
Non-distruttive: prove sul calcestruzzo in opera
La diagnosi del deterioramento di una struttura consiste nella raccolta di dati sperimentali che — unitamente alle informazioni al contorno, di carattere ambientale, climatico, storico, strutturale — consente di stabilire le cause del deterioramento della struttura in genere, e del degrado dei materiali in particolare. La raccolta di dati sperimentali si basa sull’esecuzione di prove che possono essere suddivise in distruttive e non-distruttive.La distinzione tra prove distruttive e non-distruttive consiste fondamentalmente nel fatto che le prime si basano su prove sperimentali, generalmente eseguite in laboratorio, effettuate su provini o campioni prelevati dalla struttura: ne consegue che esse prevedono in genere il sollevamento sia pure parziale di un pavimento, il carotaggio di una muratura, ecc., tutte operazioni che possono arrecare una compromissione alle strutture sospettate di essere coinvolte da un processo di deterioramento.Le prove non-distruttive, invece, presentano il vantaggio di fornire elementi utili alla interpretazione del potenziale deterioramento in atto, senza minimamente aggravare lo stato della struttura dal punto di vista estetico o strutturale. Le prove non-distruttive sono di carattere prevalentemente fisico o fisico-meccanico da eseguire in sito sulla struttura; le prove distruttive, invece, sono di carattere chimico, fisico, o meccanico da effettuare in laboratorio.In generale, è molto difficile che con le sole prove non-distruttive si possa arrivare ad una diagnosi corretta del degrado di una struttura. Molto spesso, esse debbono essere accompagnate da quelle distruttive. L’accoppiamento di prove distruttive e non-distruttive, oltre al carattere di complementarità e di completezza dell’informazione desunta, presenta anche il vantaggio di ridurre globalmente il numero totale delle prove da eseguire e quindi il costo generale della diagnosi: infatti, in linea di massima, il costo della singola prova di laboratorio è relativamente basso, ma si richiede un numero relativamente elevato di prove sui diversi prelievi, rispetto alle prove non distruttive, per poter emettere una diagnosi.Lo scopo principale delle prove non-distruttive in sito è quello di fornire elementi utili non tanto e non solo per emettere direttamente una diagnosi, quanto e soprattutto per guidare il tecnico in un prelievo ben finalizzato dei campioni e dei provini da sottoporre a successive prove di laboratorio. Le prove non-distruttive sono in genere caratterizzate dalle seguenti proprietà:· mantengono integra (o quasi) la struttura indagata;
- informano in modo globale, rapido e semplice;
- forniscono risultati sia qualitativi che quantitativi o comunque comparativi.
Le principali prove non-distruttive che possono essere prese in considerazione per una diagnosi delle strutture includono: fotografia, termografia, endoscopia, magnetometria, gammagrafia, auscultazione sonica, prove con ultrasuoni e sclerometria.
FOTOGRAFIA
Per quanto banale essa possa sembrare, la documentazione fotografica (Fig. 1) è una prova non-distruttiva che sempre dovrebbe accompagnare una diagnosi, anche e soprattutto se seguita da prove distruttive in laboratorio, per evidenziare e documentare dove sono localizzati i prelievi sottoposti alle altre osservazioni o analisi. Essa dovrebbe includere sia la visione d’assieme della struttura da indagare, sia i dettagli possibilmente identificati con un codice per consentire un facile ed immediato riferimento alla struttura generale.
TERMOGRAFIA
Il principio della termografia è basato sul fatto che qualsiasi oggetto che si trova ad una determinata temperatura emette un flusso di energia regolato dalla legge dì Stefan-Bolzmann:E= esT4dove T è la temperatura assoluta (in °K) della superficie da cui proviene il flusso energetico E (in W/m2), s è una costante che vale 5,67 · 10-8 W/m2°K4, ed e una costante adimensionale — detta emissività — che dipende dal materiale che costituisce la superficie.
 Fig. 1 – Esempio di documentazione fotografica per la diagnosi del degrado.
Fig. 1 – Esempio di documentazione fotografica per la diagnosi del degrado.
Immaginando che una struttura composita, come una muratura, sia esposta nelle stesse condizioni termiche (per esempio all’irraggiamento solare), i singoli elementi (pietra, malta, mattone, acciaio, ecc.) si porteranno ad una diversa temperatura in funzione delle loro proprietà termiche, ed in particolare del loro calore specifico e della loro conducibilità termica. Ciascun elemento emetterà un flusso di energia in accordo con la legge di Stefan-Bolzmann, in funzione della temperatura raggiunta e della sua emissività. La termografia consiste nel registrare, mediante un rilevatore ad infrarosso, le temperature raggiunte dai vari elementi presenti in una struttura. Il rilevatore impiegato consente, in particolare, di misurare le radiazioni infrarosse (IR) comprese nell’intervallo di lunghezza d’onda tra 2 e circa 6 mm. Mediante un sistema ottico (costituito da varie lenti) ed elettrico (capace di tramutare in un segnale elettrico l’intensità della radiazione ricevuta) le differenze di temperature vengono registrate, attraverso un termogramma consistente nella registrazione grafica di tonalità monocromatiche (varianti, per esempio, dal bianco al nero) proporzionali alle diverse temperature (Fig. 2).
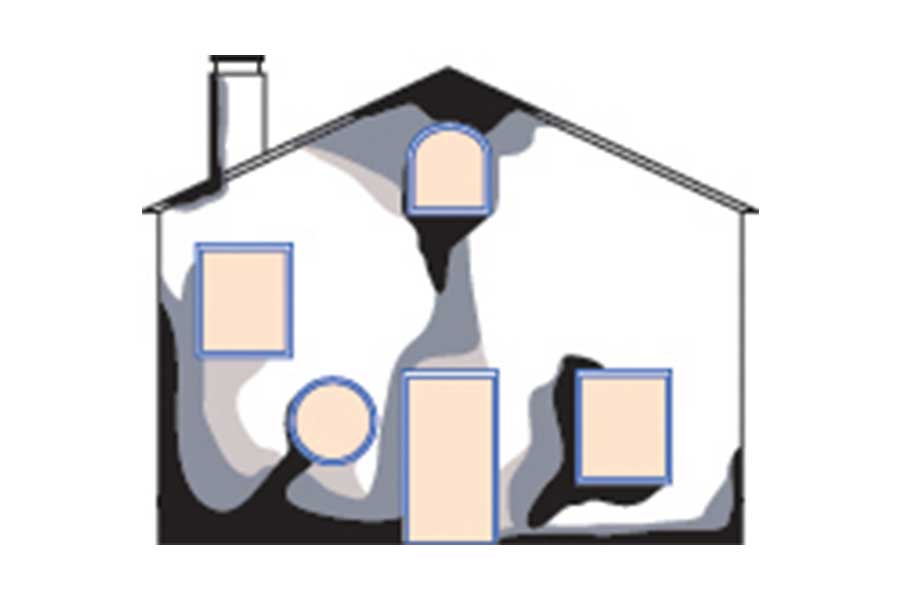
Fig. 2 – Termografia per rilevare la distribuzione dell’umidità (maggiore nelle zone più scure)
Una particolare applicazione della termografia consiste nel rilevare la distribuzione superficiale dell’umidità: riscaldando artificialmente ed omogeneamente la superficie esterna di una muratura, la temperatura raggiunta in ogni elemento superficiale dipende fortemente dal contenuto di umidità localmente presente: l’aumento di temperatura nelle zone più umide sarà minore che in quelle più asciutte, e pertanto una registrazione termografica consente di ricavare una mappatura comparativa dell’umidità superficiale. Sarà poi possibile, con pochi prelievi mirati sulla base delle indicazioni termografiche, determinare in assoluto e con precisione il contenuto di umidità mediante prove di essiccamento dei prelievi in laboratorio. Questo è un tipico esempio per dimostrare la complementarità di una prova non-distruttiva (come la termografia) con una prova distruttiva (come la determinazione dell’umidità in laboratorio per essiccamento dei prelievi).
ENDOSCOPIA
L’endoscopio è uno strumento che consente di vedere in cavità, inaccessibili all’osservazione diretta, attraverso fori (da qualche mm a qualche cm) praticati nella struttura e nei quali passa un sistema ottico di tipo rigido costituito da obiettivi e lenti tradizionali, o di tipo flessibile formato da fibre ottiche. In entrambi i casi, l’apparecchio include anche un sistema di illuminazione interna ed un oculare esterno abbinato ad una camera fotografica per registrare le osservazioni endoscopiche. L’endoscopio consente in sostanza di osservare lo stato delle superfici interne in corrispondenza dei fori praticati nella struttura. Sebbene, a rigore, la prova non sia assolutamente non-distruttiva, in quanto occorre praticare dei fori nella struttura, essa viene così catalogata in quanto è impiegata per diagnosi in sito sulla struttura, molto spesso con successo soprattutto dopo aver effettuato l’indagine termografica a cui viene spesso abbinata.
MAGNETOMETRIA
Questa tecnica consente di individuare materiali ferromagnetici nascosti nella muratura. Il principio del metodo si basa sull’induzione magnetica: se un conduttore elettrico (di lunghezza l) si muove con una velocità v attraverso un campo magnetico di intensità B, all’estremità del conduttore si genera una differenza di potenziale e cosi calcolabile:e = B l vSe le estremità del conduttore in movimento sono collegate con un circuito esterno stazionario rispetto al campo magnetico, la tensione indotta e causa il passaggio di una corrente di intensità i, la quale determina una caduta di potenziale iR, dove R è la resistenza elettrica del conduttore in movimento. La differenza di potenziale V alle estremità del conduttore diventa:V = e – iRIn pratica il magnetometro si compone di una sonda che viene messa in movimento sulla superficie della struttura da indagare. La sonda consiste in una bobina attraversata da una corrente alternata di frequenza costante che genera un campo magnetico alternato. Gli oggetti metallici, incassati nella struttura da indagare, ma tali che si trovino nell’area di influenza del campo magnetico, alterano la differenza di potenziale all’estremità della bobina in base al principio sopra illustrato. L’alterazione del voltaggio viene segnalata su una scala o registrata graficamente (Fig. 3). L’alterazione dipende dallo spessore dell’oggetto metallico e da quello del materiale coprente: nel caso di strutture in cemento armato, per esempio, il magnetometro, adeguatamente tarato, consente di rilevare il diametro dell’armatura in acciaio e lo spessore del copriferro.

Fig.3 – Esempio di applicazione della magnetometria per rilevare la presenza dei ferri nel solaio in c.a.
GAMMAGRAFIA
Questa tecnica di indagine non-distruttiva, largamente impiegata in altri settori dell’ingegneria meccanica, si basa sulle diverse capacità dei materiali di assorbire energia elettromagnetica emessa da sorgenti radioattive in grado di produrre raggi X. Una pellicola particolare viene impressionata dalle radiazioni che fuoriescono dal manufatto esposto alle radiazioni provenienti dalla sorgente radioattiva: sulla pellicola si evidenziano diverse tonalità di grigio in relazione alle caratteristiche di opacità o trasparenza del manufatto alle radiazioni X.Per quanto molto utile nel segnalare la presenza di elementi metallici, di fessurazioni e di cavità non visibili, la gammagrafia pone qualche problema in relazione alla sicurezzadelle persone direttamente o indirettamente coinvolte nella sperimentazione e pertanto richiede una specifica autorizzazione.
AUSCULTAZIONE SONICA
La tecnica, già utilizzata con successo per il controllo delle fondazioni profonde, si basa fondamentalmente sulla misurazione del tempo impiegato dalle onde soniche – di frequenza compresa tra 16 e 20 kHz nell’attraversare un determinato percorso all’interno di un materiale. Nella Fig. 4 è schematicamente mostrato il principio del metodo nel caso si voglia evidenziare la presenza di una fessura in un palo di fondazione in c.a. attraverso l’auscultazione delle onde soniche: queste, infatti, incontrando una discontinuità del palo (fessura) vengono in parte riflesse ed in parte rifratte. Il trigger fa scattare un contatore di tempo allorquando la sorgente (un martello, un generatore di rumore, ecc.) emette le onde soniche. Il sensore raccoglie l’onda riflessa, la trasforma in un segnale elettrico che interrompe il contatore. La misura del tempo t di percorrenza dell’onda sonica riflessa all’interno del materiale integro (2L0) e la conoscenza della velocità (V) con cui le onde soniche viaggiano attraverso il materiale permettono di risalire alla lunghezza L0 in corrispondenza della quale si trova una fessura. Lo stesso principio può essere utilizzato nell’auscultazione sonica per trasmissione: in questo caso la sorgente ed il sensore sono posti, per esempio, sulle due facce opposte di una muratura; muovendo la sorgente ed il sensore lungo l’altezza della muratura è possibile registrare eventuali discontinuità del materiale che compone la struttura (cavità, fessure, eterogeneità, ecc.).
RILEVAMENTO DEGLI ULTRASUONI
Le vibrazioni meccaniche con frequenze superiori a 20 kHz, e fino a 1000 MHz, non sono percepite dall’orecchio umano e sono definite ultrasoniche. Le onde ultrasoniche, a differenza di quelle soniche, non si trasmettono altrettanto facilmente nell’aria; entrambe, però, possono essere molto facilmente trasmesse, anche per lunghe distanze, attraverso materiali liquidi e soprattutto solidi.La specificità delle onde ultrasoniche consiste nel fatto che se esse incontrano uno strato di aria (fessura, cavità, intercapedine) vengono quasi completamente riflesse. Si calcola che è sufficiente una fessura di circa 1 mm per bloccare la trasmissione degli ultrasuoni aventi una lunghezza d’onda di circa 1 mm. La velocità (V) con cui si trasmettono le onde soniche o ultrasoniche è regolata dalla seguente equazione:dove Ed è il modulo elastico dinamico (N/mm2) del materiale attraversato dalle onde ultrasoniche, r è la sua massa volumica (kg/m3), e v è il modulo di Poisson.Se sono noti (o si misurano) i valori di r e di V, si può calcolare Ed dalla misura di V. Se si evidenziano variazioni di V lungo una certa dimensione di una struttura di spessore nominale costante, ciò può essere imputato a variazioni di materiale (variando il materiale varia Ed) oppure a presenza di fessure o di cavità. Come si vede, non è facile emettere una diagnosi di deterioramento sulla semplice rilevazione di questa prova non-distruttiva: tuttavia, come si è già detto, le prove non-distruttive, incluse quelle basate sulla misura di velocità di propagazione degli ultrasuoni, possono segnalare le zone sospettate di essere degradate e permettono pertanto di “mirare” meglio le aree da sottoporre a prelievi per le prove distruttive.Il rilevamento della trasmissione degli ultrasuoni può essere fatto mediante una sorgente di onde con frequenza solitamente compresa tra 50 e 100 kHz, ed una sonda ricevente. Con un cronometro elettronico si misura il tempo impiegato dalle onde a percorrere un determinato cammino di spessore L noto e si calcola quindi la velocità V. Si possono attuare tre tipi di rilevazioni a seconda delle circostanze: trasmissione diretta, semi-diretta, ed indiretta (Fig. 5).
