
Dizionario enciclopedico del calcestruzzo – Sezione 2
Raggi gamma -> vedi Radiazioni gamma.
Radiazioni gamma. Radiazioni per schermare le quali si impiega un calcestruzzo con carburo di boro (<-).
Ramachandran, Vangipuram Seshachar. Nato in India, ha lavorato ad Ottawa presso il National Research Council of Canada dove giunse nel 1968 e diventò responsabile della sezione dei materiali da costruzione dal 1981 al 1991. Prolifico ricercatore sugli additivi chimici sui quali ha scritto come Editor coordinatore anche l’importante manuale “Concrete Admixtures Handbook. Properties, Science and Technology”, Noyes Publication,1995. -> vedi Additivi.
Rame. I sali di rame sono impiegati come materia prima per additivi battericidi (<-).
Rapporto a/c -> vedi Rapporto acqua/cemento.
Rapporto acqua/cemento. Il rapporto acqua/cemento, a/c (<-), è il rapporto tra l’acqua di impasto (<-), a, e il dosaggio di cemento (<-), c, impiegati nel confezionamento del calcestruzzo (<-). Nel calcolo dell’acqua va sottratta quella derivante da un inerte bagnato e va aggiunta l’acqua assorbita da un inerte asciutto o insaturo di umidità: in altre parole, il rapporto acqua/cemento va calcolato con inerti saturi a superficie asciutta (<-) detti anche in S.S.A.
Il rapporto a/c è il parametro composizionale che influenza più di ogni altro le prestazioni del calcestruzzo indurito; in particolare al diminuire del rapporto a/c migliorano:
– la resistenza meccanica a compressione (<-), a flessione (<-) ed a trazione (<-);
– il modulo elastico (<-);
– la resistenza alla penetrazione dell’acqua -> vedi Permeabilità all’acqua;
– la durabilità (<-) con la sola eccezione dell’attacco aggressivo del cloruro di calcio (<-);
– la stabilità dimensionale in relazione alle variazioni causate dal ritiro igrometrico (<-);
– la stabilità sotto carichi permanenti per effetto della deformazione viscosa (<-).
Il rapporto a/c influenza la proprietà più importante del calcestruzzo: la resistenza meccanica a compressione. Su questa correlazione esistono gli studi fondamentali di R. Féret (<-) e quelli che vanno sotto il nome di Legge di Abrams (<-), la teoria di Popovics (<-), e la teoria di Powers (<-) sulla porosità capillare (<-).
Rapporto acqua/legante. E’ il rapporto tra l’acqua di impasto diviso per il legante che include il cemento Portland ed altri materiali cementizi come la pozzolana vulcanica (<-), la cenere volante (<-), la loppa (<-), ecc.
Rapporto d’aspetto. Riguarda le fibre (<-) impiegate nel calcestruzzo fibrorinforzato (<-). Esso è definito come il rapporto tra la lunghezza della fibra e il suo diametro equivalente dove quest’ultimo è il diametro del cerchio di area equivalente alla sezione media della fibra.
Rapporto di iniettabilità. E’ un criterio basato sulla dimensione dei cementi passanti al vaglio di 85 μm e del sistema poroso da iniettare (letto di sabbia o terreno) passante al vaglio da 15 μm per stabilire le probabilità di successo nell’impregnazione del sistema poroso. -> vedi
Microcemento.
Rapporto inerte/cemento. Rapporto tra la quantità di inerte (<-), i, e il dosaggio di cemento (<-), c. Esso condiziona fortemente il ritiro igrometrico (<-) e il calore di idratazione (<-) del calcestruzzo (<-) che diminuiscono entrambi all’aumentare del rapporto i/c (<-).
Rasatura. Malta (<-) di fi nitura applicata sulla superficie di un calcestruzzo indurito (<-) per favorirne l’aspetto liscio.
Rc. Simbolo per indicare la resistenza meccanica a compressione. -> vedi Resistenza meccanica a compressione.
RCC. Acronimo Inglese di Rolled Compacted Concrete -> vedi Calcestruzzo rullato e compattato.
Rck. Simbolo per indicare la resistenza caratteristica (<-) determinata su provini cubici.
Rck pot. Simbolo per indicare la resistenza caratteristica potenziale (<-) determinata con i controlli sui prelievi di accettazione (<-). Coincide con Rck (<-) e deve essere almeno eguale alla Rck prog (<-) prescritta nel progetto.
Resistenza attuale. E’ la resistenza del calcestruzzo in opera che coincide con la resistenza strutturale -> vedi Resistenza caratteristica strutturale determinata per rottura della carota (<-).
Resistenza caratteristica. E’ indicata con il simbolo Rck se misurata su provini cubici (15 cm) ed fck se misurata su provini cilindrici (con altezza/diametro = 2) dove fck vale 0,83•Rck. -> vedi Classe di resistenza del calcestruzzo.
Resistenza caratteristica potenziale. Con il simbolo Rck pot indica la resistenza caratteristica determinata nei controlli di accettazioni sui prelievi di calcestruzzo in corso d’opera che deve essere controllata dal Direttore dei Lavori (<-) o da un suo tecnico di fiducia. -> vedi
Classe di resistenza del calcestruzzo.
Resistenza caratteristica progettuale. Con il simbolo Rck prog indica la resistenza caratteristica indicata dal Progettista e che deve risultare almeno eguale alla resistenza potenziale determinata nei controlli di accettazioni sui prelievi di calcestruzzo in corso d’opera. -> vedi Classe di resistenza del calcestruzzo.
Resistenza caratteristica strutturale. Con il simbolo Rck strutt indica la resistenza caratteristica che deve essere ottenuta nel calcestruzzo della struttura —determinata con prove distruttive (<-) mediante carotaggio (<-) o con prove non-distruttive (<-) — indicata nel progetto e che, secondo le NTC (<-), deve risultare almeno eguale all’85% della resistenza potenziale determinata nei controlli di accettazioni sui prelievi di calcestruzzo in corso d’opera. Questo controllo può essere eseguito dal Direttore dei Lavori (<-) o dal Collaudatore (<-). -> vedi Classe di resistenza del calcestruzzo.
Resistenza meccanica. E’ la sollecitazione (<-) che provoca la rottura del materiale. A seconda della modalità di applicazione della sollecitazione essa si distingue in resistenza meccanica a compressione (<-), resistenza meccanica a flessione (<-), resistenza meccanica a trazione diretta (<-) e resistenza meccanica a trazione indiretta (<-).
Resistenza meccanica a compressione. E’ la più significativa proprietà del calcestruzzo indurito. Concettualmente rappresenta la massima sollecitazione (<-) sopportata da un provino cubico o cilindrico prima di arrivare a rottura per compressione. In teoria la misura è molto semplice poiché si tratta di misurare il rapporto tra la forza (F) capace di rompere per schiacciamento il provino di calcestruzzo, applicata con una pressa in acciaio, e la superficie nota (S) di materiale da provare. Viene indicata con il simbolo Rc (<-) per i provini cubici ed fc (<-) per i provini cilindrici con fc = 0,83•Rc. -> vedi Sollecitazione. In realtà ci sono due aspetti che condizionano il risultato della resistenza meccanica:
1. il tipo di cassaforma, le sue imperfezioni e le modalità esecutive;
2. le interazioni tra modulo elastico (<-) e il modulo di Poisson (<-) del calcestruzzo e della piastra in acciaio della pressa.
1. Modalità di misura della resistenza meccanica a compressione
In realtà la misura della resistenza meccanica a compressione presenta molte insidie se non si adottano alcune regole fondamentali (L. Coppola, “Concretum”, Mc Graw Hill, 2006) con gravi pregiudizi soprattutto nel
contenzioso.
Debbono essere prelevati due provini di calcestruzzo dall’autobetoniera (<-) a metà dello scarico registrando il tipo di autobetoniera, il numero di giri, e il tempo di impasto. I due provini costituiscono un unico prelievo e
la media della rottura a compressione dei due provini rappresenta la resistenza meccanica a compressione del prelievo.
Il prelievo dai getti (<-) dai nastri trasportatori (<-) o dalle benne (<-) va eseguito in tre punti diversi rimescolando le tre pozioni di calcestruzzo.
Il prelievo va fatto alla presenza del DL (<-) o da un suo apposito delegato come imposto dalle NTC (<-). I calcestruzzi dei prelievi vanno costipati a rifiuto con un pestello secondo la UNI 12390-1 fino ad espellere tutta l’aria intrappolata (<-) e raggiungere la massima massa volumica (<-) che corrisponde ad un grado di compattazione (<-), gc, eguale a 1.
Per la preparazione, la forma, le dimensioni e la stagionatura dei provini di calcestruzzo, vale quanto indicato nelle norme UNI 12390-2. Il DL deve redigere un apposito verbale sul prelievo contenente: località e cantiere; numero e sigla del prelievo; composizione del calcestruzzo se nota; data ed ora del prelievo; provenienza del prelievo (betoniera, getto, ecc.).
