete è rappresentato dalla presenza delle armature metalliche soprattutto se molto congestionate.
È preferibile evitare barre metalliche di diametro superiore a 12 mm, come anche è consigliabile impiegare reti elettrosaldate (possibilmente galvanizzate) con diametro di 3-4 mm e spaziatura quadrata di almeno 100 mm. La rete va posizionata a metà dello spessore dello strato di shotcrete (Fig. 22.4) quando
questo è inferiore a 10 cm e un po’ più verso l’esterno per spessori maggiori di 10 cm. In ogni caso la rete elettrosaldata e le barre debbono essere allocate in
modo sufficientemente rigido per resistere all’impatto del calcestruzzo proiettato.

Il nuovo calcestruzzo – il calcestruzzo a ritiro compensato
Capitolo XXI
21.1 AGENTI ESPANSIVI
Il calcestruzzo a ritiro compensato è un conglomerato cementizio speciale, contenente un particolare ingrediente (agente espansivo) grazie al quale il
ritiro (§ 15.6), che subisce normalmente un calcestruzzo ordinario in ambienti insaturi di vapore (UR<95%), è in parte compensato da un fenomeno espansivo controllato nella durata e nella sua entità (M. Collepardi, M. Corradi e M. Valente, “Superplasticized shrinkage compensating concrete”, Proceedings of the 2nd International Conference on Superplasticizers in Concrete, Canada Centre for Mineral and Energy Technology and American Concrete Institute, Ottawa, Giugno, (1981); disponibile su www.encosrl.it -> Pubblicazioni scientifi che -> Additivi per malte e calcestruzzi -> Articolo N. 17).
Gli agenti espansivi normalmente impiegati per il calcestruzzo a ritiro compensato sono di due tipi: il primo comprende l’ossido di magnesio e soprattutto
l’ossido di calcio che aumentano il volume dell’impasto trasformandosi, per reazione con l’acqua, nei corrispondenti idrossidi come risulta dalle seguenti
reazioni:
CaO + H2O -> Ca(OH)2
MgO + H2O -> Mg(OH)2
Il secondo tipo di agente espansivo per calcestruzzo a ritiro compensato è fondamentalmente basato sulla trasformazione – per reazione con l’acqua – di
alcuni alluminati in un sale complesso denominato ettringite.
I processi chimici specifi ci attraverso i quali può avvenire questa trasformazione sono numerosi. Il più noto si basa sull’impiego di un solfoalluminato di
composizione 4CaO·3Al2O3·SO3 (C4A3S) che in presenza di calce (CH) e gesso (CS·H2) reagisce nel modo seguente:
I processi chimici specifi ci attraverso i quali può avvenire questa trasformazione sono numerosi. Il più noto si basa sull’impiego di un solfo alluminato di composizione 4CaO·3Al2O3·SO3 (C4A3 S) che in presenza di calce (CH) e gesso
(CS·H2) reagisce nel modo seguente:
C4A3 S + 6CH + 8CS · H2 + 96H2O -> 3(C3A·3CaSO4·32H2O) [21.3]
In linea di massima gli agenti espansivi basati sulle reazioni [21.1] e [21.2] sono più rapidi nel reagire e quindi nell’espandere che non gli agenti espansivi basati sulla reazione [21.3] consistente nella produzione di ettringite. Gli altri parametri che possono infl uire sulla velocità del fenomeno espansivo sono la granulometria e la porosità dell’agente espansivo. Poiché la reazione che provoca l’espansione avviene all’interfaccia acqua-solido (agente espansivo) è evidente che, riducendo la dimensione delle particelle solide di agente espansivo, si aumenta la superficie esposta all’azione dell’acqua e quindi si accelera il processo riducendo la durata dell’espansione. Analogamente, un agente espansivo sotto forma di granuli porosi diventa più facilmente penetrabile dall’acqua. La porosità dei granuli di agente espansivo – in particolare quello basato sul CaO – può essere regolata dal produttore mediante la temperatura di cottura della materia prima (calcare o dolomite); temperature più alte portano ad un prodotto compatto per effetto della sinterizzazione favorita dalle alte temperature.