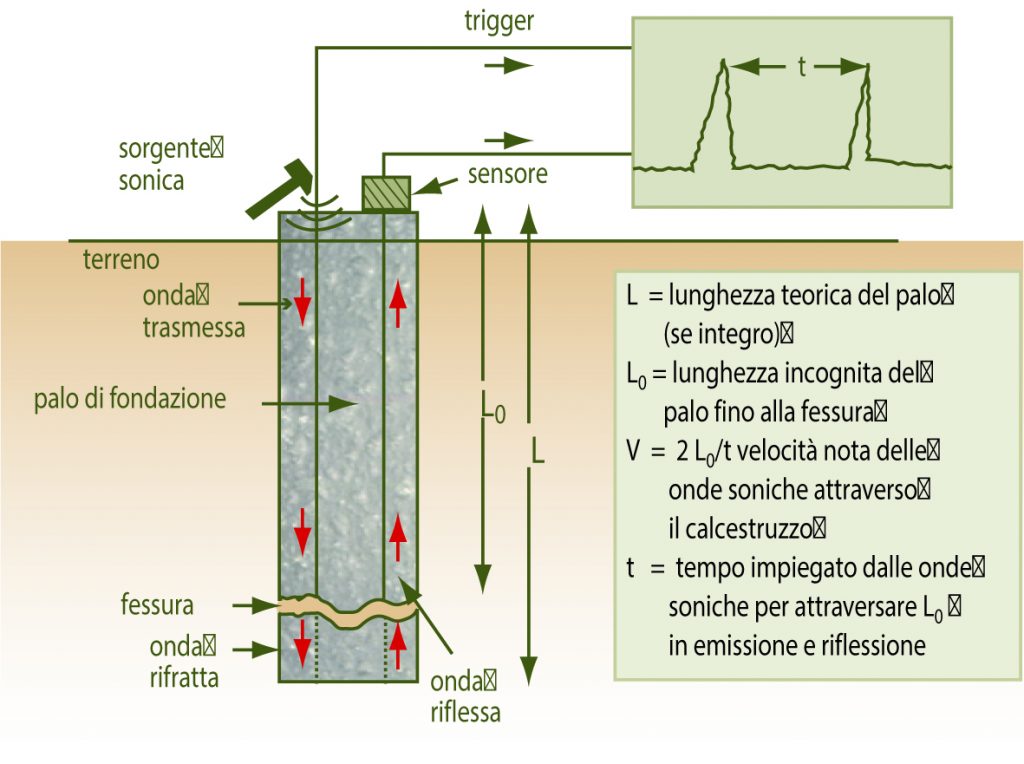
Fig.4 – Rilevamento di una fessura in un palo di fondazione mediante auscultazione sonica.
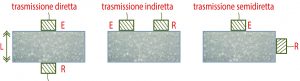
Fig.5 – Tipi di trasmissione (diretta, indiretta e semi-diretta) degli ultrasuoni realizzati con diversi posizionamenti della sonda di emissione (E) e di ricezione (R) delle onde.
Ovviamente, quando è possibile, la trasmissione diretta è preferibile perché consente una misura dello spessore (L) attraversato dalle onde e quindi, mediante il rilevamento del tempo (t), anche della velocità V e quindi del modulo elastico dinamico Ed. Quando non è possibile posizionare le due sonde in opposizione, si può ricorrere agli atri due tipi di trasmissione che — pur meno precisi perché non si conosce il cammino percorso dalle onde — consentono comunque, attraverso rilevazioni comparative eseguite su strutture analoghe, di evidenziare discontinuità o difetti non visibili direttamente. Per esempio, nella trasmissione indiretta effettuata lungo un muro di spessore (L) si può evidenziare la presenza di anomalie posizionando la sonda di ricezione in punti diversi ed equidistanti tra loro.
SCLEROMETRIA
Le prove sclerometriche, sicuramente le più impiegate tra quelle non-distruttive, consentono di determinare la durezza superficiale di una struttura in calcestruzzo mediante la misura del rimbalzo di un’asta proiettata sulla superficie della struttura stessa. Poiché esiste una qualche correlazione tra la durezza superficiale e la resistenza meccanica, molto spesso lo sclerometro (Fig. 6) è utilizzato per ricavare i valori di resistenza meccanica a compressione. In realtà, la correlazione tra durezza superficiale e resistenza a compressione — e quindi la taratura dello strumento — dipende da alcuni parametri (come la durezza dell’aggregato lapideo, finitura e compattazione dello strato corticale, stagionatura superficiale, ecc.) che possono influenzare la correlazione stessa.
 Fig.6 – Impiego dello sclerometro per misurare la durezza superficiale di un pilastro.
Fig.6 – Impiego dello sclerometro per misurare la durezza superficiale di un pilastro.
Pertanto, il miglior impiego della sclerometria, come avviene tipicamente per le prove non-distruttive, è quello di individuare comparativamente zone di calcestruzzo relativamente più deboli e più forti (in termini di durezza superficiale e quindi di resistenza meccanica), in corrispondenza delle quali con poche e misurate prove distruttive (carotaggio e schiacciamento dei provini) si può determinare, in valore assoluto, la resistenza meccanica o il modulo elastico statico del materiale in sito.

Olistico: approccio nello studio del calcestruzzo
L’approccio olistico, (dal greco hólos che significa che significa “tutto”) è stato proposto prima da Idorn (Concrete Progress. From Antiquity to the Third Millennium, Thomas Telford, London, 1997) e poi più estesamente ripreso da Mehta (Durability – Critical Issues for the Future“, Concrete International, Vol. 19, No. 7 July, 1997, pp 27-35.) per indicare una nuova metodologia finalizzata allo studio della durabilità delle strutture in calcestruzzo. Più in generale, l’approccio olistico, cioè integrale, è stato proposto per contrastare l’eccesso di riduzionismo in ogni campo della scienza e della tecnologia, basato sulla pretesa che tutti gli aspetti di una struttura complicata o di un fenomeno complesso (nell’economia come nella medicina, nell’ingegneria come nella biologia) possano essere compresi riducendoli a parti più semplici. Nel campo del calcestruzzo, con l’approccio riduzionistico si è spesso semplificata la struttura reale riducendola in provini e trasformando il complesso ambiente naturale in un ambiente di laboratorio dove si possa far variare un solo parametro per volta a parità di tutte le altre condizioni. Questo procedimento analitico è figlio del moderno pensiero scientifico, e si è rivelato molto utile per lo sviluppo di nuove teorie scientifiche come anche per la realizzazione di tecnologie molto progredite. Tuttavia, l’eccesso di riduzionismo può essere fuorviante nello studio di sistemi molto complessi per i quali l’approccio olistico, basato sull’intuizione, si può rivelare più proficuo. Anzi, secondo Capra (The Turning Point, Batan New Ages Book, 1983.), i due approcci debbono essere considerati complementari.A differenza dell’approccio riduzionistico, che consente di misurare con precisione i parametri studiati e di elaborare talvolta anche un modello matematico per descriverne il comportamento in ben determinate condizioni, l’approccio olistico è necessariamente qualitativo o al massimo semi-quantitativo, ma non per questo meno proficuo o vantaggioso rispetto all’approccio riduzionistico. Per quanto riguarda il calcestruzzo, un paio di esempi potranno essere utili per esaminare i vantaggi dell’approccio riduzionistico o di quello olistico per affrontare i vari problemi.
L’APPROCCIO RIDUZIONISTICO
Il primo esempio riguarda lo studio della resistenza meccanica a compressione (Rc). Come è noto, Rc dipende, oltre che dal rapporto acqua/cemento (a/c), da molti altri parametri: grado di compattazione del calcestruzzo dentro i casseri, temperatura e umidità relativa della stagionatura, tempo di maturazione, forma geometrica e dimensione dei provini, tipo e classe di cemento, e porosità degli aggregati lapidei. Per semplificare un così complesso sistema, con un approccio riduzionistico occorre ridurlo in parti più semplici facendo variare, per esempio solo a/c e misurando Rc mantenendo costanti tutti gli altri parametri. Qualcosa del genere dovette fare Abrams per ricavare la famosa legge che porta il suo nome:Rc = K1/K2/a/c [1]dove K1 e K2 sono due costanti che dipendono da tutti gli altri parametri tenuti costanti (tempo di rottura, temperatura di stagionatura, tipo di cemento, forma geometrica dei provini, ecc.). Per arrivare all’equazione [1] o altre simili, si può cominciare a preparare in laboratorio una serie di calcestruzzi con lo stesso tipo di cemento dove l’unico parametro variabile è il valore di a/c e procedere quindi ad una completa e costante compattazione del calcestruzzo fresco, ad una stagionatura umida sempre a 20°C, ad una rottura a compressione dei provini cubici sempre a 28 giorni. Quindi, nota la resistenza Rc per ogni valore di a/c, si potranno ricavare le costanti K1 e K2 oppure si potrà rappresentare graficamente l’equazione [1] a 28 giorni (Fig. 1).
 Fig. 1 – Influenza del rapporto acqua-cemento (a/c) sulla resistenza caratteristica (Rck) del calcestruzzo con CEM II B/L 32.5R.
Fig. 1 – Influenza del rapporto acqua-cemento (a/c) sulla resistenza caratteristica (Rck) del calcestruzzo con CEM II B/L 32.5R.
Ripetendo l’esperienza alla stessa temperatura, impiegando lo stesso cemento, e rompendo i provini ad un’altra stagionatura – per esempio a 7 giorni – si potranno calcolare altri valori di K1 e K2. Procedendo in questo modo ad altre stagionature (per esempio 1 e 3 giorni) sarà possibile offrire un quadro più completo della correlazione Rc – a/c a tempi diversi ma riferiti alla stessa temperatura, stesso cemento e stesso grado di compattazione. Per le strutture reali, però, difficilmente si conoscono il grado di accuratezza adottato nel compattare il calcestruzzo gettato nei casseri, la temperatura effettiva (tra l’altro mai costante, ma variabile di giorno in giorno in base al clima ed al calore di idratazione sviluppato inizialmente). Pertanto, l’equazione di Abrams non può essere molto precisa per predeterminare la Rc del calcestruzzo nelle strutture reali, noti i valori di acqua e cemento immessi in betoniera o, al contrario, per calcolare il valore di a/c adottato in base alla misura della Rc su una “carota” estratta dalla struttura. Tutto ciò non significa però che uno studio affrontato con l’approccio riduzionistico sia di scarsa utilità, ma piuttosto che i risultati ottenuti non possano essere estrapolati al di fuori delle limitazioni entro le quali furono ricavati.Per tornare all’equazione di Abrams [1], si possono segnalare almeno due utili applicazioni pratiche. La prima riguarda la necessità di controllare la qualità del calcestruzzo, ed in particolare la sua resistenza meccanica, attraverso la misura di Rc non già sulle strutture, ma su provini di geometria nota, compattati a rifiuto, e stagionati a temperature e per tempi ben standardizzati (20°C e 28 giorni). Solo in questo modo il valore di Rc è significativo ed esprime la potenziale qualità del calcestruzzo utilizzato in cantiere sulla base di precise prescrizioni: esso è utile, quindi, per regolare le forniture del produttore di calcestruzzo all’impresa, ma non può essere esteso, salvo eccezioni, al controllo della resistenza del calcestruzzo delle strutture. La seconda applicazione, molto più utile per il progresso tecnologico, riguarda l’insegnamento derivante dalla legge di Abrams: una volta noto l’importante ruolo giuocato da a/c, si è compresa l’importanza di controllare l’acqua introdotta nell’impasto (compresa quella derivante dall’umidità degli aggregati dalla cui variabilità può dipendere molto la scarsa riproducibilità dei risultati di Rc). Inoltre, dalla legge di Abrams deriva tutta la ricerca che ha portato all’invenzione ed allo sviluppo di additivi sempre più efficaci nel ridurre l’acqua di impasto, e conseguentemente il valore di a/c, senza penalizzazione della lavorabilità.
L’APPROCCIO OLISTICO
Il secondo esempio riguarda lo studio della durabilità delle strutture reali (travi, pilastri, solette, ecc.) che risulta essere molto più complesso di quello affrontabile in laboratorio. Quest’ultimo viene studiato necessariamente con un approccio riduzionistico preparando alcune serie di provini per ciascuna delle quali si fa variare un solo parametro; (per esempio a/c, oppure il tipo di cemento, oppure la temperatura di esposizione, oppure ancora la concentrazione di agente aggressivo). Questo approccio semplifica lo studio perché consente di determinare l’influenza di ciascun parametro sulla durabilità a parità di tutte le altre condizioni.Tuttavia, occorre estendere con molta prudenza i risultati ottenuti con l’approccio riduzionistico alle strutture reali. Per esempio, sovente si verifica che due parti molto prossime nella stessa struttura – quindi a parità di a/c, di compattazione, ed apparentemente di tutti gli altri parametri – presentino comportamenti di durabilità molto diversi tra loro, difficilmente interpretabili sulla base del solo studio riduzionistico di laboratorio. L’approccio olistico, basato soprattutto sull’osservazione comparativa ed acuta delle strutture reali danneggiate e di quelle integre della stessa opera, consente invece di arrivare ad una comprensione intuitiva del fenomeno ancorché difficilmente modellabile in termini quantitativamente analitici.La Fig. 2 illustra in modo sintetico e semi-quantitativo i principali parametri responsabili del degrado di una struttura in calcestruzzo armato (4). Questi parametri sono raggruppabili in tre categorie:– porosità del materiale– umidità delle strutture– esposizione ad ambiente aggressivo Fig. 2 – Approccio olistico al degrado: occorre la coesistenza di umidità, di porosità del materiale e di agenti aggressivi nell’ambiente perché si manifesti il degrado (area rossa).Ciascuna categoria di parametri è rappresentata da un cerchio in Fig. 2. Solo quando tutte e tre le categorie coesistono, alternativamente o continuamente, si può manifestare il degrado: questa situazione corrisponde alla sovrapposizione dei tre cerchi ed è rappresentata dalla zona centrale del diagramma ternario di Fig. 2. La sovrapposizione di soli due cerchi che corrisponde alla coesistenza di due categorie di parametri, per esempio ambiente umido ed aggressivo per presenza di solfati, non comporta alcun rischio di degrado per la mancanza della terza categoria di parametri, cioè della porosità del calcestruzzo. Naturalmente, ancora meno probabile è il rischio di degrado in presenza di una sola categoria di parametri: per esempio calcestruzzo poroso in ambiente asciutto e privo di agenti aggressivi.Nella Fig. 2 sono anche mostrati i vari parametri appartenenti a ciascuna categoria. Per esempio, la porosità del calcestruzzo include un numero significativo di parametri che possono influenzare direttamente o indirettamente la porosità: non solo il valore di a/c che, come è noto dalla teoria di Powers, influenza la porosità capillare (1-100 mm) della matrice cementizia; ma anche una carente stagionatura umida iniziale, l’esposizione alle escursioni igro-termiche dell’ambiente che possono provocare la formazione di microfessure (100-300 mm) attraverso le quali l’acqua ambientale può penetrare trasportando gli agenti aggressivi ed aggirando una matrice cementizia anche poco porosa per il basso valore di a/c. Ed ancora: uno scarso grado di compattazione del calcestruzzo nella struttura reale, in relazione ad un impasto segregabile, poco lavorabile e/o poco vibrato (si veda l’articolo “Lavorabilità del calcestruzzo fresco: influenza sul calcestruzzo in servizio” disponibile sul sito www.encosrl.it è l’ ABC del calcestruzzo:), può provocare la presenza di macrovuoti (1 mm – 1 cm), talvolta fino alla formazione di vistosi “vespai”, che ovviamente facilitano l’ingresso dell’acqua e degli agenti aggressivi anche in calcestruzzi confezionati con basso a/c e ben stagionati a umido.Per quanto riguarda l’aggressività dell’ambiente ci si può limitare all’elenco degli agenti aggressivi più frequentemente riscontrabili e previsti dalla normativa europea (si consulti l’articolo “Durabilità del calcestruzzo armato” sul sito www.encosrl.it è l’ABC del calcestruzzo:): solfati, cloruri, alcali, ossigeno, anidride carbonica, ghiaccio, tenendo presente che molto spesso questi fattori agiscono contemporaneamente con effetti talvolta sinergici (1 + 1 = 3).