La scelta delle cubettiere presenta il rispetto di alcune regole; esistono tre tipi di cubettiere: metalliche che possono essere smontate per sformare il provino; in plastica dura di poliuretano espanso riutilizzabili senza essere smontate che presentano sul fondo un foro circolare chiuso da un tappo rimuovibile che viene sospinto dal basso al termine della stagionatura; in polistirolo a perdere per la loro inconsistenza meccanica.
Debbono inoltre essere rispettate le seguenti regole seconda la UNI 12390-2 per migliorare la riproducibilità delle misure:
– le dimensioni effettive del provino cubico (d) non devono variare più dell 0,5% e non più dell’1% se riferito alla distanza tra la faccia superiore non casserata e quella opposta;
– le planarità delle superfici sottoposte a carico non debbono presentare una tolleranza, maggiore di 0.0006•d;
– la tolleranza sulla perpendicolarità degli spigoli non deve superare 0.5 mm. Per le modalità esecutive secondo la UNI 12390-3 lo sperimentatore deve verificare la planarità delle facce (da sottoporre a schiacciamento) che deve risultare minore di 0.05 mm: se la planarità è superiore lo sperimentatore deve sottoporre i provini a rettifica meccanica.
Occorre inoltre trascrivere i dati del provino (sigla/posizione in opera), misurare con il calibro le dimensioni del provino e trascrivere i valori espressi in mm. Si deve anche pesare il provino prima di posizionarlo tra i piatti della pressa facendo attenzione a centrare il provino nel cerchio disegnato nel piatto inferiore. A questo punto lo sperimentatore accende il motore della pressa e porta il provino a contatto con il piatto superiore. Inserisce quindi la velocità di carico nella pressa che deve essere di 50 N/cm2 al secondo. Al momento della rottura, lo sperimentatore annota il valore della rottura in N/mm2 e il tipo della rottura: 1 = Bipiramidale; 2sb = Sfaldamento piramidale; 2s0 = Sfaldamento obliquo; 3 = obliquo; 4 = Sgretolamento. Dopo aver scaricato la pressa, lo sperimentatore deve riporre il residuo del provino rotto (identificato con la data di effettuazione della prova) sul carrello che verrà successivamente depositato nell’area di stoccaggio del materiale per almeno 20 gg.
Val la pena di segnalare che in molti Laboratori Ufficiali (<-), soprattutto se oberati da un numero rilevanti di cubetti da schiacciare, le misure sopra menzionate non vengono correttamente eseguite per realizzare un maggior profitto a scapito della precisione delle misure.
2. Interazioni tra il calcestruzzo e la pressa in acciaio
La maggior parte delle prove effettuate sul calcestruzzo consistono nel misurare la resistenza alle sollecitazioni uni-assiali di compressione. Tuttavia, anche in queste prove si instaura un sistema piuttosto complesso di sollecitazioni, a causa delle forze di taglio che si sviluppano tra le piastre in acciaio della macchina e le estremità superficiali del provino in calcestruzzo a contatto con esse.
E’ noto che in ogni materiale sollecitato assialmente, e deformato verticalmente, si verifica anche una deformazione laterale di segno opposto; il rapporto, in valore assoluto di questa deformazione e quella verticale è denominato modulo di Poisson (<-). Il modulo di Poisson dell’acciaio non arriva al doppio di quello del calcestruzzo, mentre modulo elastico (<-) dell’acciaio è da 5 a 10 volte più grande di quello del conglomerato cementizio. Questa diversità nei due moduli provoca, durante la prova di compressione uni-assiale, una deformazione laterale dell’acciaio molto più piccola dell’espansione trasversale che il calcestruzzo avrebbe se fosse libero di muoversi. Alcuni ricercatori (K. Newman, L. Lachance, Proceedings A.S.T.M. 64,1044,1964) hanno trovato che la deformazione laterale delle piastre in acciaio è circa il 40% dell’espansione laterale che il provino in calcestruzzo subisce ad una distanza dall’interfaccia acciaio-calcestruzzo sufficiente a rimuovere ogni effetto di contrasto. Infatti, a causa dell’attrito, le piastre dell’acciaio contrastano l’espansione laterale del calcestruzzo nelle parti del provino a contatto con il metallo, ma tale contrasto diminuisce man mano che aumenta la distanza della zona di contatto.
Il grado di contrasto esercitato dalle piastre in acciaio sull’espansione laterale del calcestruzzo, dipende dall’attrito tra i due materiali, ed esso può essere eliminato inserendo uno strato di grafi te o di paraffina tra le piastre ed il provino di calcestruzzo. Quando ciò avviene, si verifica anche una maggiore espansione laterale del calcestruzzo ed alla fine la rottura si manifesta con una spaccatura del provino lungo tutta la sua lunghezza. Quando, invece, l’attrito esiste —come nelle normali condizioni di prova— il provino è sottoposto oltre che alla sollecitazione assiale di compressione ad uno sforzo di taglio, il cui effetto equivale ad una sollecitazione di compressione laterale applicata nelle zone di calcestruzzo a contatto con le piastre come è mostrato nella Figura che segue:

A causa di ciò, in un provino sollecitato uni-assialmente a compressione fino alla sua distruzione rimangono due parti di calcestruzzo relativamente non danneggiate a forma di cono o di piramide con le basi rivolte verso le piastre d’acciaio come è mostrato nella foto della Figura che segue:

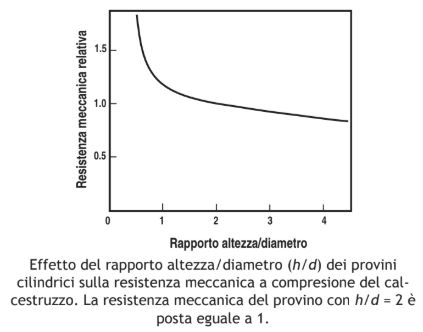
La Figura che segue mostra l’infl uenza del rapporto altezza/diametro di un provino cilindrico sulla resistenza meccanica a compressione avendo posto eguale a 1 la resistenza con rapporto altezza/diametro (h/d) = 2.
D’altra parte, nel caso di provini cilindrici la resistenza meccanica a compressione aumenta al diminuire del rapporto h/d, perché si fa sentire maggiormente l’effetto positivo esercitato dallo sforzo di taglio mostrato nella
precedente Figura. Ciò dimostra, quindi, che quando lo sforzo di taglio, causato dall’attrito piastra-provino, agisce congiuntamente alla compressione uni-assiale, la rottura del materiale è ostacolata, e che la deformazione laterale, piuttosto che la sollecitazione a compressione, è la causa principale della fessurazione e della rottura. Assumendo per il calcestruzzo un modulo di Poisson di 0,2, l’espansione laterale risulta pari al 20% della contrazione verticale causata da una sollecitazione di compressione uni-assiale. Durante la rottura, le deformazioni unitarie risultano comprese tra 0,003 e 0,004 nella compressione, e tra 0,0001 e 0,0002 nella trazione. Poiché questi ultimi valori sono molto meno del 20% dei primi, ne consegue che le condizioni di rottura a trazione della zona periferica del provino sono realizzate prima che siano raggiunte le deformazioni limiti di compressione.
Per i motivi sopra esposti, quando si debba determinare la resistenza meccanica su provini cilindrici prelevati mediante carotaggio è bene fissare il rapporto h/d eguale a 2 raccomandato da molte normative. Se i provini presentassero un rapporto h/d maggiore di 2 è sempre possibile modificare tale rapporto accorciando opportunamente la lunghezza del provino. Se però il rapporto h/d risultasse inferiore a 2 —per esempio perché lo spessore della struttura risulta relativamente basso rispetto al diametro della carota— è necessario correggere il valore
della resistenza meccanica riconducendolo a quello che si sarebbe ottenuto con un rapporto h/d eguale a 2. Nella Tabella che segue sono mostrati i fattori di correzione, suggeriti dall’A.S.T.M. () e dalle British Standard (B.S.) per i quali occorre moltiplicare i valori della resistenza meccanica.

Se con d si indica il diametro di un provino cilindrico, o il lato della base quadrata di un provino prismatico, l’influenza del rapporto h/d sulla resistenza meccanica del calcestruzzo si applica non solo ai provini cilindrici ma anche a quelli prismatici. L’influenza è naturalmente eliminata se si rimuove completamente l’attrito esistente tra le piastre in acciaio della macchina di prova e le superfici del calcestruzzo con esse in contatto, ma ciò non appare facilmente realizzabile, almeno nelle prove di routine.
Da ciò consegue che a causa del diverso rapporto h/d nei provini cubici ed in quelli cilindrici standardizzati con h/d = 2, lo stesso calcestruzzo può fornire diversi valori di resistenza meccanica a seconda che la misura sia fatta su cubi o su cilindri.