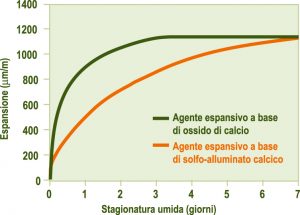
Fig. 21.1 – Esempio di andamento nel tempo dell’espansione di due calcestruzzi contenenti due diversi agenti espansivi in fase di indurimento
Come si vede, basandosi sulla composizione chimica, sulla granulometria e sulla porosità dell’agente espansivo si può regolare il tempo che occorre a far
reagire con l’acqua tutto l’agente espansivo presente nella malta o nel calcestruzzo, e conseguentemente si può regolare la durata del processo espansivo
durante il quale occorre garantire una stagionatura umida.
La Fig. 21.1 mostra l’andamento dell’espansione in funzione del tempo impiegando due diversi agenti espansivi commerciali: quello a base di ossido di calcio completa la sua trasformazione in idrossido di calcio (e quindi la sua espansione) in 1-2 giorni; l’agente espansivo basato sull’idratazione del solfoalluminato richiede, invece, 5-7 giorni per arrivare a completare la reazione portando il calcestruzzo ad un livello di espansione (nel caso specifi co circa 1100 μm/m) paragonabile a quello che l’agente espansivo a base di calce raggiunge in un paio di giorni.
Fermo restando che la stagionatura umida (§ 21.3) giova sempre all’idratazione del cemento ed alle proprietà del calcestruzzo, e che essa è tanto più efficace quanto più è prolungata, è evidente come l’arresto precoce della stagionatura (per esempio scasseratura ad 1 giorno dal getto senza ulteriore protezione delle superfi ci esposte) possa limitare signifi cativamente il processo espansivo di un calcestruzzo a ritiro compensato contenente un agente espansivo che richieda 7 giorni di stagionatura, mentre infl uenza molto meno l’espansione di un calcestruzzo a ritiro compensato a base di un prodotto che in 1-2 giorni esaurisce il suo processo espansivo.
• la particolare composizione del calcestruzzo espansivo della quale è responsabile il produttore;
• la modalità di stagionatura raccomandata che deve essere messa in atto dall’impresa;
• la percentuale di armatura metallica disposta, come contrasto all’espansione,
dal progettista.
Nei paragrafi che seguono sono esaminati questi tre importanti aspetti.
21.2 LA COMPOSIZIONE DEL CALCESTRUZZO A RITIRO COMPENSATO
La particolarità della composizione di questo calcestruzzo consiste, non solo, nella presenza di un certo quantitativo di agente espansivo (a base di CaO o di 4CaO·Al2O3·SO3 capaci di reagire con l’acqua di impasto e produrre espansione nel manufatto), ma anche nel rapporto acqua/cemento generalmente adottato (≤ 0,50).
Il rapporto acqua/cemento non è superiore solitamente a 0,50 in quanto è necessario un contrasto meccanico all’espansione (§ 21.4) e, pertanto, una Rck
di almeno 35 MPa (M. Collepardi, S. Monosi, M. Pauri, “L’infl uenza dei superfl uidifi canti sui calcestruzzi a ritiro compensato”, Atti delle Giornate AICAP 1983, Bari 26-29 maggio (1983); disponibile su www.encosrl.it Pubblicazioni scientifi che Tecnologia del calcestruzzo Articolo N. 27).
21.3 STAGIONATURA DEL CALCESTRUZZO A RITIRO COMPENSATO
L’appropriata composizione del calcestruzzo espansivo è condizione necessaria, ma non sufficiente, per realizzare manufatti in c.a. con ritiro compensato
al fi ne di ridurre il rischio di fessurazione, o di facilitare l’aderenza a strutture pre-esistenti, o per altri scopi ancora (A. Borsoi, P. Birane, W. Parente e M. Collepardi, “Il calcestruzzo a ritiro compensato o nullo” Enco Journal N. 29, 2005; disponibile su www.enco-journal.com Gli ultimi numeri N. 29).