Fig. 2 – Approccio olistico al degrado: occorre la coesistenza di umidità, di porosità del materiale e di agenti aggressivi nell’ambiente perché si manifesti il degrado (area rossa).Ciascuna categoria di parametri è rappresentata da un cerchio in Fig. 2. Solo quando tutte e tre le categorie coesistono, alternativamente o continuamente, si può manifestare il degrado: questa situazione corrisponde alla sovrapposizione dei tre cerchi ed è rappresentata dalla zona centrale del diagramma ternario di Fig. 2. La sovrapposizione di soli due cerchi che corrisponde alla coesistenza di due categorie di parametri, per esempio ambiente umido ed aggressivo per presenza di solfati, non comporta alcun rischio di degrado per la mancanza della terza categoria di parametri, cioè della porosità del calcestruzzo. Naturalmente, ancora meno probabile è il rischio di degrado in presenza di una sola categoria di parametri: per esempio calcestruzzo poroso in ambiente asciutto e privo di agenti aggressivi.Nella Fig. 2 sono anche mostrati i vari parametri appartenenti a ciascuna categoria. Per esempio, la porosità del calcestruzzo include un numero significativo di parametri che possono influenzare direttamente o indirettamente la porosità: non solo il valore di a/c che, come è noto dalla teoria di Powers, influenza la porosità capillare (1-100 mm) della matrice cementizia; ma anche una carente stagionatura umida iniziale, l’esposizione alle escursioni igro-termiche dell’ambiente che possono provocare la formazione di microfessure (100-300 mm) attraverso le quali l’acqua ambientale può penetrare trasportando gli agenti aggressivi ed aggirando una matrice cementizia anche poco porosa per il basso valore di a/c. Ed ancora: uno scarso grado di compattazione del calcestruzzo nella struttura reale, in relazione ad un impasto segregabile, poco lavorabile e/o poco vibrato (si veda l’articolo “Lavorabilità del calcestruzzo fresco: influenza sul calcestruzzo in servizio” disponibile sul sito www.encosrl.it è l’ ABC del calcestruzzo:), può provocare la presenza di macrovuoti (1 mm – 1 cm), talvolta fino alla formazione di vistosi “vespai”, che ovviamente facilitano l’ingresso dell’acqua e degli agenti aggressivi anche in calcestruzzi confezionati con basso a/c e ben stagionati a umido.Per quanto riguarda l’aggressività dell’ambiente ci si può limitare all’elenco degli agenti aggressivi più frequentemente riscontrabili e previsti dalla normativa europea (si consulti l’articolo “Durabilità del calcestruzzo armato” sul sito www.encosrl.it è l’ABC del calcestruzzo:): solfati, cloruri, alcali, ossigeno, anidride carbonica, ghiaccio, tenendo presente che molto spesso questi fattori agiscono contemporaneamente con effetti talvolta sinergici (1 + 1 = 3).
IL RUOLO DELL’ACQUA
L’acqua, infine, giuoca un ruolo determinante innanzitutto nel trasporto degli agenti aggressivi dall’ambiente verso i singoli componenti delle strutture (armature metalliche, pasta cementizia ed aggregati), e, nel caso di ambienti molto freddi (< 0°C), essa stessa diventa l’agente aggressivo attraverso la formazione di ghiaccio. Ma l’aspetto più complesso, nel ruolo giuocato dall’acqua, riguarda la presenza continua o intermittente che, a seconda dello specifico meccanismo di degrado, può diventare l’elemento determinante per promuovere o bloccare il fenomeno del deterioramento delle strutture. Per esempio, nel caso della corrosione dei ferri di armatura promossa da carbonatazione è essenziale che il calcestruzzo sia esposto alla presenza intermittente dell’acqua (Fig. 3) per favorire, nei periodi asciutti il trasposto dell’aria. Questa con la presenza di anidride carbonica (CO2) neutralizza la calce e con la presenza di ossigeno (O2) alimenta la formazione di ruggine. In strutture permanentemente immerse in acqua, invece, il fenomeno della corrosione è di fatto bloccato per la difficoltà dei gas CO2 e O2 a diffondere attraverso il copriferro satura di acqua.
Fig.3 – Struttura in calcestruzzo armato con espulsione del copriferro a seguito della formazione di ruggine (più voluminosa dell’acciaio) sulla superficie delle armature metalliche corrose per carbonatazione.

Fig.4 – Fessurazione da reazione alcali-aggregato in un pavimento di calcestruzzo.
Al contrario, nel caso del degrado dovuto, per esempio, alla reazione alcali-aggregato (Fig. 4) la presenza continua di umidità accelera il decorso del fenomeno purché, ovviamente, siano presenti le altre due condizioni indispensabili al decorso del processo: silice reattiva negli aggregati ed elevata concentrazione di alcali nel calcestruzzo (espressi come Na2Oeq* > 2 Kg/m3). Quest’ultima situazione può essere determinata da un eccessivo contenuto di sodio e potassio all’interno del calcestruzzo (cemento con Na2O > 0.6%) oppure dall’esposizione del calcestruzzo in servizio ad un ambiente esterno ricco di alcali, come avviene per esempio nelle pavimentazioni esposte a salatura (con NaCl) nei periodi invernali per sciogliere il ghiaccio.Una situazione analoga si presenta nell’attacco solfatico con formazione di ettringite: esiste la possibilità che il solfato provenga dall’ambiente esterno (terreni o acque solfatiche) al quale il calcestruzzo è esposto (Fig. 5), oppure che esso sia presente all’interno stesso del calcestruzzo per il lento rilascio (Fig. 6) da uno dei suoi ingredienti solidi (aggregati o cemento). L’attacco solfatico interno, più noto con il nome di DEF (Delayed Ettringite Formation), si è manifestato solo recentemente (anni ’80 e ’90) ed ha colpito in modo particolare alcune tipologie strutturali (traversine ferroviarie in c.a.p.) piuttosto che altre.
Fig.5 – Distacco superficiale del calcestruzzo delle pareti di un canale bagnato da acque solfatiche.
 Fig.6 – Esempio di attacco solfatico interno (DEF) nel calcestruzzo di una traversina in c.a.p.: l’eccessivo stato di coazione provoca le microfessure e promuove l’attacco solfatico.
Fig.6 – Esempio di attacco solfatico interno (DEF) nel calcestruzzo di una traversina in c.a.p.: l’eccessivo stato di coazione provoca le microfessure e promuove l’attacco solfatico.
Proprio adottando l’approccio olistico (“Damage by Delayed Ettringite Formation., A Holistic Approach and New Hypothesis“, Concrete International, Vol. 21, No.1, January, 1999, M. Collepardi, pp 69-74) tenendo conto cioè dei vari parametri progettuali, produttivi, composizionali ed ambientali (sollecitazioni a fatica in servizio, microfessure provocate dalle sollecitazioni di precompressione, tipo di cemento impiegato, ciclo termico di maturazione accelerata a vapore, ecc.) è stato possibile risalire alle possibili cause di degrado provocate dall’attacco solfatico interno e le ragioni per le quali le traversine ferroviarie sono più vulnerabili all’attacco solfatico rispetto ad altre strutture (www.encosrl.it è ABC del calcestruzzo :”Ettringite: Dr Jekyll e Mr. Hyde”).*NOTANa2Oeq=alcali totali espressivi come Na2O equivalente = Na2O + 0.66K2O

Porosità e permeabilità del calcestruzzo
Quanti tipi di pori nel calcestruzzo
Il calcestruzzo, almeno quello convenzionale tradizionalmente impiegato nelle opere dell’architettura e dell’ingegneria civile, è un materiale poroso. Come in tutti i materiali da costruzione, la porosità condiziona le proprietà ingegneristiche, ed in particolare influenza la resistenza meccanica, il modulo elastico, la permeabilità e la durabilità.Nel caso del calcestruzzo, la porosità può essere di cinque tipologie:- quella dovuta alla insufficiente compattazione del conglomerato e quindi alla incompleta espulsione di aria intrappolata dalla malta del calcestruzzo fresco; si tratta dei macrovuoti visibili ad occhio nudo da circa 1 mm a qualche decina di mm;- la porosità eventualmente presente all’interno degli aggregati lapidei, per una massa volumica apparente inferiore a quella assoluta, e che può raggiungere una frazione ragguardevole nei cosiddetti inerti leggeri (Fig. 1) con miglioramento delle proprietà termoisolanti ed una penalizzazione delle prestazioni meccaniche. Fig. 1 – Presenza di vuoti nell’interno di inerti leggeri.– la porosità eventualmente generata dall’inglobamento di aria, in forma di microbolle sferiche di circa 100-300 m m visibili al microscopio ottico (Fig. 2), grazie alla presenza di additivi aeranti per assicurare un’adeguata resistenza alla formazione di ghiaccio in servizio;- la porosità presente tra le particelle che compongono la pasta di cemento come pori di forma irregolare, con dimensione compresa tra 0,1 m m e 10 m m e visibili al microscopio elettronico (Fig. 3), nota come porosità capillare e fortemente correlata con la composizione e la stagionatura del calcestruzzo;- quella presente all’interno dei prodotti idratati solidi, ed in particolare del C – S – H detto in passato gelo tobermoritico, nota come porosità del gel, con dimensione di 1-10 nm, non visibile anche con il microscopio elettronico, ma determinabile indirettamente attraverso misure di adsorbimento di sostanze gassose come azoto, elio, o vapore acqueo (Fig. 5).
Fig. 1 – Presenza di vuoti nell’interno di inerti leggeri.– la porosità eventualmente generata dall’inglobamento di aria, in forma di microbolle sferiche di circa 100-300 m m visibili al microscopio ottico (Fig. 2), grazie alla presenza di additivi aeranti per assicurare un’adeguata resistenza alla formazione di ghiaccio in servizio;- la porosità presente tra le particelle che compongono la pasta di cemento come pori di forma irregolare, con dimensione compresa tra 0,1 m m e 10 m m e visibili al microscopio elettronico (Fig. 3), nota come porosità capillare e fortemente correlata con la composizione e la stagionatura del calcestruzzo;- quella presente all’interno dei prodotti idratati solidi, ed in particolare del C – S – H detto in passato gelo tobermoritico, nota come porosità del gel, con dimensione di 1-10 nm, non visibile anche con il microscopio elettronico, ma determinabile indirettamente attraverso misure di adsorbimento di sostanze gassose come azoto, elio, o vapore acqueo (Fig. 5). Fig. 2 – MIcrobolle (100-300 mm) d’aria inglobata nella malta che avvolge gli aggregati grossi (microscopia ottica).
Fig. 2 – MIcrobolle (100-300 mm) d’aria inglobata nella malta che avvolge gli aggregati grossi (microscopia ottica). Fig. 3 – Porosità capillare nella pasta cementizia (microscopia elettronica).
Fig. 3 – Porosità capillare nella pasta cementizia (microscopia elettronica).