Il rapporto tra la resistenza meccanica dei cilindri e quella dei cubi è ovviamente minore di 1. Le norme inglesi (B.S. 1881 ÷ 1970) suggeriscono di considerare la resistenza meccanica dei provini cilindrici pari all’80% di quella determinata su cubi. Tuttavia, i risultati ottenuti da Evans (R.H. Evans, J. Inst. C.E. 22, 383, 1943-1944) mostrano che il suddetto rapporto può variare tra 0,76 e
0,96 con i valori più alti nei calcestruzzi più resistenti.
Si è spesso dibattuto su quale dei due provini, cilindrico o cubico, sia più adatto per rappresentare la resistenza del materiale. La RILEM (<-) raccomanda, per esempio, di impiegare provini cilindrici in favore dei quali esistono i seguenti vantaggi:
a) minore dipendenza della resistenza all’attrito piastra-provino e quindi maggiore ripetibilità dei risultati;
b) minore dipendenza della resistenza dalla dimensione dell’aggregato grosso;
c) maggiore uniformità nella distribuzione degli sforzi su una superficie piana cilindrica.
I provini cilindrici, inoltre, sono confezionati e sollecitati nella stessa direzione, mentre quelli cubici sono sottoposti ad una sollecitazione assiale dopo aver ruotato di 90° i provini rispetto alla posizione di confezionamento. Ciò significa che nei provini cilindrici la situazione è più simile a quella che si verifica nelle strutture reali. D’altra parte, eventuali fenomeni di segregazione (<-) sono meglio evidenziati nei provini cubici.
Occorre, infine, precisare che, le prove di compressione uni-assiale, indipendentemente dal tipo di provino, non possono rappresentare in modo quantitativo le resistenze delle strutture reali, ma possono solo offrire dei risultati comparativi per valutare l’influenza di un parametro concernente la composizione o la stagionatura del calcestruzzo. Inoltre, la misura della resistenza meccanica a compressione, come anche quella a flessione (<-) o trazione (<-) dipende sensibilmente dalle dimensioni e dalle condizioni igrotermiche del provino oltre che dalla velocità di applicazione del carico.
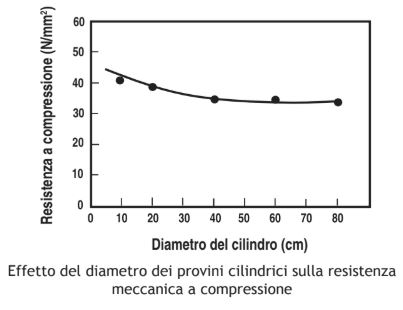
Il calcestruzzo può essere considerato come un insieme di elementi, ciascuno dotato di una sua resistenza meccanica, nei quali sono casualmente distribuiti un certo numero di difetti. Sotto l’applicazione di un carico crescente la rottura del materiale si innesca in corrispondenza dell’elemento più debole. Aumentando il volume di un materiale da sottoporre alla prova di rottura, aumenta anche la probabilità che il provino contenga un elemento di particolare debolezza, ed appare quindi giustificabile che all’aumento di dimensione del provino corrisponda una diminuzione della resistenza meccanica. Nella Figura che segue è mostrato, per esempio, l’effetto del diametro dei provini cilindrici sulla resistenza meccanica a compressione. Oltre ad una certa dimensione dei provini —50 cm nel caso di questa Figura— l’effetto della dimensione del provino diviene praticamente trascurabile.
Occorre, d’altra parte, tener conto della influenza della dimensione dei provini sulla dispersione dei risultati ottenuti. Infatti, se la dimensione dei provini diminuisce, aumenta la probabilità che cambi, da un provino all’altro, il numero dei difetti capaci di innescare il processo di rottura. Nella Figura che segue è mostrato schematicamente come varia la distribuzione delle resistenze meccaniche per i provini di due diverse dimensioni: quelli più grandi, pur essendo mediamente meno resistenti, presentano una minore dispersione dei risultati.

3.Influenza dell’UR e della temperatura
L’umidità e la temperatura del materiale al momento della prova, e quindi distinte da quelle della stagionatura (<-), influenzano sensibilmente il valore della resistenza meccanica. Un aumento o una diminuzione di 10°C, rispetto alla temperatura di 20°C, provocano rispettivamente una diminuzione o un aumento del 5-15% della resistenza meccanica a compressione ed a flessione.
L’effetto dell’umidità del provino al momento della prova è un po’ più complesso di quello della temperatura. L’influenza dell’umidità sulla resistenza meccanica del calcestruzzo dipende, infatti, dalla velocità di essiccamento e dalle dimensioni del provino. Un essiccamento rapido e non uniforme del calcestruzzo provoca un ritiro igrometrico (<-) differenziale della pasta cementizia contrastato dall’inerte, ed induce quindi delle sollecitazioni interne di trazione nella pasta. Le microfessure che così si formano innescano il processo di frattura soprattutto nelle prove di trazione e di flessione, ed in minor misura in quelle di compressione. Un rapido essiccamento durante l’esecuzione della prova provoca in sostanza una diminuzione della resistenza meccanica.
Se, però, l’essiccamento avviene molto lentamente ed interessa provini di piccola dimensione, le sollecitazioni interne sono in gran parte ridistribuite e rilassate dallo scorrimento viscoso della pasta. In queste condizioni si è spesso registrato un aumento della resistenza meccanica. Wittmann (F. H. Wittmann, Journal of American Ceramic Society, 56, 409,1973) e Wittmann e Setzer (F. H. Wittmann and M. J. Setzer, Applied Physics, 3, 403, 1974), per esempio, hanno proposto il cosiddetto modello di Monaco per la pasta di cemento secondo il quale la forza di attrazione tra le particelle del gel di cemento (<-) idratato, cioè il C-S-H (<-) aumenta con
l’essiccazione del materiale, per la diminuzione della distanza tra le particelle stesse. Un lento essiccamento provocherebbe, quindi, un ritiro (—Δl/l) ed un aumento di resistenza meccanica (σ—σ0) tra loro correlabili con l’equazione:
(σ—σ0)2 = 1-3•E•Δl / γ0•S•ρl
dove γ0 è l’energia libera superficiale, E è il modulo elastico, ρ è la densità ed S è l’area superficiale specifica. L’aumento dell’acqua tra le particelle provoca in sostanza un aumento della pressione disgiungente tra le particelle di cemento idratate e ne indebolisce il legame, mente il contrario avviene essiccando lentamente il materiale. Mills (R. H. Mills, “Strength–maturity re-
lationship for concrete which is allowed to dry”, RILEM International Symposium on Concrete and Reinforced Concrete in Hot Countries, Haifa, 1960) suggerisce che l’ingresso dell’acqua nel calcestruzzo già indurito porta ad un allontanamento delle particelle di cemento idratato e quindi ad una diminuzione delle forze di coesione.
A causa dell’essiccamento, invece, l’eliminazione delle molecole di acqua incuneate tra le particelle di cemento idratato fa diminuire la distanza tra le particelle e provoca quindi un aumento della resistenza meccanica. L’immersione prolungata in acqua dei provini già essiccati molto lentamente riporta la resistenza meccanica del calcestruzzo al valore ottenuto per i provini stagionati continuamente in ambiente umido, purché il grado di idratazione sia sostanzialmente lo stesso. Da ciò ne consegue che la variazione della resistenza meccanica provocata da variazioni di umidità del materiale è un fenomeno reversibile, purché l’essiccamento sia realizzato così lentamente da non provocare microfessurazioni nella pasta cementizia.
La velocità di applicazione del carico influenza sensibilmente il valore della resistenza meccanica del calcestruzzo. Più lenta è la velocità con la quale aumenta la sollecitazione, più basso è il valore che si registra per la resistenza meccanica. Ciò è probabilmente dovuto all’aumento della deformazione per effetto dello scorrimento viscoso (), cosicché quando si raggiunge un determinato valore critico della deformazione del calcestruzzo la frattura si propaga indipendentemente dal valore del carico applicato. Rispetto ad una prova nella quale il carico è applicato con una velocità di 0,2 MPa/s, si registra una diminuzione della resistenza meccanica di circa il 10-15% quando il carico a rottura è raggiunto molto lentamente, e cioè da 30 min a 4 ore.
D’altra parte un calcestruzzo può sopportare indefinitivamente solo il 70% del carico a rottura misurato applicando una sollecitazione di 0,2 MPa/s. Nelle prove comunemente effettuate in laboratorio, la velocità di applicazione del carico varia tra 4 e 10 MPa/min e la resistenza meccanica può variare del ±3% rispetto a quella ottenuta con 12 MPa/min. L’effetto è particolarmente sensibile quando il carico supera il 50% circa della resistenza a rottura,
mentre è praticamente trascurabile durante la prima metà del carico di rottura.