Un aspetto molto importante per l’applicazione di successo di questo calcestruzzo è la stagionatura umida che deve essere garantita per almeno 4 giorni
dal getto (incluso il tempo eventualmente trascorso entro i casseri).
Nella Fig. 21.3 è rappresentato l’andamento nel tempo della espansione libera, cioè priva di contrasti in forma di barre metalliche (§ 21.4), del calcestruzzo espansivo in funzione dei vari trattamenti di stagionatura: il più efficace è basato sulla bagnatura con acqua nebulizzata o l’applicazione di sacchi tipo iuta mantenuti bagnati; in questa condizione, come si vede in Fig. 21.3, l’espansione del conglomerato raggiunge circa lo 0,05 – 0,07% (cioè 500-700 μm/m) nel giro di qualche giorno.
L’aggiunta di additivo SRA (§ 13.9) del calcestruzzo a ritiro compensato ritarda l’evaporazione di acqua dal conglomerato e consente di ottenere risultati di espansione più che accettabili senza dover impegnare manodopera nella continua nebulizzazione di acqua sulle superfi ci. Nella Fig. 13.9 si vede l’effetto della presenza o meno dell’additivo SRA nel calcestruzzo accanto all’agente espansivo.
La conservazione dentro casseforme, ancorché impegnativa economicamente per il ritardo nel riuso dei casseri, è ancora suffi cientemente effi cace tanto
quanto la più economica protezione con teli impermeabili a diretto contatto
con la superfi cie delle strutture appena scasserate.
È accettabile anche l’adozione di membrane anti-evaporanti, realizzate mediante applicazione a spruzzo di prodotti fi lmogeni (agenti stagionanti, curing
compunds) sulla superfi cie dei manufatti appena sformati: tuttavia, in queste condizioni l’espansione iniziale si riduce a circa 0,02%, ma si conserva meglio nei tempi successivi.
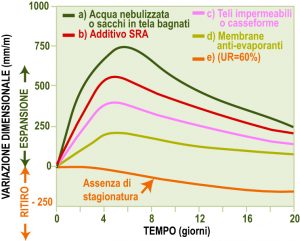
Fig. 21.3 – Influenza della stagionatura iniziale sulla curva “variazione dimensionale-tempo”
Non è invece assolutamente accettabile l’assenza di stagionatura (cioè esposizione all’aria aperta) in sostituzione di una delle tre precedenti misure; infatti, soprattutto in climi insaturi di vapore come può accadere dopo il getto (nel caso di una pavimentazione) o dopo la scasseratura (di strutture entro casseforme), l’evaporazione dell’umidità dalla superfi cie del calcestruzzo impedisce lo sviluppo del fenomeno espansivo (che richiede invece la presenza di umidità per potersi manifestare) e si possono realizzare condizioni di ritiro immediato nonostante l’impiego di un agente espansivo (Fig. 21.3).
In queste condizioni, di ritiro sulla superfi cie essiccata e di espansione nello strato sub-corticale per presenza di umidità (in quanto non ancora coinvolto
dall’essiccamento) , è possibile che si formino microfessurazioni sullo strato corticale sottoposto a sollecitazioni di trazione.
21.4 MISURA DELL’ESPANSIONE DI UN CALCESTRUZZO A RITIRO COMPENSATO
Nella Fig. 21.4 è mostrato il rinforzo metallico (costituto da una barretta in acciaio fi lettata e lunga 280 mm saldata a due piastre metalliche) all’interno
di una cassaforma (lunga 240 mm con sezione da 40 mm) utilizzata per confezionare un provino in calcestruzzo armato prismatico. Non appena il provino in calcestruzzo armato può essere sformato (quando cioè è avvenuta la presa dopo circa 6 ore) si controlla la lunghezza iniziale della barretta metallica. La funzione della barretta metallica è quella di contrastare l’espansione del calcestruzzo espansivo così come avverrebbe nelle strutture reali per la presenza delle barre di armatura.