Porosità capillare e resistenza meccanica
La porosità del gel è allocata dentro le particelle solide che formano la pasta di cemento, mentre la porosità capillare è presente tra queste particelle solide (Fig.3). La porosità del gel ammonta al 28% del volume occupato dalle particelle solide della pasta cementizia e non può essere sostanzialmente modificata. Al contrario, la porosità capillare può essere significativamente modificata attraverso il rapporto acqua-cemento (a/c) e/o il grado di idratazione (a ), cioè la frazione di cemento idratato. La dipendenza della porosità capillare da questi due parametri è stata matematicamente quantificata con la teoria di Powers (Scienza e Tecnologia del Calcestruzzo, Mario Collepardi, pg 148-151, 3^ ed., Hoepli, Milano, 1990):Vp = 100 a/c – 36.15 a [1]dove Vp è il volume dei pori in litri per ogni 100 Kg di cemento. Se si vuole ridurre la porosità capillare occorre ridurre il rapporto acqua-cemento e/o aumentare il grado di idratazione; è possibile annullare, almeno in teoria, la porosità capillare: per esempio secondo la [ 1] con a/c = 0.3615 ed a = 1, Vp diventa zeroPowers ha elaborato, con un suo modello matematico, una relazione per quantificare l’influenza della porosità capillare (Vp) sulla resistenza meccanica a compressione (Rc) in assenza di macrovuoti dovuti a incompleta compattazione: [2] dove Vg è il volume del cemento idratato per ogni 100 Kg di cemento anidro, ed Rc eguaglia la costante K (che vale 250 MPa) quando Vp è nullo. A questa elevata prestazione meccanica ci si può avvicinare moltissimo con l’adozione di bassi rapporti acqua-cemento e l’impiego di additivi superfluidificanti per compattare completamente il conglomerato. Sempre secondo la teoria di Powers, Vg è così calcolabileVg = 67.90 a [3]Secondo l’equazione [3] il volume del cemento idratato Vg è di 67.90 litri, per ogni 100 Kg di cemento, a idratazione completa (a =1) ed assume valori proporzionalmente crescenti all’aumentare di a tra zero (inizio impasto) ed 1. Inserendo le equazioni [1] e [3] all’interno della [2] si ottiene:
[2] dove Vg è il volume del cemento idratato per ogni 100 Kg di cemento anidro, ed Rc eguaglia la costante K (che vale 250 MPa) quando Vp è nullo. A questa elevata prestazione meccanica ci si può avvicinare moltissimo con l’adozione di bassi rapporti acqua-cemento e l’impiego di additivi superfluidificanti per compattare completamente il conglomerato. Sempre secondo la teoria di Powers, Vg è così calcolabileVg = 67.90 a [3]Secondo l’equazione [3] il volume del cemento idratato Vg è di 67.90 litri, per ogni 100 Kg di cemento, a idratazione completa (a =1) ed assume valori proporzionalmente crescenti all’aumentare di a tra zero (inizio impasto) ed 1. Inserendo le equazioni [1] e [3] all’interno della [2] si ottiene: [4]
[4] Fig.4 – Schematizzazione dei pori del gel dentro una particella di cemento idrato e dei pori capillari tra le particelle di cemento idratatoL’equazione [ 4] significa che per aumentare Rc si può agire su due fronti:- occorre innanzitutto diminuire a/c (che appare al denominatore), cioè ridurre l’acqua di impasto a parità di dosaggio di cemento, senza però aumentare il volume di macrovuoti legati ad una maggiore difficoltà di compattare il calcestruzzo fresco (da questo punto di vista l’adozione di un basso rapporto acqua-cemento comporta in pratica l’impiego di additivi fluidificanti e superfluidificanti capaci di compensare la minore lavorabilità del calcestruzzo fresco derivante alla riduzione dell’acqua di impasto);- si può anche aumentare Rc, per un dato a/c, aumentando il grado di idratazione a (che “pesa” più al numeratore che non al denominatore), cioè prolungando il tempo di stagionatura e/o scegliendo cementi più reattivi.Porosità capillare e modulo elasticoAttraverso un’equazione del tutto analoga alla [2] con un valore per la costante K ovviamente diverso. Al pari della resistenza meccanica anche il modulo elastico (E) è influenzato dalla porosità capillare
Fig.4 – Schematizzazione dei pori del gel dentro una particella di cemento idrato e dei pori capillari tra le particelle di cemento idratatoL’equazione [ 4] significa che per aumentare Rc si può agire su due fronti:- occorre innanzitutto diminuire a/c (che appare al denominatore), cioè ridurre l’acqua di impasto a parità di dosaggio di cemento, senza però aumentare il volume di macrovuoti legati ad una maggiore difficoltà di compattare il calcestruzzo fresco (da questo punto di vista l’adozione di un basso rapporto acqua-cemento comporta in pratica l’impiego di additivi fluidificanti e superfluidificanti capaci di compensare la minore lavorabilità del calcestruzzo fresco derivante alla riduzione dell’acqua di impasto);- si può anche aumentare Rc, per un dato a/c, aumentando il grado di idratazione a (che “pesa” più al numeratore che non al denominatore), cioè prolungando il tempo di stagionatura e/o scegliendo cementi più reattivi.Porosità capillare e modulo elasticoAttraverso un’equazione del tutto analoga alla [2] con un valore per la costante K ovviamente diverso. Al pari della resistenza meccanica anche il modulo elastico (E) è influenzato dalla porosità capillare
Porosità capillare e permeabilità
La permeabilità di un fluido attraverso un solido poroso diventa possibile solo se i pori sono tra loro connessi (porosità continua). Nel caso del calcestruzzo, ed in particolare della sua permeabilità all’acqua, la porosità discontinua, e quindi l’impermeabilità, è assicurata solo al di sotto di una certa soglia della porosità capillare: questa corrisponde, per ogni determinato valore di a/c, ad un certo grado di idratazione a raggiungibile dopo un determinato tempo di stagionatura (Tabella 1). I dati della Tabella 1 indicano che più elevato è a/c, più lungo deve essere il tempo di stagionatura (e quindi maggiore il grado di idratazione a ) perché il calcestruzzo diventi impermeabile: per esempio, con a/c di 0.55 occorrono 28 giorni per conseguire l’impermeabilità del calcestruzzo; se però si adotta un rapporto acqua-cemento di 0.45 è sufficiente appena una settimana per raggiungere lo stesso obiettivo; d’altra parte con a/c molto elevato (³ 0.70) non è mai possibile conseguire l’impermeabilità del calcestruzzo.
| a/c | TEMPO |
| 0.40 | 3 giorni |
| 0.45 | 1 settimana |
| 0.50 | 2 settimane |
| 0.55 | 1 mese |
| 0.60 | 6 mesi |
| 0.70 | 1 anno |
| >0.70 | infinito |
Tabella 1 – Tempo richiesto per la impermeabilizzazione del calcestruzzo in relazione al rapporto a/cDa un punto di vista pratico la situazione di impermeabilità viene valutata (UNI EN 12390-8) sottoponendo un provino prismatico di calcestruzzo ad acqua sotto pressione per 3 giorni alla pressione di 7 bar): il calcestruzzo è considerato impermeabile se, dopo questi 3 giorni, l’acqua non ha penetrato il materiale per più di 20 mm per effetto del conseguimento della porosità discontinua.
Porosità capillare e durabilità
Anche la durabilità è fortemente influenzata dalla porosità capillare oltre che dagli altri tipi di porosità. La durabilità dipende in generale dalla porosità, tuttavia la relazione tra le due grandezze è funzione del tipo di porosità. In linea di massima si può affermare che la porosità continua nuoce alla durabilità, mentre quella discontinua, purché distribuita in una matrice densa e poco porosa, è ininfluente o giova alla durabilità. Per esempio, i macrovuoti dovuti a difetti di compattazione del calcestruzzo fresco potrebbero collegare i ferri di armatura con l’ambiente esterno e costituiscono, pertanto, un sistema di pori altamente pericolosi per l’integrità della struttura.Un altro tipo di porosità continua capace di favorire l’accesso di agenti ambientali aggressivi (aria, umidità, cloruri, ecc.) è costituita dalla porosità capillare (Fig. 4). Per un calcestruzzo privo di macrovuoti dovuti ad imperfetta compattazione, la durabilità del calcestruzzo nei confronti di un ambiente aggressivo può essere migliorata riducendo il volume Vp della porosità capillare per ostacolare la penetrazione dell’acqua, e quindi impedire l’ingresso degli agenti aggressivi all’interno del calcestruzzo veicolati dall’acqua. Da un punto di vista pratico, il volume della porosità capillare viene ridotto – equazione [ 1] – riducendo a/c, come appare chiaramente in tutte le raccomandazioni sulla durabilità (consultare l’articolo “Durabilità del calcestruzzo armato sul sito www.encosrl.it è l’ABC del calcestruzzo) e garantendo un minimo di stagionatura umida (3-7 giorni) per assicurare un livello accettabile del grado di idratazione (a).Un tipo di porosità indifferente alla durabilità del calcestruzzo è costituito dal sistema di pori contenuti all’interno degli inerti leggeri (Fig. 1): in questo caso la durabilità della struttura non risente minimamente della porosità degli aggregati, giacché l’ingresso degli agenti aggressivi, dall’ambiente all’interno del calcestruzzo, è governato dalla porosità capillare e dai macrovuoti (per insufficiente compattazione) distribuiti nella matrice cementizia che avvolge gli aggregati.Una porosità altamente benefica alla durabilità del calcestruzzo è rappresentata dalle microbolle d’aria (Fig. 2) non collegate tra loro, cioè disperse discontinuamente in una matrice cementizia con bassa porosità capillare. La presenza di microbolle di aria inglobata (grazie alla presenza di agenti aeranti capaci di modificare la tensione superficiale dell’acqua) è da tempo riconosciuta come essenziale alla produzione di calcestruzzi durabili esposti in servizio ai climi invernali (cicli di gelo-disgelo). Infatti, l’acqua contenuta nei pori capillari, e non ancora congelata, è sospinta nelle microbolle d’aria con allentamento delle tensioni che insorgono quando si forma il ghiaccio con aumento di volume rispetto all’acqua liquida. In assenza delle microbolle d’aria, l’acqua dei pori capillari non ancora congelata è sospinta da una pressione idraulica che insorge per l’aumento di volume che accompagna la formazione dei primi cristalli di ghiaccio (si consulti l’articolo “ Gelo e disgelo del calcestruzzo” disponibile sul sito www.encosrl.it è l’ABC del calcestruzzo). Affinché le microbolle d’aria possano effettivamente allentare le tensioni insorte per la formazione del ghiaccio, è necessario che non siano molto distanti tra loro: la reciproca distanza (spacing) non deve superare 300-400 m m. Per concludere, un sistema di vuoti particolarmente favorevole al calcestruzzo durabile in qualsiasi clima, ed in particolare negli ambienti molto aggressivi (gelo-disgelo, sali disgelanti, ambiente marino, ecc.) è rappresentato da una matrice cementizia con una porosità capillare discontinua e quindi impermeabile (tipicamente raggiungibile dopo 1 mese di stagnatura con a/c = 0.55) nella quale siano disposte microbolle d’aria (100-300 m m) ben spaziate tra loro con una distanza di circa 300 m m.

Qualità del calcestruzzo
Costanza di qualità del calcestruzzo
Il concetto di “qualità“, o più precisamente di costanza di qualità, è stato ampiamente recepito in Italia nel decennio del 1990 in tutti i settori produttivi di beni materiali o di servizi. Nella normativa UNI EN ISO 8402 del Giugno 1992 la qualità era definita come la conformità agli obiettivi prefissati ed ai requisiti concordati con i clienti, principio di base rimasto sostanzialmente invariato nelle attuali norme della famiglia UNI EN ISO 9000.Per rimanere nel settore della terminologia sulla qualità, e prima ancora di entrare nel merito su come perseguire la costanza di qualità nel settore del calcestruzzo, è opportuno chiarire il significato di:– Certificazione di prodotto– Certificazione del sistema qualità– Manuale di qualità– Guide applicativeSecondo le norme della famiglia ISO 9000 la Certificazione di Prodotto, verificata da un Istituto di Certificazione, garantisce che il prodotto certificato soddisfa i requisiti di accettabilità definiti dalle specifiche tecniche. Questo tipo di certificazione offrirebbe al committente (impresa), che volesse, per esempio, acquistare calcestruzzo preconfezionato o elementi prefabbricati, la garanzia che le caratteristiche di ogni singolo prodotto o fornitura siano rispondenti ai limiti di accettabilità correlate con l’esigenza dell’opera nel suo insieme.Mentre per quasi tutti i componenti del calcestruzzo e molti dei prodotti premiscelati o prefabbricati in conglomerato cementizio esiste ormai una certificazione di prodotto regolamentata da una specifica norma europea armonizzata, lo stesso obbligo cosa non è ancora vigente per il calcestruzzo. La norma europea UNI EN 206 contenente le regole per la produzione ed il controllo di produzione del calcestruzzo, continua infatti ad essere una semplice norma volontariaCertamente anche per la produzione del calcestruzzo si potrà applicare la Certificazione del Sistema di Qualità che in realtà, rispetto alla Certificazione di Prodotto, offre al committente molte minori garanzie sulla effettiva costanza di qualità. Infatti la Certificazione del Sistema di Qualità, anch’essa verificata da un Istituto di Certificazione, garantisce soltanto che l’azienda produttrice agisce nel rispetto di alcune regole di comportamento descritte nel Manuale di Qualità, documento pubblico ed esigibile dai committenti, dove l’azienda dichiara i propri obiettivi e le propria organizzazione per applicare il suo specifico Sistema di Qualità.Per fare un esempio estremo ed improbabile, un’azienda di calcestruzzo preconfezionato potrebbe porsi come obiettivo nel suo Sistema di Qualità, di far eseguire dal conducente dell’autobetoniera un giro di valzer della durata di 60 secondi al termine del carico del veicolo e prima di partire per il cantiere. L’Istituto di Certificazione potrebbe in effetti garantire che l’azienda produttrice agisce in perfetto accordo alla procedura descritta dal Manuale di Qualità per quanto attiene al giro di valzer. Questo esempio (ripetiamo estremo ed improbabile) serve ad illustrare che la Certificazione del Sistema di Qualità è ben diversa, ed ovviamente meno significativa per la costanza di qualità, che non la Certificazione di Prodotto.A livello nazionale, tuttavia, le Linee Guida per il calcestruzzo preconfezionato del Consiglio Superiore del LL.PP: richiamate anche nelle Norme Tecniche per le Costruzioni hanno di fatto introdotto un controllo del processo produttivo certificato da un ente terzo notificato simile a quello applicato per la marcatura CE di altri prodotti da costruzione.Proprio per colmare la lacuna esistente tra i due tipi di certificazione, alcuni Istituti di Certificazione hanno emesso e fatto adottare le Guide Applicative che introducono delle prescrizioni particolari, in relazione a determinate specifiche di riferimento, e fissano i requisiti minimi di accettabilità. In sostanza se un’azienda ha adottato le Guide Applicative è possibile, dalla lettura di questo documento come anche del Manuale di Qualità, quantificare quale sia il grado di prestazione minima garantita nella fornitura del calcestruzzo o nell’acquisto di un elemento prefabbricato.Per entrare nello specifico tecnico della produzione del calcestruzzo, di seguito sono esaminati i parametri di processo che più significativamente possono influenzare la costanza di prestazioni del prodotto, queste ultime intese come classe di resistenza (Rck) e classe di consistenza (slump).I parametri che verranno nel seguito esaminati, anche per ragioni di brevità, riguardano tutte le caratteristiche dell’inerte ed in particolare:– umidità– assorbimento– diametro massimo– granulometria
L’umidità dell’inerte
Il parametro che presenta la maggiore incidenza sulla costanza di qualità del calcestruzzo, in termini di Rck e di slump, è rappresentato dall’umidità dell’aggregato. Questa, infatti, può radicalmente modificare l’acqua di impasto (a) realmente immessa nel calcestruzzo e quindi, attraverso questa variazione, può provocare modifiche nella lavorabilità che dipende proprio dal valore di a (si consulti sul sito www.encosrl.it è l’ABC del calcestruzzo l’articolo “ Acqua del calcestruzzo: fatti e misfatti sui cantieri). L’influenza della umidità dell’inerte sulle proprietà del calcestruzzo, attraverso le variazioni di a e di a/c, è piuttosto complessa e deve tener anche conto dell’umidità capace di saturare la porosità aperta dell’aggregato definita come assorbimento.L’umidità (u) viene determinata misurando la diminuzione percentuale di massa, a seguito del riscaldamento a 105°C per essiccare completamente il materiale, rispetto alla massa dell’aggregato completamente secco:
| m – mo | |||
| u = | ————– | 100 | |
| mo |
dove m ed mo sono rispettivamente la massa dell’aggregato così come disponibile e quella dell’aggregato completamente essiccato.L’assorbimento è quella particolare umidità (ua) che si trova nell’aggregato quando si trova ad essere saturo a superficie asciutta, s.s.a. (Fig. 1):
| ms.s.a. – mo | |||
| ua = | ————– | 100 | |
| mo |
dove ms.s.a. è la massa dell’aggregato conservato sotto acqua fino a completa saturazione ed asciugato in superficie.Nella Fig. 1 sono rappresentate schematicamente le quattro possibili situazioni nelle quali può trovarsi un aggregato nei confronti del contenuto di umidità (u): asciutto, insaturo, s.s.a. e bagnato.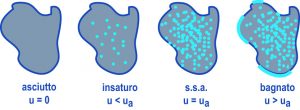
Fig. 1 – Aggregato con umidità interna (area punteggiata) e superficiale (area scura sull’aggregato bagnato)
Influenza dell’umidità dell’inerte sulle prestazioni del calcestruzzo
Nella pratica di cantiere l’aggregato si troverà spesso nella situazione di insaturo, qualche volta (dopo una pioggia) in quello di bagnato, raramente in quella di asciutto (dopo lunga permanenza in clima secco, caldo e ventilato), ed ancor più raramente, e solo transitoriamente, in quella di s.s.a. La condizione di s.s.a. tuttavia, è di grande importanza pratica oltre che teorica, perché è quella in cui vengono a trovarsi gli inerti all’interno del calcestruzzo subito dopo l’impasto, ed è anche la situazione in cui si calcola la massa volumica (peso specifico) della sabbia e della ghiaia per tramutare i volumi dei singoli inerti nelle corrispondenti masse (si veda l’articolo “Mix-Design del calcestruzzo sul sito www.encosrl.it è l’ABC del calcestruzzo). In altre parole un inerte bagnato cede l’acqua in eccesso (u>ua) rispetto alla situazione di s.s.a. che va a sommarsi all’acqua introdotta in betoniera, facendo aumentare il valore dell’acqua totale di impasto (a). D’altra parte, un inerte insaturo (u<ua) ed ancor più un inerte asciutto (u=0) comporterà una suzione di acqua da parte dell’inerte fino a portare l’inerte stesso in condizione di s.s.a. con conseguente diminuzione della effettiva acqua di impasto. Le conseguenze di questi scambi di acqua tra inerti e calcestruzzo sono schematicamente sintetizzate in Fig. 2. Per prevenire queste oscillazioni nelle prestazioni del calcestruzzo (Rck e slump) è necessario compensare le variazioni di umidità apportate o sottratte dall’inerte rispettivamente con minori o maggiori aggiunte di acqua in betoniera. A tale scopo è necessario controllare quasi quotidianamente l’umidità (u) degli inerti (soprattutto in relazione alle variazioni igrometriche dell’ambiente) e tenere sotto controllo il valore dello assorbimento (ua) soprattutto in relazione ai cambi di cava e quindi di porosità della roccia minerale caratteristica dell’inerte.