Sulla base delle considerazioni esposte in questo paragrafo, si evince che la misura della resistenza meccanica valutata attraverso la rottura dei provini non può rappresentare in modo quantitativo la resistenza meccanica delle strutture reali, ma può solo offrire dei risultati comparativi sulle prestazioni dei materiali.
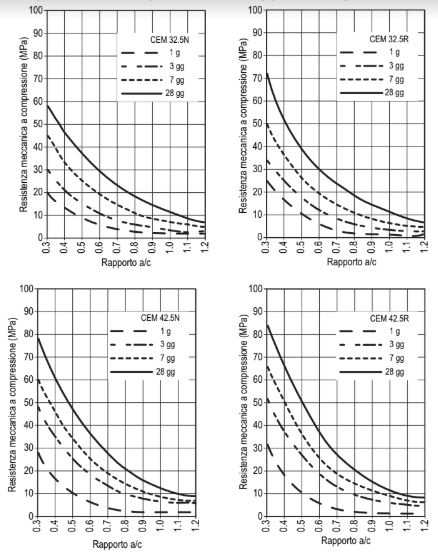
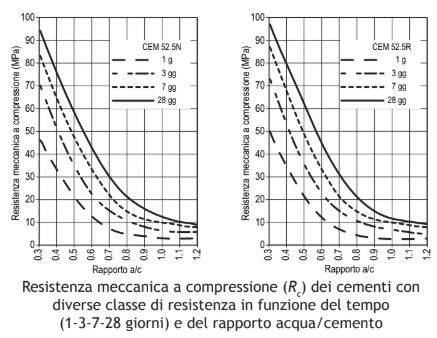
Resistenza meccanica a compressione dei calcestruzzi. Nella Figura che segue è mostrata la resistenza meccanica a compressione media (Rcm) in funzione del tempo (a 1-3-7-28 giorni) e del rapporto acqua/cemento (<-) di 6 calcestruzzi per i cementi di classe 32.5 N -32.5 R – 42.5 N – 42.5 R – 52.5 N – 52.5 R secondo la UNI EN 197-1 (<-).
Occorre tener conto che la correlazione tra resistenza meccanica a compressione e rapporto acqua/cemento non segue perfettamente la legge di Abrams (<-) perché come ha notato Popovics (<-) esistono anche altri parametri che influenzano questa correlazione tra i quali i più importanti sono:
– la forma, la tessitura e l’angolarità dell’inerte (<-) che fanno aumentare la resistenza meccanica se la dimensione diminuisce e la ruvidità superficiale aumenta come avviene passando da un inerte tondeggiante e liscio di tipo alluvionale a un inerte di frantumazione;
– il dosaggio di cemento (<-): poiché la pasta di cemento, per la presenza della porosità capillare (<-), è meccanicamente il punto debole del calcestruzzo ordinario, la resistenza meccanica —a parità di rapporto a/c— diminuisce all’aumentare della pasta di cemento, e quindi del dosaggio di cemento c, come appare dalla seguente equazione dedotta sperimentalmente da Popovics (<-) con R in MPa e c in kg/m3:
R = K1 / K2 (a/c + 0.000641 c)
Questa equazione risulta leggermente diversa da quella che segue la legge di Abrams originale dove il dosaggio di cemento non è preso in considerazione:
R = K1 / K2 a/c
A conferma di questa teoria, Popovics ha trovato che nel calcestruzzo con inerte leggero, dove quest’ultimo diventa meccanicamente il punto più debole nel calcestruzzo, la resistenza meccanica R aumenta all’aumen-
tare del dosaggio di cemento c.
Resistenza meccanica a compressione di calcestruzzi con cenere volante silicica. Nelle due Figure che seguono sono mostrate le resistenze meccaniche in funzione del rapporto a/c (<-) quando si un cemento di classe 42.5 R è sostituito dal 10 o dal 20% di cenere volante silicica (<-).


Dizionario enciclopedico del calcestruzzo – Sezione 1
Questo libro è una versione aggiornata di precedenti edizioni che furono pubblicate tra il 1990 e il 2004. Il libro, dopo una introduzione al Principio del Mix Design, si suddivide in 9 Sezioni ciascuna delle quali contiene più Moduli. Il Modulo rappresenta una autonoma informazione, generalmente contenuta in una sola pagina, eventualmente accompagnata da esercizi numerici per illustrare le applicazioni pratiche.Il libro è stato aggiornato tenendo conto della norma nazionale UNI 11104 che, unitamente alla norma europea UNI-EN 206-1, determina, in accordo al DM del 14 Gennaio 2008, le proprietà e le composizioni dei calcestruzzi durabili in relazione alla loro classe di esposizione ambientale.
AA.R.S. Acronimo di altissima resistenza ai solfati → vedi Cemento resistente ai solfati.
Abbassamento al cono di Abrams → vedi Cono di Abrams.
Abrams, Duff Andrew. (Illinois 1880, New York 1965). Dal 1930 al 1931 fu Presidente dell’ACI (←) acronimo di American Concrete Institute. Abrams è stato uno dei massi- mi ricercatori nel settore della scienza e della tecnologia del calcestruzzo. Alcuni dei principali risultati delle sue ricerche riguardano: la definizione del modulo di finezza (←), un metodo sperimentale per la misura della lavorabilità del calcestruzzo fresco mediante il cosiddetto cono di Abrams (←), la definizione del rapporto acqua/cemento (←). Nel 1918 pubblicò i primi risultati sulla correlazione tra il rapporto acqua/cemento e la resistenza meccanica a compressione (←) nota come Legge di Abrams (←). In realtà su questo argomento Abrams fu preceduto dal Francese R. Ferét (←) che nel 1892 pubblicò un articolo sul rapporto a/c (←) dove si tiene conto anche dell’influenza dell’aria intrappolata (←) (a’) provocata da una incompleta compattazione sulla resistenza meccanica a compressione. Nella Legge di Abrams, invece, non si tiene conto dell’aria intrappolata a’ in quanto la correlazione tra a/c e resistenza meccanica è determinata in condizioni di compattazione completa.
Abrasimetro di Amsler. Noto anche come tribometro di Amsler (←) è uno strumento impiegato per misurare l’abrasione del calcestruzzo (←).
Abrasimetro di Tabler → vedi Abrasione del calcestruzzo.
Abrasione del calcestruzzo. Il calcestruzzo può esse- re sottoposto ad usura per effetto di azioni meccaniche superficiali come l’attrito, lo scivolamento, la raschiatura, la percussione,ecc. Questo fenomeno nelle strutture idrauliche si manifesta in forma di erosione (←) o cavitazione (←). I metodi per misurare l’abrasione sono numerosi e tutti descritti dall’ASTM (←) e si basano sulla perdita di massa del calcestruzzo in superficie a seguito dell’applicazione delle sollecitazioni usuranti. I vari metodi dipendono dal tipo di abrasione che si vuole simulare. Tra i metodi più frequenti si possono menzionare quello (ASTM C 418-90) basato sull’applicazione di sabbiatura standardizzata che provoca una scarifica della superficie tanto più profonda quanto minore è la resistenza all’abrasione. Altri tre metodi, tutti basati sull’asportazione del materiale in superficie per effetto di una parte meccanica rotante a contatto con la superficie del calcestruzzo (abrasimetro di Tabler), sono descritti dall’ASTM C 779-89a. Un metodo speciale ASTM (C 944-90a) è impiegato se si deve determinare la resistenza all’abrasione su carote di piccole dimensioni.
L’abrasimetro di Amsler (←) noto anche come tribometro di Amsler (←) realizza tra i materiali a contatto sia un rotolamento puro, sia un rotolamento accompagnato da strisciamento, sia ancora un’usura di puro strisciamento.
I metodi per migliorare la resistenza all’abrasione prevedono diverse opzioni:
– l’aumento della resistenza meccanica a compressione (←): se si passa da 50 a 100 MPa si aumenta la resistenza all’abrasione del 50%;
– la riduzione del rapporto a/c (←), una completa compattazione del calcestruzzo fresco (←) e una prolungata stagionatura umida (←), capace di ridurre le fessure, migliorano la resistenza all’abrasione;
– i calcestruzzi a ritiro compensato (←) si comportano meglio dei calcestruzzi ordinari per l’assenza di fessure in superficie;
– miscele con 350 kg/m3 di cemento (←) si comportano bene ma un aumento del dosaggio di cemento oltre questo valore non fa migliorare la resistenza all’abrasione per l’aumento della componente meno resistente che è la pasta cementizia (←);
– l’inclusione nel calcestruzzo di sabbia frantumata ed aggregati grossi duri migliorano la resistenza all’abrasione;
– nel caso delle pavimentazioni industriali in calcestruzzo (←) l’applicazione di uno spolvero indurente.
Cemento Portland di miscela. Il cemento Portland di miscela comprende 17 sotto-tipi dove il clinker (←) è ancora predominante (almeno 65%) e dove gli altri costituenti (escluso il fumo di silice (←) impiegabile solo nell’intervallo 6-10%) possono oscillare entro due intervalli: 6-20% oppure 21-35%; nel primo caso apparirà nella sigla corrispondente la lettera A, mentre se l’intervallo composizionale è maggiore apparirà la lettera B. → vedi Cementi di miscela: Tabella che mostra le composizioni dei cementi.
La sigla di questi cementi è formata da CEM II, seguito dalla lettera A oppure B a seconda della quantità di costituente minerale, ed infine da una lettera che individua lo specifico costituente minerale: (S per loppa (←), P per pozzolana naturale (←), Q per pozzolana industriale (←), L per calcare (←), T per scisto calcinato (←) come è mostrato nella Tabella riportata nella voce Cementi di miscela (←). Per esempio la sigla II/A-S sta ad indicare un cemento Portland di miscela (II), contenente loppa (S) in una proporzione variabile dal 6 al 20% (A), e prenderà il nome di “cemento Portland alla loppa”. Se, invece, accanto al prevalente clinker di cemento Portland sono presenti più di un costituente minerale (loppa, pozzolana, cenere, ecc.) il legante risultante sarà chiamato “cemento Portland composito individuato dalla sigla II/A-M oppure II/B-M a seconda del contenuto di clinker.
Cemento Portland ferrico → vedi Modulo dei fon- denti.
Cemento pozzolanico. Include 2 sottotipi, dove il contenuto di clinker (←) è compreso negli intervalli 65- 89% (A) oppure 45-64% (B) e come costituente minerale è presente una miscela di microsilice (←), cenere silicica (←) e pozzolana naturale (←) o pozzolana industriale (←). Il cemento pozzolanico (CEM IV) propriamente detto ed il cemento d’altoforno (←) (CEM III) si distinguono rispettivamente dal cemento Portland alla pozzolana (←) (CEM II) e dal cemento Portland alla loppa (←) (CEM II) per il minor contenuto di clinker. Quindi, anche per il cemento pozzolanico, soprattutto quello B con maggior contenuto di pozzolana (36-55%), sarà difficile prevedere la disponibilità nelle classi di resistenza più elevate (42.5R, 52.5, 52.5R).
Cemento resistente ai solfati. La norma UNI 9156 prevede la seguente classificazione per il cemento resistente ai solfati: – classe di resistenza ai solfati moderata (“MRS”): C3A
(←) ≤ 8 % e SO3 (←) ≤3,5%; C3A ≤ 10 % e SO3 ≤3,0%; – classe di resistenza ai solfati alta (“ARS”): C3A ≤ 3 % e
SO3 ≤3,5%; C3A ≤ 5 % e SO3 ≤3,0%; – classe di resistenza ai solfati altissima (“AARS”): C3A = 0 % e C4AF (←) ≤20%.
In merito alla classe di esposizione (←) XA (←) la norma UNI 8981-2 prescrive quanto segue: – per la classe di esposizione XA1 (attacco debole)
– cemento a moderata resistenza chimica ai solfati (M.R.S.);
– per la classe di esposizione XA2 (attacco moderato)
– cemento ad alta resistenza chimica ai solfati (A.R.S.);
– per la classe di esposizione XA3 (attacco forte)
– cemento ad altissima resistenza chimica ai solfati (AA. R.S.).
Per attacchi più severi di quelli previsti dalle suddette classi di esposizione (attacco molto forte) si rende necessario ricorrere a protezioni superficiali supplementari in forma di guaine, resine o pitture impermeabilizzanti.
Cemento resistente ai solfati: cementerie disponibili in Italia. Cementi Buzzi Unicem → Trino (VC): CEM II A-LL 42,5R “MRS”; CEM II B-LL 32,5R “ARS”; CEM IV A-P 42,5N “ARS”; CEM IV A-P 32,5N “ARS” — Augusta (SR): CEM II B-LL 32,5R “MRS”; CEM IV A-P 42,5R “MRS”; CEM IV B-P 32,5R “ARS” — Barletta (BA): CEM II A-LL 42,5R “MRS”; CEM IV B-P 32,5R “ARS” — Cadola (BL): CEM I 52,5R “ARS”; CEM II A-LL 42,5R “ARS”; CEM II B-LL 32,5R “ARS” — Guidonia (RM): CEM II A-LL 42,5R “MRS”; CEM II B-LL 32,5R “MRS”; CEM IV A-P 42,5R “ARS”; CEM IV B-P 32,5R “ARS” — Robilante (CN): CEM I 42,5R “MRS”; CEM I 52,5R “MRS”; CEM II A-LL 42,5R “MRS”; CEM II A-LL 32,5R “MRS”; CEM II B-LL 32,5R “ARS” — Siniscola (OT): CEM II A-LL 42,5R “MRS”; CEM IV A-V 32,5R “ARS”; — Tra- vesio (PN): CEM II B-LL 32,5R “MRS” — Vernasca (PC): CEM II A-LL 42,5R “MRS”; CEM II B-LL 32,5R “ARS”; CEM IV A -P 32,5R “ARS” — Riva (TN): CEM II A-LL 32,5 R “MRS”; CEM IV A-P 32,5R “ARS” — Settimello (FI): CEM II B-LL 32,5R “MRS”; CEM III A 32,5N “MRS”; CEM IV B-V 32,5R “ARS”.
Cementir → Taranto: CEM III B “ARS”; Maddaloni (CE) e Spoleto (PG): CEM IV “ARS”
Cementirossi → Cementeria di Pederobba (TV): CEM I 52,5 R “ARS”; CEM IV / A – V 42,5 R “ARS”; CEM IV / A – V 32,5 R “ARS”.
Colacem → Rassina (AR): CEM IV B-P 32,5R “ARS” — Galatina (LE): CEM IV B-V 32,5R “ARS” — Modica (RG): CEM I 42,5R “ARS” — Ghigiano di Gubbio (PG): CEM II B-LL 32,5R Bianco “ARS”.
Italcementi → Cementeria di Trieste (TS): CEM I “ARS”.
Cemento Romano. Cemento inventato e brevettato da James Parker nel 1798 a cavallo tra la calce idraulica (←) di Smeaton (←) ed il cemento Portland (←). La composizione di questo cemento non ha nulla a che fare con il legante calce + pozzolana impiegato dai Romani nella produzione del Calcestruzzo antico (←) descritto da Vitruvio (←).
Cemento soprasolfatato. Il cemento soprasolfatato, non previsto dalla norma UNI EN 197-1 (←), è prodotto soprattutto in Belgio, ma anche in Germania, Francia e Gran Bretagna; è costituito per l’80-85% da loppa granulata, per il 10-15% da anidrite o da gesso cotto e per il 5% circa da cemento Portland.
I prodotti dell’idratazione sono costituiti fondamentalmente da ettringite (←), C3A • 3CaSO4 • 32H2O e da idrosilicato di calcio, C-S-H (←). Il primo composto si forma soprattutto durante i primi giorni di idratazione, il secondo alle stagionature più lunghe. I cristalli fibrosi di ettringite sono molto più lunghi (oltre 120 μm) di quelli che si formano nelle paste di cemento Portland (qualche μm). Secondo Mehta (←) ciò è da ascrivere all’influenza della calce (presente nelle paste di cemento Portland, ma non in quelle di cemento soprasolfatato), che favorisce una cristallizzazione più minuta e quindi la formazione di fibre molte più corte. Secondo Mehta l’adsorbimento nel calcestruzzo fi brorinforzato (←). L’effetto è mostrato nella Figura che segue dove si può osservare che, con l’impiego di 10 kg/m3 di fibre polipropileniche anche il calcestruzzo ad altissima resistenza meccanica (100 MPa) non subisce l’effetto distruttivo dello spalling almeno fino a 700°C.
In sostanza, le fibre polimeriche non modificano significativamente il comportamento al fuoco del calcestruzzo ordinario, ma diventano indispensabili per migliorare il comportamento al fuoco del calcestruzzo = 80 MPa) ed altissima resistenza meccanica MPa). Questo effetto sorprendente e non ad alta prevedibile, (Rc = 100 (Rc ma largamente documentato nella letteratura tecnica (P. Kalifa, G. Chene and C. Galle, “High Temperature Behaviour of HPC with Polypropylene Fibres: From Spal- ling to Microstructure”, Cement and Concrete Research, Vol. 31, pp 1487-1499, 2001), è dovuto al fatto che le numerosissime fibre polimeriche disperse nella matrice cementizia fondono a 160-170°C e creano così una sorta di via d’uscita per drenare il vapore interno e per alleviare le tensioni correlate con la crescita della pressione del vapore, purché il contenuto delle fibre sia almeno pari allo 0,2% del volume del calcestruzzo.