 Fig.2 – Influenza dell’umidità dell’inerte (u) sull’acqua.
Fig.2 – Influenza dell’umidità dell’inerte (u) sull’acqua.
Modifica delle pesate degli ingredienti rispetto al mix-design
Nel seguito è descritto un esempio numerico per le variazioni nelle pesate degli ingredienti, a parità di diametro massimo della ghiaia, rispetto a quelle desunte dal mix-design, a seguito dei controlli di u ed ua.Mix-design:
| c = 300 kg/m3 | =====> | => a/c = 0,67 => Rck = 25 MPa | ||
| a = 134 kg/m3 | ||||
| g = 1122 kg/m3 | a = 200 => slump = 150 mm | |||
| s = 844 kg/m3 | ||||
ug = 3%I valori delle masse g (ghiaia) ed s (sabbia) sono riferiti come al solito alla situazione standard di s.s.a.. Si supponga che in seguito ad una giornata di pioggia, le umidità della ghiaia (ug) e della sabbia (us) risultino:us = 6%a fronte di valori di assorbimento costanti che sono:uga = 1%usa = 0,5%.Essendo per entrambi gli inerti l’umidità maggiore dell’assorbimento si verificherà una cessione di acqua all’impasto da parte degli inerti bagnati. La quantità di acqua ceduta dalla ghiaia è:101 : 103 = 1100 : g’(ssa) : bagnata = (ssa) : (bagnata)dove:- 101 è la massa di ghiaia in ssa per 100 kg di ghiaia secca (questo è infatti il significato di uga = 1% secondo l’equazione [1])- 103 è la massa di ghiaia bagnata per 100 Kg di ghiaia secca (questo è infatti il significato di ug = 3% secondo l’equazione [2])- 1100 è la massa di ghiaia s.s.a. per 1 m3 di calcestruzzo secondo il mix-design, cioè g;– g’ è la massa di ghiaia come disponibile (cioè bagnata) che dovremo introdurre in 1 m3 di impasto per assicurare la presenza di 1100 kg/m3 di ghiaia in condizione di s.s.a. come richiesto dal mix-design.Calcolando g’ attraverso la proporzione [3] si ottiene:g’ = g (103/101) = 1100 ( 103/101) = 1122 kg/m3In altre parole occorre pesare 1122 Kg di ghiaia bagnata per introdurre 1100 Kg di ghiaia s.s.a. come da mix-design; la differenza 1122-1100 = 22 Kg rappresenta l’acqua introdotta surrettiziamente attraverso la ghiaia bagnata.Applicando gli stessi calcoli alla sabbia anch’essa bagnata (s’) si ottieneS1 = S (106/100.5) = 800 (106/100.5) = 844 844 kg/m322 + 44 = 66 kg/m3 Anche in questo caso è necessario introdurre più sabbia bagnata (844 Kg) per assicurare la presenza di 800 Kg di sabbia in condizione di s.s.a.. La differenza 844-800 = 44 Kg rappresenta l’acqua introdotta con la sabbia bagnata. Pertanto l’acqua introdotta con l’impiego degli inerti bagnati diventa:e questo quantitativo dovrà essere sottratto a quello previsto dal mix-design (200 kg/m3) con l’impiego di inerti in condizione di s.s.a.; l’acqua da introdurre come liquido in betoniera (a’) sarà pertanto 200 – 66 = 134 kg/m3.A seguito di questi calcoli, fondamentalmente basati sulle misure di umidità dei due inerti (3% e 6%) la composizione del calcestruzzo per rispettare le prestazioni previste dal mix-design diventa:
| c = 300 kg/m3 | =====> | => a/c = 0,67 => Rck = 25 MPa | ||
| a = 134 kg/m3 | ||||
| g = 1122 kg/m3 | a = 200 => slump = 150 mm | |||
| s = 844 kg/m3 | ||||
Come si può vedere la costanza di qualità, in termini di Rck= 25 MPa e di slump = 150 mm, si può ottenere tenendo sotto costante controllo l’umidità degli inerti per apportare le necessarie modifiche nelle pesate di acqua, di sabbia e di ghiaia finalizzate al mantenimento effettivo nella quantità di a e di a/c, e quindi delle prestazioni.
Modifica delle pesate degli ingredienti rispetto al mix-design
Anche il diametro massimo e la granulometria dell’inerte possono influenzare la richiesta d’acqua (a) per ottenere una determinata lavorabilità. La correlazione tra diametro massimo e contenuto di acqua (a) per una determinata lavorabilità va sotto il nome di “regola di Lyse” (si consulti l’articolo “Acqua di impasto del calcestruzzo: fatti e misfatti sui cantieri” disponibile sul sito www.encosrl.it è l’ABC del calcestruzzo) è così sintetizzabile: maggiore è il diametro massimo dell’aggregato, minore è la richiesta di acqua per una determinata lavorabilità. Ciò significa, ai fini della costanza di qualità, che la diminuzione del diametro massimo a seguito, per esempio, di un cambiamento nella fornitura di inerti deve comportare l’aumento nell’acqua di impasto (a) per tener costante la lavorabilità e conseguentemente, a pari a/c per tenere costante Rck, un proporzionale aumento nel dosaggio di cemento (c).A parità di diametro massimo, la variazione di curva granulometrica può comportare una modifica nell’acqua (a) e quindi anche di c per mantenere costanti rispettivamente la lavorabilità e la resistenza meccanica.
 Fig.3 – Variazione granulometrica nell’inerte.
Fig.3 – Variazione granulometrica nell’inerte.
Nella Fig.3 è mostrato schematicamente la variazione di granulometria rispetto alla curva A assunta come riferimento per la produzione costante di calcestruzzo. Se, per esempio a seguito dell’impiego di una sabbia più fine, la curva granulometrica diventa B, anziché A in Fig. 3, ci si può aspettare una maggiore richiesta d’acqua e quindi un maggior contenuto di cemento (a pari a/c) per mantenere costante la Rck oltre allo slump. Per contro, l’adozione di una sabbia più grossa comporta una curva granulometria C, anziché A in Fig. 3: diminuirà allora la richiesta d’acqua (a) e si potrà anche ridurre il dosaggio di cemento (a pari a/c) per mantenere costanti slump ed Rck purché non si manifestino fenomeni di segregazione e bleeding con conseguenze negative sulle caratteristiche di pompaggio e di getto (si consulti l’articolo “ Bleeding del calcestruzzo: acqua in superficie ma anche sotto” disponibile sul sito www.encosrl.it è l’ ABC del calcestruzzo).

Umidità relativa al calcestruzzo
L’umidità relativa
L’umidità relativa (UR) rappresenta la percentuale della pressione del vapore acqueo (p) in un certo ambiente rispetto al valore massimo (p0) della pressione del vapore quando è saturo (tensione di vapore):UR = (p/p0)·100Poiché la tensione del vapore (p0) aumenta con la temperatura (T), un certo valore di p corrisponde ad UR decrescente se aumenta T.Il valore di UR è 100% in un ambiente saturo di vapore. Se l’ambiente diviene insaturo (UR<100%) l’acqua libera che si trova nel calcestruzzo tende ad evaporare per saturare l’ambiente. Il processo prosegue finché teoricamente la pressione dell’ambiente non raggiunge il valore di p0 (UR = 100%)*. In ambiente aperto, insaturo e ventilato, l’evaporazione prosegue continuamente senza mai poter saturare l’ambiente esterno; ciò provoca, ovviamente, un significativo essiccamento del calcestruzzo. Le conseguenze dell’essiccamento sono:. vulnerabilità delle armature metalliche alla corrosione (copriferro poroso);· minore resistenza meccanica nella struttura rispetto a quella dei provini;· rischio di fessurazione da ritiro plastico del calcestruzzo fresco;· rischio di fessurazione da ritiro igrometrico del calcestruzzo indurito.
L’influenza dell’UR sulla corrosione dei ferri di armatura
Il copriferro (cf) giuoca un ruolo di enorme importanza nella protezione delle armature metalliche dalla corrosione (Fig. 1): un copriferro poroso (in quanto esposto ad UR £ 95% e quindi essiccato) si lascia penetrare più facilmente dagli agenti ambientali che promuovono (CO2, Cl–) o alimentano (O2, H2O) la corrosione; d’altra parte, un copriferro di spessore (x) esiguo offre un cammino ridotto agli agenti aggressivi per arrivare ai ferri di armatura. Per esempio con un copriferro spesso 15 mm (Fig. 1), gli agenti aggressivi che penetrano il calcestruzzo secondo una legge del tipox = K ?t (calcestruzzo poroso)x = K’ ?t (calcestruzzo meno poroso) impiegheranno un tempo t1 oppure t’1 a seconda della porosità del copriferro (Fig. 1); d’altra parte raddoppiando lo spessore di copriferro da 15 a 30 mm (Fig. 1), i tempi di penetrazione degli agenti aggressivi diventano più lunghi:t’1 > t1 (cf = 15 mm); t’2 > t2 (cf = 30 mm)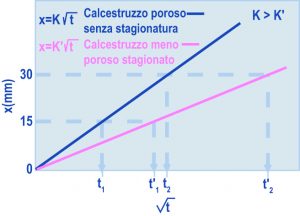
Fig. 1 – Influenza della porosità del calcestruzzo e dello spessore (x) di copriferro sul tempo (t) di penetrazione da parte degli agenti aggressivi
Pertanto, la protezione delle armature metalliche (in termini di tempo (t) impiegato dagli agenti aggressivi per raggiungere il ferro) è tanto maggiore quanto maggiore è x, e quanto minore è K. Questa, d’altra parte, dipende dalla porosità capillare Vp che a sua volta è funzione del rapporto acqua-cemento (a/c) adottato e del grado di idratazione (a) assicurato (si consulti l’articolo “Porosità e permeabilità del calcestruzzo”, sul sito www.encosrl.it è l’ABC del calcestruzzo).Riassumendo quanto sopra esposto:Pertanto, se si vuole assicurare una lunga protezione dei ferri di armatura (Ýt) occorre:· aumentare lo spessore di copriferro: Ýx· ridurre il rapporto acqua-cemento: ß a/c· aumentare il grado di idratazione: ÝaE’ sufficiente mancare in una delle tre summenzionate raccomandazioni per fallire nella protezione dei ferri di armatura e quindi nella durabilità della struttura.Le norme europee consentono di prescrivere, direttamente o indirettamente, valori di x, a/c, ed a tali da assicurare in pratica la durabilità delle strutture in c.a. e c.a.p.L’Eurocodice 2 fissa il valore minimo x in relazione al grado di aggressione ambientale (classe di esposizione), mentre la norma UNI-EN 206 stabilisce il valore massimo di a/c sempre in rapporto alla classe di esposizione (si consulti l’articolo “Durabilità del calcestruzzo armato”, sul sito www.encosrl.it è l’ABC del calcestruzzo.) Il valore di a è indirettamente prescritto (nella norma UNI-EN 206) attraverso alcune misure pratiche, atte a garantire una sufficiente idratazione del cemento per ridurre Vp secondo la [7] e quindi K secondo la [6]. Per raggiungere questo obiettivo occorre adottare in pratica una delle seguenti misure:– bagnare con acqua nebulizzata la superficie del calcestruzzo appena scasserata per almeno 3 giorni (preferibilmente 7 giorni);– mantenere umida la struttura appena scasserata mediante teli impermeabili o sacchi continuamente bagnati per almeno 3 giorni (preferibilmente 7 giorni);– rinviare la rimozione dei casseri al terzo giorno (preferibilmente al settimo) per mantenere umide le strutture;– proteggere la superficie applicando membrane anti-evaporanti in forma di agenti stagionanti (curing compound) nebulizzati sulla superficie della struttura scasserata (o subito dopo la presa nel caso dei pavimenti).Poiché tutte le procedure di stagionatura riportate hanno un costo (più alto nel rinviare la scasseratura, e più basso nell’applicare gli agenti stagionanti) difficilmente l’impresa ne adotterà una, per assicurare la durabilità delle strutture, se non verrà esplicitamente menzionata in una prescrizione di capitolato la specifica procedura con il riconoscimento del relativo costo.La mancata stagionatura umida delle superfici del calcestruzzo, lasciate al casuale tempo atmosferico dopo la scasseratura precoce (1 giorno), è tra le cause che concorrono alla formazione di un copriferro poroso (Vp elevato a causa di a basso) nonostante il basso rapporto a/c. Se il progettista ed il committente si rendessero conto dell’importanza di questo parametro (soprattutto nei lavori eseguiti in climi asciutti con UR < 95% e ventilati) si renderebbero conto della necessità di prescrivere e di controllare la procedura di stagionatura umida, riconoscendo all’impresa un costo a parte per questa operazione.