In conclusione, per migliorare la resistenza al fuoco dei calcestruzzi ad alte prestazioni, è necessario impiegare sia le fibre metalliche per aumentare la capacità di tenuta nei confronti dell’azione dirompente dello spalling, sia le fibre polimeriche per attenuare l’insorgere della pressione del vapore grazie alla fusione delle fibre a temperature (a 160-170°C) che precedono l’inizio dell’effetto spalling (200-300°C) nei calcestruzzi molto densi e compatti come quelli ad altissima resistenza meccanica.
Compressione. Corrisponde allo stato di schiacciamento di un provino o di una struttura. → vedi Sollecitazione.
Concrete. E’il termine Inglese di calcestruzzo (←). Etimologicamente esso viene dal latino concretum. Cicerone (←) scriveva infatti “concretum corpus ex elementis” che significa “corpo composto di elementi diversi” che include appunto il significato di conglomerato (←), talvolta usato in italiano in luogo del vocabolo calcestruzzo.
Condensazione capillare → vedi Fisica dell’acqua nel calcestruzzo: condensazione capillare.
Conglomerato. Corpo composto di elementi diversi → vedi Calcestruzzo.
Cono di Abrams. E’ uno strumento inventato da Abrams (←). E’ un tronco di cono metallico alto 300 mm, largo alla base 200 mm e in sommità 100 mm impiegato per misurare la classe di consistenza (←), cioè la lavorabilità del calcestruzzo fresco. Per l’esecuzione della prova , il calcestruzzo è compattato con un pestello metallico in tre strati applicando per ogni strato 25 colpi. Si sforma quindi il calcestruzzo dal cono sollevandolo mediante le apposite maniglie e si misura l’abbassamento del calce- struzzo rispetto alla sommità del cono: l’abbassamento prende il nome di slump (←), può variare tra zero e 260 mm ed è tanto maggiore quanto più fluido è il calcestruzzo.
Il cono di Abrams viene impiegato, in accordo alla norma UNI 11041, anche per misurare calcestruzzi molto più fluidi —detti calcestruzzi auto compattanti (←) o Self-Compacting Concrete (SCC)— determinando il dia- metro del calcestruzzo sformato che assume la forma di una “pizza” denominato slump-flow (←) che deve essere almeno 600 mm e raggiungere il diametro della “pizza” di 500 mm in almeno 12 secondi.
Cono di Marsh. Contenitore da 2 litri di geometria standard a forma di cono nel quale si misura il tempo per lo svuotamento del primo litro. E’ impiegato per valuta- re la idoneità di una boiacca cementizia per l’iniezione all’interno di calcestruzzo che presenta macrovuoti nel restauro delle strutture in calcestruzzo degradato (←) come è mostrato nella Figura che segue:
Presenza di macrovuoti in un pilastro di calcestruzzo per incompleta compattazione
Il legante moderno prende il nome di cemento (←), mentre nel passato il legante del calcestruzzo antico (←) era formato da gesso (←) o calce (←), preferibilmente da una miscela di calce con pozzolana (←), o anche da calce idraulica (←).
Il legante può essere aereo o idraulico a seconda che indurisca solo a contato di aria come la calce (←) oppure anche al di fuori del contatto dell’aria come avviene per la miscela di calce con pozzolana (←), con la calce idraulica (←) o con il cemento Portland (←).
Legante aereo → vedi Legante.
Legante idraulico → vedi Legante.
Legge di Abrams. Nel 1918 Abrams (←) enunciò una legge fondamentale (pubblicata su “Design of Concrete Mixtures”, Bulletin 1, Structural Materials Research Laboratory,Lewis Institute, Chicago,1918): la resistenza meccanica a compressione (←) del calcestruzzo (←), ad una determinata temperatura, per esempio a 20°C, dopo un determinato tempo di stagionatura umi- da (←), per esempio a 28 giorni, con un determinato cemento (←), per esempio cemento Portland (←) ordinario, aumenta esponenzialmente al diminuire del rapporto acqua/cemento (←), purché il conglomerato sia perfettamente compattato all’interno dei casseri con un grado di compattazione (←) eguale a 1, cioè senza lasciare vuoti all’interno del materiale. La legge di Abrams può essere matematicamente espressa con la seguente equazione:
R = K1 / K2a/c dove R è la resistenza meccanica a compressione, a/c (←) è il stanti che rapporto dipendono acqua/cemento, dalla temperatura K1 e di K2 maturazione, sono due costanti che dipendono dalla temperatura di maturazione, dal tempo di stagionatura umida e dalla resistenza meccanica del cemento.
L’influenza del volume di aria intrappolata (←) — che rimane nel calcestruzzo a causa della incompleta compattazione— sulla resistenza meccanica del calcestruzzo era stata studiata in precedenza (nel 1892) da Féret (←) che aveva proposto una complessa equazione di difficile applicazione pratica per descrivere il fenomeno. Per questo motivo, è preferibile far riferimento alla relazione tra il rapporto a/c (←) e la resistenza meccanica a compressione in calcestruzzi compattati a rifiuto come avviene per l’applicazione della legge di Abrams. Nella voce → Resistenza meccanica a compressione sono mostrati i risultati quantitativi su calcestruzzi completamente compattati, maturati per diversi giorni (tra 1 e 28 giorni), a 20°C, umidità relativa di almeno 95%, e con i diversi cementi previsti dalle norme europee UNI EN 197-1 (←).
Sandor Popovics (←) (“Another Look at the Relation- ship between Strength and Composition of Concrete”, ACI Materials Journal, Vol. 108, pp. 115-119, 2011) ha studiato la correlazione tra resistenza meccanica e rap- porto acqua/cemento sopra riportata così come espres- sa nella legge di Abrams giungendo alla conclusione che l’equazione sopra riportata debba essere completata con altri parametri per migliorare la correlazione tra R ed a/c → vedi Resistenza meccanica a compressione dei calcestruzzi.
Legge di Bragg. Legge sulla diffrazione dei raggi X (←) scoperta da William Bragg (←).
Legge di Darcy. E’ la legge pubblicata nel 1856 da Henry Darcy (←) per calcolare la portata di un fluido (dV/ dt) attraverso un mezzo poroso caratterizzato da un coefficiente di permeabilità K, completamente saturo di acqua:
ΔP = l /(K•A) • dV/dt dove l è il cammino che deve percorrere il fluido attraverso una sezione A quando è sottoposto ad una differenza di pressione ΔP. Poiché il valore di ΔP è molto alto (almeno 20 bar) per una misura della raccolta di acqua attraverso uno spessore di pochi cm di un normale calce- struzzo, l’equazione di Darcy non è solitamente utilizzata per misurare K (che sarebbe compreso 1•10-9 e 1•10-12 m/s) e si ricorre a determinare l’impermeabilità (←) mediante la norma UNI EN 12390-8 (←).
La legge di Darcy è stata adottata da Powers per la sua teoria della pressione idraulica sul comportamento del calcestruzzo esposto ai cicli di gelo-disgelo (←).
Legge di Fick. Scoperta da Eugen Adolph Fick (←) nel 1855, questa legge stabilisce le condizioni nelle quali si muove un componente sotto la spinta della differenza nella concentrazione all’interno di un fluido, così come, per analogia, si verifica il trasporto di cariche elettriche per effetto di una differenza di potenziale elettrico (legge di Ohm), o il trasporto del calore per effetto della differenza nella temperatura (legge di Fourier). → vedi Penetrazione del cloruro.
Legge di Hooke. Per la sollecitazione (←) a compressione o a trazione tra σ ed ε esiste una correlazione: maggiore è σ, maggiore è ε. In particolare, per sollecitazioni σ relativamente piccole esiste una semplice correlazione di tipo lineare tra σ ed ε nota come Legge di Hooke (←):
σ = E • ε dove E è una costante nota come modulo elastico (←) o modulo di Young (←).

Gli additivi per calcestruzzo – Capitolo 13
13.3 IL FUMO DI SILICE E GLI ADDITIVI
Anche nei calcestruzzi con fumo di silice si possono impiegare:
• additivi riduttori di acqua;
• additivi aeranti.