L’influenza dell’UR sulla resistenza meccanica
Si è già detto che la resistenza meccanica (Rc) dipende dal grado di idratazione a attraverso l’equazione di Powers (equazione [4] nell’articolo “Porosità e permeabilità del calcestruzzo” disponibile sul sito www.encosrl.it è l’ABC del calcestruzzo ed anche Fig. 1 nell’articolo “Resistenza meccanica del calcestruzzo” disponibile sul sito www.encosrl.it è l’ABC del calcestruzzo. Quest’aspetto del problema comporta un’ulteriore deviazione (oltre a quella provocata da una carente compattazione come è descritto nell’articolo “Lavorabilità del calcestruzzo fresco: influenza sul calcestruzzo in servizio”, disponibile sul sito www.encosrl.it è l’ABC del calcestruzzo) tra resistenza meccanica del provino, che deve essere stagionato a umido (UR > 95%) per 28 giorni secondo la norma UNI 6127.311, e resistenza meccanica della struttura che difficilmente è altrettanto stagionata a umido. La Fig. 2 mostra l’influenza della UR sulla resistenza meccanica di un tipico calcestruzzo conservato sempre umido (UR=100%) oppure stagionato a umido soltanto per 1 o 7 giorni: si può vedere che, rimuovendo i casseri a un giorno e conservando il calcestruzzo in aria asciutta (UR=50%), la Rc si arresta dopo circa una settimana per l’evaporazione dell’acqua dal calcestruzzo e per il conseguente arresto nel valore di a; se, invece, la superficie del calcestruzzo è mantenuta umida per almeno 7 giorni (con una delle procedure già menzionate: stagionanti, acqua nebulizzata, ecc), la Rc a 28 giorni è appena di poco inferiore a quella del provino mantenuto umido fino a 28 giorni.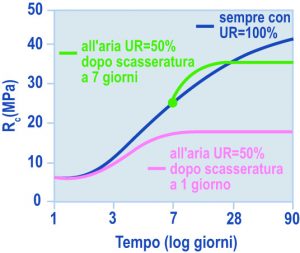
Fig. 2 – Influenza dell’UR sul decorso della resistenza meccanica
L’influenza dell’UR sul ritiro plastico
Il ritiro plastico è la contrazione che subisce il calcestruzzo quando si trova nella fase plastica del getto per l’evaporazione dell’acqua dalla superficie del calcestruzzo verso un ambiente insaturo di vapore (UR < 95%). Nelle strutture casserate, solitamente sformate a 1 giorno, il ritiro plastico non può ovviamente avvenire. Nei pavimenti, e nei calcestruzzi proiettati su muri o volte di gallerie, l’evaporazione dell’acqua può avvenire dalla superficie non casserata con una velocità tanto maggiore quanto più bassa è la UR dell’ambiente, quanto maggiore è la temperatura del calcestruzzo, quanto maggiore è la velocità del vento.Se le condizioni ambientali sono tali da far evaporare l’acqua ad una velocità superiore a 1 Kg/(m2·ora) esiste un rischio di fessurazione indotto dal ritiro plastico (?p). Infatti, il ritiro ep si tramuta in una tensione di trazione ?t a causa del ritiro impedito** della parte epidermica coinvolta nell’essiccamento dalla superficie non casserata rispetto alla parte di calcestruzzo sub-corticale che rimane più protetta dall’essiccamento (si consulti ““F” come……Fessure, ma anche Fibre”, Enco Journal, N° 6). In realtà la tensione ?t è modesta per il basso valore del modulo elastico (Ep) del calcestruzzo in fase plastica:?t = Ep ?pD’altra parte anche una tensione ?t modesta è in grado di fessurare il calcestruzzo in superficie sotto forma di cavillature se la resistenza a trazione Rt è molto bassa come usualmente avviene in un calcestruzzo plastico (non ancora indurito) nelle prime ore dal getto:?t > RtPer evidenziare le fessure da ritiro plastico in un calcestruzzo appena indurito si può bagnare la superficie con acqua ed osservare la presenza di sottili cavillature che appaiono più scure per aver assorbito più acqua rispetto alla superficie di calcestruzzo che si asciuga più rapidamente ed appare più chiara.Per evitare le fessure da ritiro plastico in un pavimento sono possibili due strategie:1. evitare che in condizioni climatiche avverse (sole, vento, clima asciutto) la velocità di evaporazione dell’acqua superi il valore critico di 1 kg/(m2·ora) mediante applicazione di membrane anti-evaporanti o di acqua nebulizzata nella superficie appena finita: in sostanza occorre ridurre il ritiro plastico (?p) ed invertire il segno di disuguaglianza della [9] diminuendo ?t attraverso la riduzione di ?p secondo la [8];2. rinforzare la matrice cementizia ed aumentare Rt mediante aggiunta di fibre polimeriche (poli-propileniche, poliacrilo-nitriliche, ecc.) in misura di 1-2 Kg/m3: in sostanza occorre invertire il segno di disuguaglianza della [9] aumentando Rt.La eliminazione delle microfessure da ritiro plastico è di fondamentale importanza per evitare, attraverso l’infiltrazione di acqua piovana, un degrado precoce delle pavimentazioni esterne soprattutto se armate.
L’influenza dell’UR sul ritiro igrometrico
Se un calcestruzzo è stagionato in ambiente con UR > 95%, o comunque protetto dal cassero o da altri mezzi che impediscono l’essiccamento, il materiale è dimensionalmente stabile. Se il calcestruzzo si trova sotto acqua tende leggermente a rigonfiare (swelling) per l’ingresso di acqua dall’ambiente all’interno del materiale. Se il calcestruzzo si trova in ambiente con UR < 95%, tende ad essiccarsi ed a contrarsi (Fig. 3), e l’effetto è noto come ritiro igrometrico.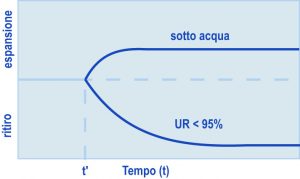
Fig. 3 – Effetto dell’umidità ambientale sulle variazioni dimensionali del calcestruzzo dopo scasseratura al tempo t’
Nel calcestruzzo sotto acqua, il rigonfiamento non rappresenta un pericolo di danno: perché la dilatazione (?d) è modesta (o quasi nulla se il calcestruzzo era saturo prima dell’immersione in acqua) e perché la tensione di compressione (?c), che si instaura in caso di vincolo alla dilatazione per la presenza dei ferri o di altri contrasti, non è in grado di superare la resistenza a compressione (Rc):Rc > ?c = E ?ddove E è il modulo elastico del calcestruzzo indurito ed ed è la dilatazione del calcestruzzo che avverrebbe in assenza di vincoli per immersione sotto acqua.In un ambiente insaturo di vapore (UR < 95%), il calcestruzzo subisce un ritiro igrometrico (drying shrinkage, S) che dipende anche da molti altri fattori, quali la composizione del calcestruzzo, la percentuale dei ferri di armatura, la geometria della struttura, il tempo trascorso nell’ambiente insaturo. Per affrontare un problema così complesso è conveniente scindere il calcolo del ritiro igrometrico (S) in due stadi:-calcolo teorico del ritiro standard (S0), cioè in ambiente e condizioni standard di laboratorio;-correzione del ritiro standard (S0), mediante l’impiego di cinque coefficienti (f1, f2, f3, f4 ed f5) per tramutare il ritiro standard in ritiro S in condizioni reali qualsiasi [11]S = S0 S1 S2 S3 S4 S5
Calcolo del ritiro standard di un provino
Il ritiro standard (S0) è quello misurato nelle seguenti condizioni:· UR = 50%· tempo (t) = 6 mesi· geometria: provini di dimensione 10x10x50 cm con spessore fittizio*** (h) di 5 cm· armatura metallica (A): assente· inerte: calcareo con modulo elastico Ei di 40 GPaIn queste particolari condizioni il ritiro misurato a 6 mesi è funzione del rapporto a/c (tra 0,40 e 0,70) e del rapporto inerte/cemento i/c, tra 3 e 7, (Fig. 4). Il ritiro standard diminuisce al diminuire di a/c ed all’aumentare di i/c. La diminuzione di a/c comporta una pasta cementizia meno porosa e meno ricca in acqua capace di evaporare. D’altra parte, l’aumento di i/c comporta una maggiore presenza di inerte (a spese della pasta cementizia) che si oppone al ritiro per il suo maggior modulo elastico (Ei > Ep , dove Ei ed Ep sono i moduli elastici dell’inerte e della parte cementizia).Con una composizione del calcestruzzo di:c = 300 Kg/m3a = 180 Kg/m3i = 1900 Kg/m3i rapporti a/c ed i/c sono:a/c = 180/300 = 0.60i/c = 1900/300 = 6.33Dai valori di a/c (0.60) ed i/c (6.33) si calcola per S0 un valore di 470 mm/m (Fig. 4).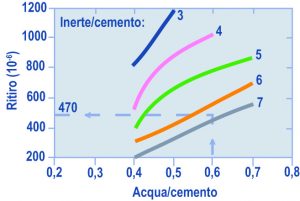
Fig. 4 – Ritiro standard a 6 mesi di provini 10x10x50 cm esposti in ambienti con UR=50% a 20°C
Calcolo del ritiro di una struttura reale
Per passare da S0 (ritiro standard di un provino) ad S (ritiro della struttura) occorre precisare le condizioni reali nelle quali si intende valutare il ritiro igrometrico. Le Tabelle 1-5 presentano i valori dei coefficienti f1, f2, f3, f4 ed f5 per i quali moltiplicare S0 per passare ad S secondo l’equazione [11].Se, per esempio, si vuole calcolare il ritiro S nelle seguenti condizioni:t = 2 anniUR = 70%h = 20 cm (pilastro di sezione 40×40 cm)A = 1% (area occupata dalla sezione dei ferri rispetto alla sezione totale)inerte = basalto (Ei = 95 GPa)i coefficienti correttivi (fi) diventano:f1= 1,15 (Tabella 1)f2= 0,70 (Tabella 2)f3= 0,65 (Tabella 3)f4= 0,85 (Tabella 4)f5= 0,60 (Tabella 5)Con questi valori dei coefficienti corretti fi, il ritiro S calcolato attraverso la [11] diventa:S = 470·1,15·0,70·0,65·0,85·0,60 = 125 mm/mCome si può vedere, i valori di fi nelle Tabelle 1-5 possono far aumentare o mitigare il ritiro S rispetto a quello standard S0. In particolare, fanno aumentare il ritiro: una UR minore; un tempo di esposizione più lungo in un ambiente insaturo di vapore; uno spessore fittizio più piccolo; una percentuale di armatura minore; ed un modulo elastico dell’inerte più basso. Ovviamente il ritiro è mitigato se i parametri sopra menzionati sono variati in senso opposto. Il ritiro è comunque nullo in strutture esposte in ambiente permanentemente saturo di vapore (UR > 95%) o immerse sotto acqua.Il ritiro può essere, entro certi limiti, ridotto a valori che non provocano gravi inconvenienti (S £ 500 mm/m); tuttavia, occorre sempre far presente che nelle strutture vincolate il ritiro non può manifestarsi liberamente, come con provini di laboratorio, e pertanto insorgono delle tensioni di trazione (?t) che possono provocare la fessurazione delle strutture se la tensione a trazione ?t supera la resistenza a trazione del calcestruzzo (si consulti l’articolo “Fessurazione del calcestruzzo: ingresso degli agenti aggressivi” , disponibile sul sito www.encosrl.it è l’ABC del calcestruzzo. Per tramutare il ritiro S in tensione ?t occorre tener conto sia del modulo elastico del calcestruzzo (E), ma anche del rilassamento, provocato dai fenomeni viscosi (ect) che mitiga la tensione di trazione (st):?t = (S – ?ct)Nell’articolo “Viscosità del calcestruzzo: deformazione viscosa o creep” (disponibile sul sito www.encosrl.it è l’ABC del calcestruzzo) saranno approfonditi gli aspetti legati ai fenomeni viscosi (creep) che attraverso la [12] fortunatamente spesso riducono ?t al di sotto di Rt ed evitano quindi la fessurazione anche in presenza di ritiro vincolato. NOTE* In teoria l’evaporazione dell’acqua è impedita solo in ambiente saturo di vapore (UR = 100%). Tuttavia, in pratica l’evaporazione dell’acqua dal calcestruzzo è nulla o trascurabile anche con UR = 95%. Ciò è dovuto al fatto che la tensione di vapore dell’acqua all’interno dei pori capillari (p’0) è leggermente inferiore rispetto a quella dell’acqua nell’ambiente (p0). Per la stessa ragione, il vapore nei pori capillari condensa in corrispondenza di una tensione di vapore minore rispetto a quella dell’ambiente (condensazione capillare).**Il ritiro è impedito perché la parte epidermica, esposta all’evaporazione e quindi potenzialmente al ritiro, in realtà non può muoversi perché solidale con lo strato sub-corticale non esposto né all’evaporazione né al ritiro.***Lo spessore fittizio è il rapporto tra l’area della sezione ortogonale al ritiro ed il semi-perimetro esposto all’ambiente; nel caso dei provini per il ritiro standard, h = 10×10/(10 · 2) = 5 cm.
NOTE* In teoria l’evaporazione dell’acqua è impedita solo in ambiente saturo di vapore (UR = 100%). Tuttavia, in pratica l’evaporazione dell’acqua dal calcestruzzo è nulla o trascurabile anche con UR = 95%. Ciò è dovuto al fatto che la tensione di vapore dell’acqua all’interno dei pori capillari (p’0) è leggermente inferiore rispetto a quella dell’acqua nell’ambiente (p0). Per la stessa ragione, il vapore nei pori capillari condensa in corrispondenza di una tensione di vapore minore rispetto a quella dell’ambiente (condensazione capillare).**Il ritiro è impedito perché la parte epidermica, esposta all’evaporazione e quindi potenzialmente al ritiro, in realtà non può muoversi perché solidale con lo strato sub-corticale non esposto né all’evaporazione né al ritiro.***Lo spessore fittizio è il rapporto tra l’area della sezione ortogonale al ritiro ed il semi-perimetro esposto all’ambiente; nel caso dei provini per il ritiro standard, h = 10×10/(10 · 2) = 5 cm.
Zona di transizione nel calcestruzzo
Calcestruzzo ad alte prestazioni (HPC)
La produzione di calcestruzzo ad alte prestazioni, noto in inglese come HPC (High Performance Concrete), è ormai diventata una pratica corrente, ancorché non usuale, in molti Paesi. In sintesi, il calcestruzzo ad alte prestazioni è caratterizzato da una resistenza meccanica a compressione generalmente compresa nell’intervallo di 60-100 N/mm2 grazie a:a) ridotto rapporto acqua/cemento (0,40-0,30) per l’impiego di additivi super-riduttori di acqua;b) impiego di aggiunte minerali, da sole o in combinazione tra loro, ad alta attività pozzolanica e/o elevata area superficiale specifica come fumo di silice, loppa microfine, ecc.;c) inerti di frantumazione di alta qualità (basalto, granito, ecc.) capaci di assicurare un’elevata resistenza meccanica intrinseca della roccia ed un’ottima adesione all’interfaccia tra elemento lapideo e matrice cementizia.L’applicazione dell’HPC è stata inizialmente destinata a opere di ingegneria infrastrutturale particolarmente sollecitate da carichi statici e dinamici in servizio o da azioni aggressive da parte di un ambiente particolarmente ostile (piattaforme marine per estrazione del petrolio, ponti di grande luce, tunnel sottomarini, grattacieli in zone sismiche, ecc.). Si sta, tuttavia, prospettando la tendenza ad impiegare il calcestruzzo HPC anche in opere di architettura o di ingegneria civile meno sollecitate per sfruttare le caratteristiche meccaniche attraverso una diversa progettazione, per produrre calcestruzzi più durevoli in conseguenza del basso rapporto acqua/cemento, ed infine, per sfruttare la rapidità produttiva sia in fase di getto per l’elevata lavorabilità degli impasti, sia in fase esecutiva per un velocissimo sviluppo della resistenza meccanica.Un elenco non esaustivo delle principali applicazioni prevedibili per questa nuova categoria di materiali comprende i seguenti settori:
- ingegneria civile: costruzioni di mega-infrastrutture e mega-edifici che per loro dimensioni richiedono superprestazioni non solo in termini di resistenza meccanica, ma anche di duttilità, di tenacità, ecc.;
- ingegneria chimica ed ambientale: contenitori di alta affidabilità per lo stoccaggio di fluidi o solidi pericolosi per tossicità, infiammabilità, ecc.;
- ingegneria meccanica: produzione di manufatti con alta resistenza all’urto (antiscoppio ed anti proiettile) o alta resistenza all’abrasione per produrre stampi destinati alla formatura di pezzi meccanici metallici o polimerici (lamiere per auto).
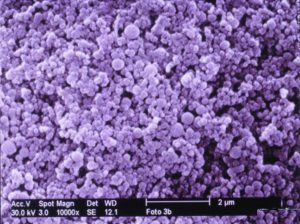 Fig. 1 – Micrografia al microscopio elettronico delle sferette di fumo di silice
Fig. 1 – Micrografia al microscopio elettronico delle sferette di fumo di silice
L’avvento del fumo di silice: il calcestruzzo DSP
Il fumo di silice è un sottoprodotto dell’industria del silicio e delle leghe metalliche ferro-silicio. Questo materiale ha conosciuto un successo strepitoso nel settore delle malte e del calcestruzzo solo dopo l’invenzione dei superfluidificanti negli anni ’70. Prima di allora il fumo di silice – che pure era già disponibile – non trovò che sporadiche applicazioni nel settore del calcestruzzo senza apprezzabili vantaggi prestazionali. Per comprendere le straordinarie prestazioni conseguibili con il binomio superfluidificante-fumo di silice è necessario tener presente che quest’ultimo si presenta in forma di sferette con dimensioni comprese tra 0.01 e 1 µm (Fig.1), cioè 50-100 volte più piccole di quelle del cemento.Ciò consente il posizionamento delle sferette di fumo di silice nei vuoti interstiziali presenti tra i granuli di cemento (così come la sabbia si posiziona tra i granuli di ghiaia) con il risultato di ottenere un sistema meno poroso, più densificato e quindi meccanicamente più resistente oltreché impenetrabile da qualsiasi agente aggressivo.Il termine DSP (Densified with Small Particles) è stato coniato da Bache (H.H. Bache, “Densified Cement/Ultra-Fine Particle Based Materials“, Second International Conference on Superplasticizers in Concrete, pp. 35 Ottawa (1981), per il calcestruzzo con fumo di silice, proprio per sottolineare l’addensamento microstrutturale derivante dal posizionamento delle piccole sferette silicee tra i granuli di cemento (Fig.2). Esiste, però, un’altra faccia della medaglia nella piccola dimensione delle particelle di fumo di silice: l’elevata area superficiale specifica di questo materiale (fino a 20-30 m2/g) fa aumentare enormemente la richiesta d’acqua per confezionare il calcestruzzo ed il maggiore rapporto acqua/cemento, che ne consegue, annulla il vantaggio derivante dalla densificazione della microstruttura della matrice cementizia.Con l’avvento dei superfluidificanti cominciarono i primi esperimenti sull’uso combinato di additivo superfluidificante con fumo di silice per eliminare l’inconveniente della maggiore richiesta d’acqua e trarre così pieno vantaggio dall’addensamento microstrutturale.La combinazione superfluidificante-fumo di silice si rivelò presto molto felice e già verso la fine degli anni ’70 apparvero i primi brevetti su questa sinergica combinazione: infatti, non solo il superfluidificante eliminava l’inconveniente della maggiore richiesta d’acqua in presenza di fumo di silice, ma anche il fumo di silice eliminava l’inconveniente dell’acqua di bleeding che si raccoglie all’interfaccia tra l’aggregato lapideo e la matrice cementizia (Fig. 3).L’utilizzazione congiunta di fumo di silice e superfluidificante ad alto dosaggio (2-4% sul cemento) consente di ottenere prestazioni ancora superiori se si sostituisce il comune aggregato calcareo con rocce di migliori prestazioni meccaniche e soprattutto con caratteristiche superficiali tali da migliorare il legame all’interfaccia aggregato-matrice cementizia. In sostanza, la matrice cementizia che avvolge gli elementi lapidei – e che nei calcestruzzi ordinari rappresenta l’anello debole della catena per la sua maggiore porosità – diventa meccanicamente più resistente dei comuni aggregati per la maggiore compattezza della sua microstruttura grazie all’impiego congiunto di fumo di silice e riduttori di acqua. In queste condizioni, l’anello debole della catena diventa l’aggregato e più esattamente quella sottilissima area del materiale (poche decine di mm) situata all’interfaccia tra aggregato e matrice cementizia (Fig. 4), nota con il nome di “zona di transizione” (F. Maso, “The bond between aggregate and hydrated cement paste“, Proceedings of the Seventh International Congress on the Chemistry of Cements, Vol 1, pag. VII-1/3, VII-1/15, Editions Septima, Parigi (1980). Se si vuole, quindi, sfruttare al massimo nel materiale composito (calcestruzzo) il beneficio derivante da una matrice (pasta cementizia) più densa e compatta è necessario disporre di aggregati naturali particolari (basalto, granito, diabase, ecc.), altrettanto densi e compatti e capaci soprattutto di stabilire un migliore legame adesivo nella “zona di transizione” con la matrice cementizia.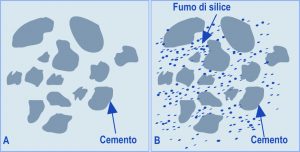 Fig. 2 – Posizionamento delle particelle di fumo di silice tra i granuli di cemento
Fig. 2 – Posizionamento delle particelle di fumo di silice tra i granuli di cemento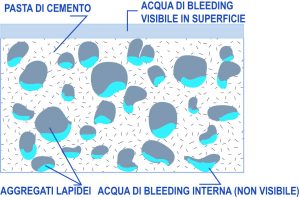 Fig. 3 – Rappresentazione schematica dell’acqua di bleeding intrappolata sotto le particelle più grosse di aggregato durante la risalita nel calcestruzzo fresco a seguito della compattazione
Fig. 3 – Rappresentazione schematica dell’acqua di bleeding intrappolata sotto le particelle più grosse di aggregato durante la risalita nel calcestruzzo fresco a seguito della compattazione
Influenza della zona di transizione sulla resistenza meccanica
La zona di transizione, che è in genere più porosa e meccanicamente più debole degli altri due componenti (aggregato lapideo e matrice cementizia), esercita un’influenza sulle proprietà del materiale composito significativamente maggiore di quella che ci si potrebbe attendere dalle sue dimensioni relativamente ridotte (Fig. 4). Per interpretare meglio il meccanismo dell’influenza, piuttosto complessa esercitata dalla zona di transizione sulle proprietà meccaniche (ma anche su quelle elastiche e su quelle riguardanti la durabilità) del materiale è opportuno approfondire la descrizione di questa zona-chiave del calcestruzzo.Nel calcestruzzo fresco sottoposto a compattazione, intorno alle zone inferiori dei granuli grossi dell’aggregato vengono a formarsi dei film di acqua (qualche decina di mm) al di sotto dei quali si raccoglie prevalentemente l’acqua di bleeding (Fig. 3). Già questa situazione determina un rapporto acqua/cemento più elevato (e quindi una maggiore porosità) nella zona di transizione rispetto alla matrice cementizia. La formazione dei primi germi-cristallini di Ca(OH)2 e di ettringite, che avviene in tutta la matrice cementizia per effetto dell’idratazione dei silicati e degli alluminati del cemento è seguita da un maggior accrescimento dei cristalli di questi prodotti nella zona di transizione più porosa per il maggior rapporto acqua/solido localmente esistente (P.K. Metha, “Concrete, Structures, Properties and Materials“, Prentice-Hall, Englewood Cliffs (1986). La maggiore porosità di questa zona consente anche lo sviluppo di cristalli di calce pluri-stratici, orientati più o meno parallelamente alla superficie dell’aggregato, ma anche facilmente sfaldabili e quindi meccanicamente più deboli. In tempi successivi, negli interstizi disponibili tra i cristalli di calce e di ettringite, viene a depositarsi il C-S-H (prodotto per idratazione dei silicati del cemento) in forma di fibre più o meno reticolate e nuovi cristalli più piccoli di calce e di ettringite: questo secondo processo, molto più lento rispetto alla formazione iniziale dei primi grossi cristalli di calce e di ettringite, comporta un progressivo riempimento dei pori esistenti nella zona di transizione, cosicché nel giro di diversi mesi la porosità della zona di transizione tenderebbe ad eguagliare quella della matrice cementizia (Fig. 5). La microstruttura schematizzata nella Fig. 4 si riferisce ad una situazione intermedia (circa 1 mese) quando ancora la zona di transizione è più porosa e quindi meccanicamente più debole della matrice cementizia.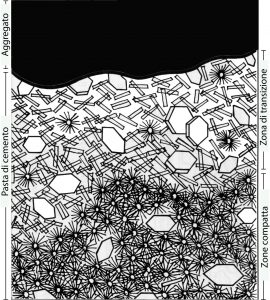 Fig. 4 – Rappresentazione schematica di un calcestruzzo nella zona di transizione tra aggregato lapideo e matrice cementizia
Fig. 4 – Rappresentazione schematica di un calcestruzzo nella zona di transizione tra aggregato lapideo e matrice cementizia Fig. 5 – Andamento schematico nel tempo della porosità nella matrice cementizia e della zona di transizione del calcestruzzoIn condizioni particolarmente favorevoli, a tempi molto lunghi, e con accurata stagionatura umida per favorire il grado di idratazione del cemento, la zona di transizione potrebbe anche diventare un po’ meno porosa della matrice cementizia (Fig. 5) con formazione di veri e propri legami chimici tra i prodotti di idratazione del cemento e la superficie dell’aggregato: si registra la formazione di carboalluminati se l’aggregato è di tipo calcareo, o di C-S-H se l’aggregato è siliceo. Tuttavia, è difficile che questa situazione, che potenzialmente determinerebbe addirittura una maggiore resistenza meccanica della zona di transizione, possa realmente verificarsi nelle usuali stagionature all’aria dei conglomerati cementizi, cioè in assenza di un’accurata stagionatura umida.Inoltre, un’altra caratteristica della zona di transizione, in aggiunta ad una maggiore porosità che si protrae per diversi mesi, consiste nell’innesco e nella propagazione di microfessure che danneggiano irreversibilmente il materiale. Le microfessure si possono formare nella zona di transizione per una qualsiasi causa di sollecitazione che provochi un movimento differenziale tra la matrice cementizia e l’aggregato dotati di modulo elastico significativamente diversi tra loro: un gradiente termico originato dal calore di idratazione del cemento; un ritiro igrometrico che coinvolge la matrice ma non l’aggregato; un carico applicato per un tempo più o meno lungo ancorché inferiore a quello di rottura. In tutte queste circostanze la zona di transizione (se viene a mancare una stagionatura umida prolungata per qualche mese e ciò si verifica correntemente) diventa il luogo dove si accumulano le varie microfessure tra la superficie dell’aggregato e la circostante matrice cementizia.Quando il materiale è sollecitato fino a rottura, durante la prova per la determinazione della resistenza meccanica, le microfessure già esistenti subiscono un aumento per spessore e lunghezza, propagandosi preferibilmente nella zona di transizione e successivamente nella matrice cementizia, In genere, a partire da una sollecitazione pari a circa il 40% di quella che provoca la rottura (cioè della resistenza meccanica), le deformazioni del calcestruzzo aumentano molto più rapidamente con il progressivo incremento della sollecitazione proprio per il propagarsi delle microfessure già esistenti nella zona di transizione. Ciò spiega perché il calcestruzzo mostri una deformazione plastica laddove i suoi componenti singoli (aggregato e pasta di cemento) si comportano fragilmente alla rottura dopo una deformazione elastica pressoché lineare (Fig. 6).Inoltre, quando si raggiunge una sollecitazione pari a circa il 70% di quella che provoca la rottura, ha inizio la fessurazione della matrice a causa della concentrazione degli sforzi intorno ai vuoti (macro-cavità, pori, difetti) esistenti nella matrice stessa. Con sollecitazioni progressivamente maggiori, le fessure si diffondono attraverso la matrice e vanno a ricongiungersi con quelle pre-esistenti sviluppatesi nella zona di transizione, creando così uno stato fessurativo pressoché continuo e provocando, quindi, la rottura del materiale. In assenza di aggregati, invece, la propagazione delle fessure nella pasta cementizia, fino allo stato fessurativo continuo e quindi alla rottura, richiede una maggiore sollecitazione. Ciò spiega perché il calcestruzzo presenta una minore resistenza meccanica rispetto non solo all’aggregato, ma anche alla matrice cementizia (Fig. 6).Infine, poiché la propagazione delle fessure richiede più forza ma anche più energia nelle sollecitazioni di compressione che in quelle di trazione, si può spiegare perché la resistenza meccanica a compressione sia maggiore di quella a trazione, e perché il calcestruzzo presenti il caratteristico comportamento di un materiale fragile, anche se in realtà esso subisce, prima delle rottura, una leggera deformazione plastica.Sulla base del meccanismo sopra illustrato, ed in particolare del ruolo giocato dalla zona di transizione, si può anche spiegare l’influenza del fuoco sulle proprietà elastiche e meccaniche del calcestruzzo: a causa delle tensioni termiche, infatti, le microfessure pre-esistenti nella zona di transizione si allargano e si estendono riducendo ulteriormente il contatto tra matrice cementizia ed aggregato e la conseguente possibilità di trasferire gli sforzi. Pertanto, dopo un incendio si registra, in genere, una diminuzione di modulo elastico del calcestruzzo molto maggiore del corrispondente calo nella resistenza meccanica a compressione.Poiché la zona di transizione gioca un ruolo molto più determinante con gli aggregati grossi, dove è più facile che si verifichino le condizioni di acqua intrappolata per effetto del bleeding interno (Fig. 3), ne consegue che, a parità di rapporto acqua/cemento, la resistenza meccanica a compressione risulterà minore nel calcestruzzo che non nella malta.La presenza di microfessure nella zona di transizione, oltre ad influenzare le proprietà meccaniche ed elastiche del calcestruzzo condiziona anche la permeabilità all’acqua e ad altri potenziali agenti aggressivi: in corrispondenza della zona di transizione, intrinsecamente più porosa e più microfessurata, diventa più facile l’ingresso di acqua e di aria con conseguenze negative sula durabilità del calcestruzzo e sulla protezione dei ferri dalla corrosione.