13.3.1 IL FUMO DI SILICE E GLI ADDITIVI RIDUTTORI D’ACQUA
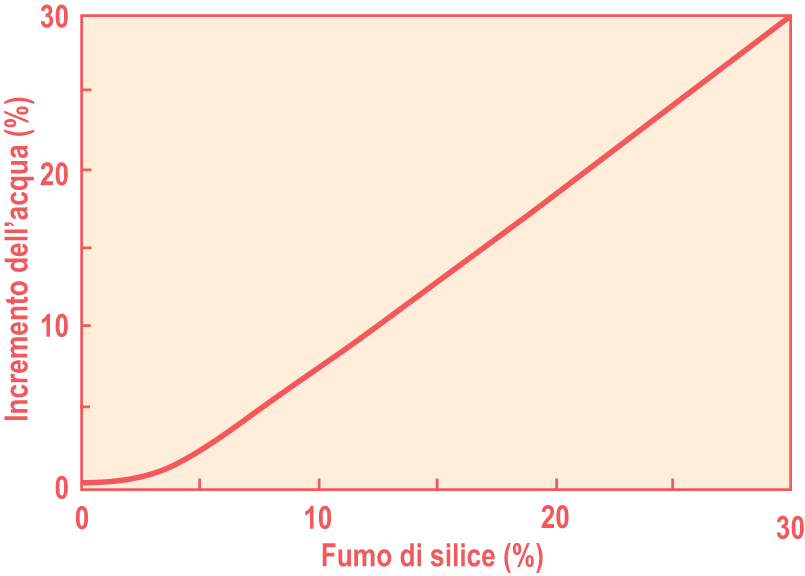
Nella Fig.13.1 è mostrata l’acqua d’impasto a pari lavorabilità del calcestruzzo in funzione della percentuale di fumo si silice che sostituisce il cemento Portland CEM I 42.5 R; se la percentuale di fumo di silice rimane al di sotto del 5% si verifica un incremento trascurabile nella richiesta d’acqua; tuttavia, se la presenza del fumo di silice supera il 5% la richiesta d’acqua aumenta proporzionalmente fino al 30% in più rispetto a quella del corrispondente calcestruzzo senza fumo di silice. La maggiore richiesta d’acqua provocata dalla presenza del fumo di silice è dovuta alla maggiore finezza del fumo di silice rispetto a quella del cemento (1).
L’incremento dell’acqua d’impasto provocato dall’aggiunta del fumo di silice può essere controbilanciato dall’impiego degli additivi fluidificanti o superfluidificanti capaci di ridurre l’acqua d’impasto (Capitolo II). Nella Tabella 13.2 sono mostrati, in funzione della percentuale di fumo di silice, i dosaggi (riferiti alla somma in peso del cemento e fumo di silice) di un additivo fluidificante a base di ligninsolfonato (30% in acqua), e di un additivo superfluidificante a base di naftalinsolfonato (40% in acqua) o di policarbossilato (30% in acqua), per ripristinare, a parità di acqua d’impasto, la lavorabilità del calcestruzzo di riferimento senza fumo di silice.
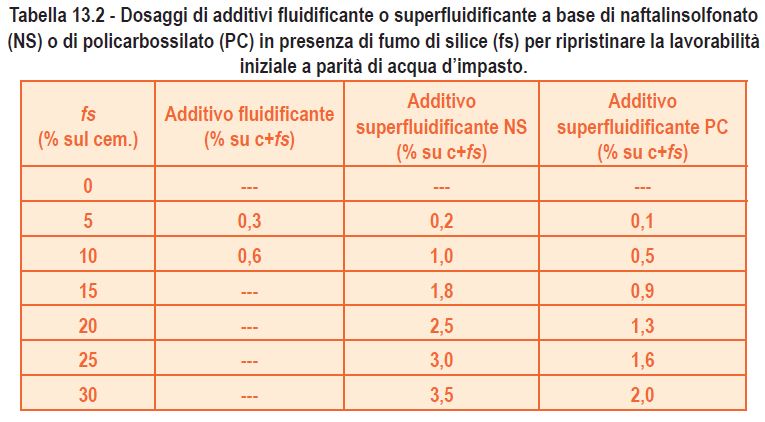
I risultati mostrati nella Tabella 13.2 indicano che:
- in presenza di un additivo fluidificante a base di ligninsolfonato il dosaggio deve essere contenuto entro un valore di circa 0,6% sul peso del cemento per evitare un ritardo nell’idratazione del cemento;
- il dosaggio di un superfluidificante può raggiungere valori molto maggiori di quelli usualmente adottati in un calcestruzzo ordinario senza provocare indesiderati fenomeni di bleeding perché la presenza di fumo di silice rende il calcestruzzo più coesivo e privo di segregazione anche con elevati dosaggi di additivo: 3,5% per il superfluidificante naftalinico e 2% per quello policarbossilico più efficace.
Sulla base di questi risultati la combinazione di fumo di silice con un superfluidificante è molto positiva poiché si possono annullare gli effetti negativi derivanti da un dosaggio eccessivo di uno solo di questi composti: calcestruzzi poco lavorabili se si impiega solo fumo di silice, e calcestruzzi segregabili se si impiega solo superfluidificante. Nella Tabella 13.3 sono mostrate le proprietà del calcestruzzo fresco provocate dall’aggiunta combinata di fumo di silice e un superfluidificante
policarbossilico.
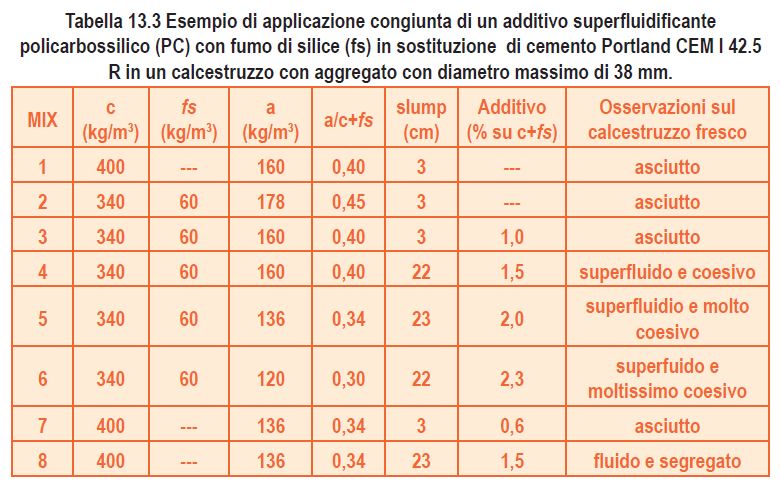
Esaminando i risultati della Tabella 13.3 si possono fare le seguenti osservazioni:
- passando dal Mix 1 al Mix 2 -> la presenza del fumo di silice in sostituzione del 15% di cemento Portland fa aumentare l’acqua d’impasto da 160 a 178 kg/m3 pari ad un incremento dell’11% a parità di slump (3cm);
- passando dal Mix 2 al Mix 3 -> l’aggiunta di additivo (1% su c+fs) fa ritornare l’acqua d’impasto (a pari slump di 3 cm) al valore di 160 kg/m3 del calcestruzzo di riferimento senza fumo di silice;
- passando dal Mix 3 al Mix 4 -> una maggiore aggiunta di additivo (1,5% su c+fs) a pari acqua d’impasto (a) fa aumentare ulteriormente lo slump 3 a 22 cm del calcestruzzo che diventa superfluido, coesivo e privo di bleeding;
- passando dal Mix 4 al Mix 5 -> un’aggiunta di ulteriore additivo (2% su c+fs) consente di ridurre l’acqua d’impasto da 160 a 136 kg/m3 e di produrre un calcestruzzo superfluido ed ancor più coesivo;
- passando dal Mix 5 al Mix 6 -> un’aggiunta di ulteriore additivo (2,3% su c+fs) fa diminuire l’acqua d’impasto da 136 a 120 kg/m3 e rende il calcestruzzo superfluido e molto colloso per il basso rapporto a/c = 0,30;
- passando dal Mix 1 al Mix 7 -> in assenza di fumo di silice, l’aggiunta di additivo (0,6% su c), fa ridurre l’acqua d’impasto di circa il 15% a parità di slump (3 cm);
- passando dal Mix 7 al Mix 8 -> un incremento nell’aggiunta di additivo (1,5% su c) rende il calcestruzzo superfluido (slump = 22 cm) ma molto segregabile per l’eccessivo dosaggio di additivo in assenza di fumo di silice.