Fig. 5 – Andamento schematico nel tempo della porosità nella matrice cementizia e della zona di transizione del calcestruzzoIn condizioni particolarmente favorevoli, a tempi molto lunghi, e con accurata stagionatura umida per favorire il grado di idratazione del cemento, la zona di transizione potrebbe anche diventare un po’ meno porosa della matrice cementizia (Fig. 5) con formazione di veri e propri legami chimici tra i prodotti di idratazione del cemento e la superficie dell’aggregato: si registra la formazione di carboalluminati se l’aggregato è di tipo calcareo, o di C-S-H se l’aggregato è siliceo. Tuttavia, è difficile che questa situazione, che potenzialmente determinerebbe addirittura una maggiore resistenza meccanica della zona di transizione, possa realmente verificarsi nelle usuali stagionature all’aria dei conglomerati cementizi, cioè in assenza di un’accurata stagionatura umida.Inoltre, un’altra caratteristica della zona di transizione, in aggiunta ad una maggiore porosità che si protrae per diversi mesi, consiste nell’innesco e nella propagazione di microfessure che danneggiano irreversibilmente il materiale. Le microfessure si possono formare nella zona di transizione per una qualsiasi causa di sollecitazione che provochi un movimento differenziale tra la matrice cementizia e l’aggregato dotati di modulo elastico significativamente diversi tra loro: un gradiente termico originato dal calore di idratazione del cemento; un ritiro igrometrico che coinvolge la matrice ma non l’aggregato; un carico applicato per un tempo più o meno lungo ancorché inferiore a quello di rottura. In tutte queste circostanze la zona di transizione (se viene a mancare una stagionatura umida prolungata per qualche mese e ciò si verifica correntemente) diventa il luogo dove si accumulano le varie microfessure tra la superficie dell’aggregato e la circostante matrice cementizia.Quando il materiale è sollecitato fino a rottura, durante la prova per la determinazione della resistenza meccanica, le microfessure già esistenti subiscono un aumento per spessore e lunghezza, propagandosi preferibilmente nella zona di transizione e successivamente nella matrice cementizia, In genere, a partire da una sollecitazione pari a circa il 40% di quella che provoca la rottura (cioè della resistenza meccanica), le deformazioni del calcestruzzo aumentano molto più rapidamente con il progressivo incremento della sollecitazione proprio per il propagarsi delle microfessure già esistenti nella zona di transizione. Ciò spiega perché il calcestruzzo mostri una deformazione plastica laddove i suoi componenti singoli (aggregato e pasta di cemento) si comportano fragilmente alla rottura dopo una deformazione elastica pressoché lineare (Fig. 6).Inoltre, quando si raggiunge una sollecitazione pari a circa il 70% di quella che provoca la rottura, ha inizio la fessurazione della matrice a causa della concentrazione degli sforzi intorno ai vuoti (macro-cavità, pori, difetti) esistenti nella matrice stessa. Con sollecitazioni progressivamente maggiori, le fessure si diffondono attraverso la matrice e vanno a ricongiungersi con quelle pre-esistenti sviluppatesi nella zona di transizione, creando così uno stato fessurativo pressoché continuo e provocando, quindi, la rottura del materiale. In assenza di aggregati, invece, la propagazione delle fessure nella pasta cementizia, fino allo stato fessurativo continuo e quindi alla rottura, richiede una maggiore sollecitazione. Ciò spiega perché il calcestruzzo presenta una minore resistenza meccanica rispetto non solo all’aggregato, ma anche alla matrice cementizia (Fig. 6).Infine, poiché la propagazione delle fessure richiede più forza ma anche più energia nelle sollecitazioni di compressione che in quelle di trazione, si può spiegare perché la resistenza meccanica a compressione sia maggiore di quella a trazione, e perché il calcestruzzo presenti il caratteristico comportamento di un materiale fragile, anche se in realtà esso subisce, prima delle rottura, una leggera deformazione plastica.Sulla base del meccanismo sopra illustrato, ed in particolare del ruolo giocato dalla zona di transizione, si può anche spiegare l’influenza del fuoco sulle proprietà elastiche e meccaniche del calcestruzzo: a causa delle tensioni termiche, infatti, le microfessure pre-esistenti nella zona di transizione si allargano e si estendono riducendo ulteriormente il contatto tra matrice cementizia ed aggregato e la conseguente possibilità di trasferire gli sforzi. Pertanto, dopo un incendio si registra, in genere, una diminuzione di modulo elastico del calcestruzzo molto maggiore del corrispondente calo nella resistenza meccanica a compressione.Poiché la zona di transizione gioca un ruolo molto più determinante con gli aggregati grossi, dove è più facile che si verifichino le condizioni di acqua intrappolata per effetto del bleeding interno (Fig. 3), ne consegue che, a parità di rapporto acqua/cemento, la resistenza meccanica a compressione risulterà minore nel calcestruzzo che non nella malta.La presenza di microfessure nella zona di transizione, oltre ad influenzare le proprietà meccaniche ed elastiche del calcestruzzo condiziona anche la permeabilità all’acqua e ad altri potenziali agenti aggressivi: in corrispondenza della zona di transizione, intrinsecamente più porosa e più microfessurata, diventa più facile l’ingresso di acqua e di aria con conseguenze negative sula durabilità del calcestruzzo e sulla protezione dei ferri dalla corrosione. Tabella 1 – Composizione di un calcestruzzo DSP
Tabella 1 – Composizione di un calcestruzzo DSP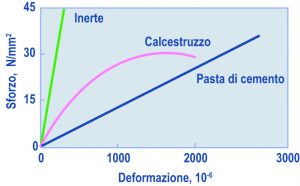 Fig. 6 – Tipico comportamento sforzo-deformazione del calcestruzzo e dei suoi componenti (aggregati e pasta cementizia)
Fig. 6 – Tipico comportamento sforzo-deformazione del calcestruzzo e dei suoi componenti (aggregati e pasta cementizia)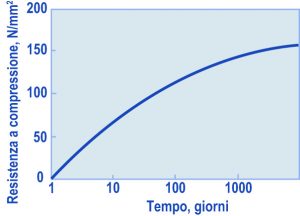 Fig. 7 – Resistenza meccanica a compressione nel tempo del materiale DSP riportato in Tabella 1
Fig. 7 – Resistenza meccanica a compressione nel tempo del materiale DSP riportato in Tabella 1
Materiali DSP con aggregati speciali
In teoria, la combinazione di fumo di silice e di superfluidifcante potrebbe essere spinta a dosaggi molto maggiori di quelli utilizzati per i calcestruzzi ordinari arrivando ad una microstruttura della matrice cementizia più densificata e meccanicamente più resistente.Tuttavia, per le ragioni esposte precedentemente, è praticamente inutile adottare questi accorgimenti finalizzati ad una maggiore densificazione della matrice cementizia, se non si dispone di aggregati altrettanto densi e compatti come la matrice stessa e se non si elimina, soprattutto, l’inconveniente di una porosa zona di transizione tra la matrice e gli elementi lapidei. Pertanto, solo disponendo di aggregati densi e compatti (basalti, graniti, ecc.), con tessitura superficiale ruvida per favorire la massima adesione della matrice agli aggregati in corrispondenza della zona di transizione, diventa possibile sfruttare al massimo l’ulteriore densificazione conseguibile nella matrice con un maggior contenuto di particelle ultra-fini. Ovviamente il maggior contenuto di queste particelle finissime deve essere accompagnato da un maggior dosaggio di superfluidificante per compensare l’enorme richiesta d’acqua provocata dalla polvere del finissimo. Un’applicazione di questo principio è presentata esemplificativamente in Tabella 1 dov’è mostrata la composizione di un impasto DSP con resistenze meccaniche a compressione che a tempi lunghi (3 anni) superano i 150 N/mm2 e che a 28 giorni superano facilmente i 120 N/mm2 (Fig. 7).Come si può vedere in Tabella 1, il dosaggio di fumo di silice arriva a 130 kg/m3 (oltre il 30% del cemento), mentre l’altissimo dosaggio di additivo (oltre il 6% sul cemento e fumo di silice) consente di ridurre il rapporto acqua/cemento a 0,25 e quello acqua/(cemento + fumo di silice) a meno di 0,20. Proprio per utilizzare al massimo il principio della estrema densificazione si è rinunciato ad ottenere un impasto fluido limitando la consistenza a quella di terra umida (S1: slump 30 mm) per ridurre ogni possibilità di bleeding in fase di compattazione e favorire, quindi, la formazione di un legame adesivo nella zona di transizione tra matrice ed aggregato. Tuttavia, tutti questi accorgimenti sarebbero stati in gran parte vanificati se non fosse stato selezionato un aggregato di frantumazione (quarzite e granito), di per sé molto resistente meccanicamente, ma anche con caratteristiche superficiali che favoriscono l’adesione all’interfaccia tra matrice ed aggregato.Incidentalmente si può notare che, nonostante lo slump molto basso (30 mm), il materiale risulta facilmente compattabile per il particolare comportamento reologico del sistema che deriva dall’impiego combinato del fumo di silice e del superfluidificante: viscoso da fermo e fluido in movimento (tixotropico).Un aspetto pratico molto significativo per la produzione di questi tipi di materiali riguarda l’efficacia ed il tempo di mescolamento: solo con l’impiego di premiscelatori che favoriscono uno sforzo di taglio sull’impasto è possibile, con gli usuali tempi di miscelazione, disperdere efficacemente le particelle di fumo di silice in granuli individuali (che normalmente tenderebbero ad agglomerarsi in “ammassi” particella più ingombranti) ed a favorire l’inserimento delle particelle finissime (<0,1 mm) negli interstizi tra i granuli di cemento (Fig. 2). Con la miscelazione correntemente impiegata nella produzione di calcestruzzo preconfezionato, in assenza cioè di un premiscelatore, è necessario prolungare il tempo di miscelazione fino a 10-20 minuti o a disperdere preliminarmente la sospensione di fumo di silice in acqua con trattamenti ad onde ultrasoniche (J. F. Young e H.M. Jennings, ” Advanced cement-based materials “, Cement and Concrete Science & Technology, Vol. 1, Part 1, pp. 346-372, Ed. S.N. Ghosh, 1993). Inoltre, in alcune applicazioni pratiche, dove si è tentato di ridurre al minimo la lavorabilità dell’impasto, per favorire il minor rapporto acqua/cemento possibile, si è trovato che l’applicazione di un sistema di disareazione sotto vuoto favorisce l’espulsione dell’aria in fase di compattazione dell’impasto e consente di raggiungere più facilmente il massimo stato di densificazione con conseguente positiva influenza sulla resistenza meccanica (J. F. Young e H.M. Jennings, ” Advanced cement-based materials “, Cement and Concrete Science & Technology, Vol. 1, Part 1, pp. 346-372, Ed. S.N. Ghosh, 1993)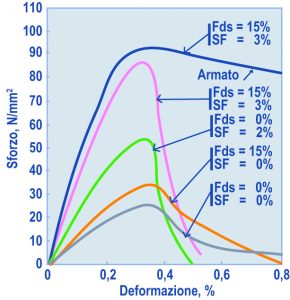 Fig.8 – Curva sforzo-deformazione di provini cubici (150 mm) sottoposti a compressione confezionati con e senza fumo di silice (Fds) e superfluidificante (SF). Il provino armato conteneva una spirale d’acciaio Limiti prestazionali dei materiali DSPAccanto alle straordinarie prestazioni in termini di resistenza meccanica a compressione illustrate nella precedente sezione, ed a parte l’altrettanto straordinario comportamento nei confronti delle aggressioni ambientali qui non esaminate per ragioni di brevità, i materiali DSP presentano, tuttavia, alcuni limiti nel comportamento deformazionale sotto sforzo: viene accentuato, in sostanza, il carattere fragile del materiale che presenta un’energia di frattura relativamente modesto. Questi limiti prestazionali sono strettamente connessi con la microstruttura densa del materiale DSP e non già con la composizione chimica del composito ed in particolare con la presenza di fumo di silice e superfluidificante.Nella Fig. 8 sono mostrate comparativamente le curve di sforzo (a compressione) in funzione della deformazione su provini cubici dei seguenti materiali caratterizzati da diversi valori di resistenza a compressione (Rc):
Fig.8 – Curva sforzo-deformazione di provini cubici (150 mm) sottoposti a compressione confezionati con e senza fumo di silice (Fds) e superfluidificante (SF). Il provino armato conteneva una spirale d’acciaio Limiti prestazionali dei materiali DSPAccanto alle straordinarie prestazioni in termini di resistenza meccanica a compressione illustrate nella precedente sezione, ed a parte l’altrettanto straordinario comportamento nei confronti delle aggressioni ambientali qui non esaminate per ragioni di brevità, i materiali DSP presentano, tuttavia, alcuni limiti nel comportamento deformazionale sotto sforzo: viene accentuato, in sostanza, il carattere fragile del materiale che presenta un’energia di frattura relativamente modesto. Questi limiti prestazionali sono strettamente connessi con la microstruttura densa del materiale DSP e non già con la composizione chimica del composito ed in particolare con la presenza di fumo di silice e superfluidificante.Nella Fig. 8 sono mostrate comparativamente le curve di sforzo (a compressione) in funzione della deformazione su provini cubici dei seguenti materiali caratterizzati da diversi valori di resistenza a compressione (Rc):
- calcestruzzo ordinario (Rc = 27 N/mm2) senza fumo di silice (Fds) e senza superfluidificante (SF);
- calcestruzzo ordinario con fumo di silice (15%), senza superfluidificante (Rc = 35 N/mm2);
- calcestruzzo ad alta resistenza meccanica con superfluidificante (2%) senza fumo di silice (Rc = 52 N/mm2);
- materiale HPC con 15% di silice e 3% di superfluidificante (Rc = 91 N/mm2);
- materiale HPC come in d) nel cui provino cubico è stata inserita una spirale metallica in acciaio (Rc = 95 N/mm2).
Le brusche cadute delle curve dopo il massimo (rottura) evidenziano il carattere fragile sia del calcestruzzo ad alta resistenza meccanica (Rc = 52 N/mm2) senza fumo di silice, sia del materiale HPC (Rc = 91 N/mm2). D’altra parte il carattere fragile diminuisce al diminuire della resistenza meccanica passando al calcestruzzo con Rc = 35 N/mm2 (con fumo di silice) ed ancor più a quello con Rc = 27 N/mm2 (senza fumo di silice). La presenza di acciaio annegato nel materiale HPC (Rc = 95 N/mm2) elimina completamente il carattere fragile.La minore duttilità dei materiali HPC, che è legata alla microstruttura più densa che favorisce la tipica rottura fragile dei materiali ceramici densi, deve essere tenuta in conto nel calcolo strutturale e compensata, quindi, attraverso un’adeguata distribuzione delle armature metalliche.