Da queste osservazioni si può concludere che l’aggiunta combinata di un additivo superfluidificante e di fumo di silice (entrambi surdosati rispetto ai loro valori usualmente impiegati quando sono utilizzati da soli: circa 1% di additivo e circa 10% di fumo di silice) consente di ottenere un calcestruzzo superfluido, privo di segregazione e bleeding, con un rapporto acqua/(cemento + fumo di silice) molto basso e prossimo a 0,30. Ne deriva, pertanto, la possibilità di raggiungere prestazioni meccaniche molto elevate nei calcestruzzi induriti. L’impiego del fumo di silice (fs) a un dosaggio maggiore del 5% sul cemento, in assenza di superfluidificante, è sconsigliabile perché (a causa della sua elevata finezza) fa aumentare la richiesta d’acqua (a) e provoca quindi una diminuzione della resistenza meccanica a compressione (Rc) come è così schematizzabile:
↑ fs ↑ a ↓ Rc
D’altra parte, l’impiego di un superfluidificante policarbossilico PC a un dosaggio maggiore di 1.5% sul cemento fa aumentare la segregazione e provoca un ritardo nell’idratazione del cemento soprattutto alle brevi stagionature:
↑ dosaggio di additivo ↑ segregazione ↑ ritardo idratazione
L’impiego combinato di fumo di silice (a un dosaggio di circa 15%) e dell’additivo policarbossilico PC (a un dosaggio di circa 1.5-2.5%) consente di ottenere un calcestruzzo a consistenza superfluida, privo di segregazione, con elevate prestazioni meccaniche (2):
↑ fs ↑ PC ↑ lavorabilità ↑ coesione ↓ a/c ↑ Rc
La forte riduzione del rapporto a/c rende la pasta di cemento molto resistente e pertanto l’aggregato può diventare l’anello debole della catena, a meno che non si impieghino aggregati frantumati, privi di porosità e molto resistenti meccanicamente. Nella Tabella 13.4 è mostrata la composizione di un simile calcestruzzo a base di quarzite come sabbia e di granito come aggregato grosso.
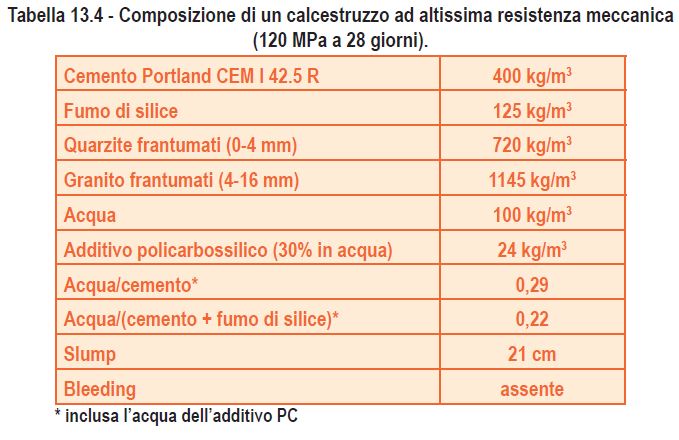
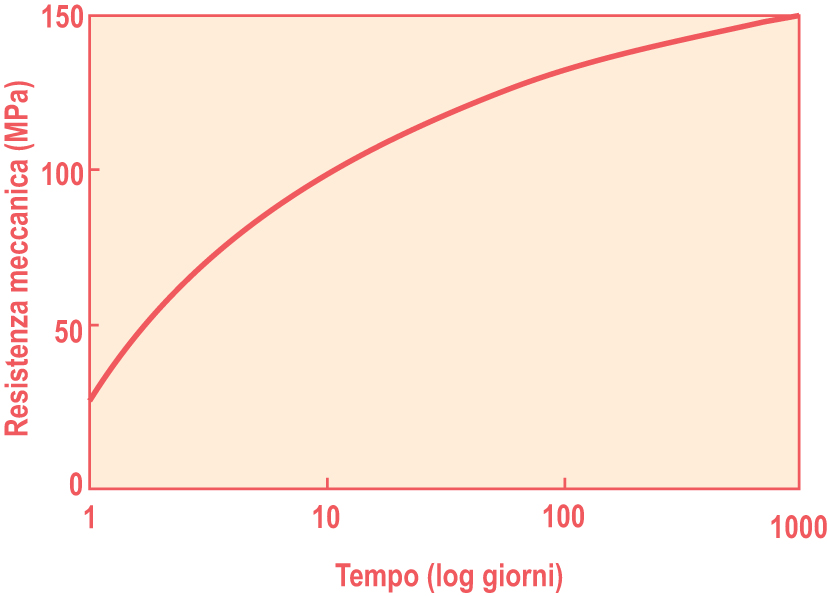
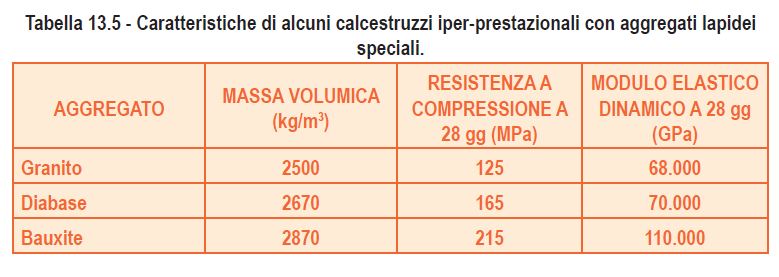
Nella Fig.13.2 è mostrata la resistenza meccanica a compressione in funzione del tempo del calcestruzzo la cui composizione è mostrata in Tabella 13.4. Se invece del granito si impiegano aggregati più resistenti meccanicamente (come per esempio il diabase e la bauxite) si possono raggiungere prestazioni meccaniche ancora superiori come è indicativamente mostrato nella Tabella 13.5.
La Fig. 13.3 mostra un esempio di costruzione molto alta per la quale fu impiegato un calcestruzzo ad altissima resistenza meccanica a compressione a 28 giorni (90 MPa) grazie all’azione combinata di un superfluidificante PE con fumo di silice.

Gli additivi per calcestruzzo – Capitolo 12
Additivi coloranti
12.1 IL COLORE DEL CALCESTRUZZO
Il tipico colore grigio del calcestruzzo può essere in alcuni casi incompatibile con i requisiti estetici del manufatto, al quale si vuole conferire un colore diverso dal grigio. Esistono due metodi per produrre manufatti cementizi colorati:
- applicare una vernice colorata sulla superficie a vista;
- introdurre un prodotto colorato in forma di additivo nel calcestruzzo.
Tenuto conto del costo dei prodotti coloranti, e del fatto che i suoi effetti sono richiesti solo sulla superficie, l’applicazione di una vernice colorata (1) sembrerebbe preferibile rispetto all’impiego degli additivi coloranti dispersi in tutta la massa del calcestruzzo. In alcuni casi, però, l’impiego in massa degli additivi coloranti appare meno incidente economicamente e la sua applicazione in massa offre maggiori garanzie di qualità costante rispetto al rivestimento superficiale con una vernice. E’ questo il caso degli intonaci colorati per i quali l’incidenza economica per metro quadrato di superficie trattata risulta essere molto meno costosa rispetto all’impiego di calcestruzzi colorati in massa.
12.2 PRODOTTI COLORANTI
I prodotti capaci di conferire un colore diverso dal grigio ad un impasto cementizio sono chiamati “pigmenti” (2-4). Essi si presentano in forma di polvere finissima e possono essere di due tipi:
- naturali;
- sintetici.
I pigmenti naturali sono più economici ma meno riproducibili nelle loro prestazioni cromatiche che risentono negativamente dell’elevato PH che si instaura negli impasti cementizi. Questa dipendenza dal PH comporta una modifica del colore al trascorrere del tempo per la carbonatazione della superficie del manufatto cementizio che provoca una riduzione del PH.
I pigmenti sintetici, più costosi, sono in grado di conferire una tinta più forte e brillante, oltre che più uniforme e stabile nel tempo.
La caratteristica più importante dei pigmenti è la loro finezza. Maggiore è la finezza di un additivo colorante, maggiore è la brillantezza della tinta, la sua uniformità per la facilità con cui può essere disperso e bagnato dall’acqua di impasto. Inoltre, la maggiore finezza di un pigmento ne migliora la resistenza alla luce, al calore e a tutti gli agenti atmosferici.
I pigmenti, naturali o sintetici, possono essere introdotti nel calcestruzzo o in forma di sospensione acquosa molto fluida con un rapporto acqua/pigmento di 10, o in forma di uno slurry viscoso con rapporto acqua/pigmento di 1. In entrambi i casi, l’utilizzazione del pigmento premiscelato in acqua ha l’obiettivo di:
- migliorare la dispersione delle particelle dei pigmenti solitamente poco bagnabile
dall’acqua; - produrre industrialmente con macchinari speciali la sospensione e soprattutto lo slurry non disponibili sui cantieri dove si produce il calcestruzzo;
- ridurre il rischio di inalare le polveri finissime dei pigmenti che possono essere pericolosi.
Molto spesso nella formulazione dei pigmenti si possono aggiungere componenti secondari che favoriscono la dispersione in acqua dei pigmenti e ne favoriscono la stabilità nel tempo oppure modificano altre prestazioni del calcestruzzo; per esempio: riducono il rapporto acqua/cemento (Capitolo II), o idrofobizzano la superficie (Capitolo X).
I principali prodotti impiegati come pigmenti per malte e calcestruzzi sono:
- ossidi di ferro naturali o sintetici per il colore marrone;
- ossidi di ferro naturali o sintetici per il colore rosso;
- ossidi di ferro sintetici per il colore giallo;
- ossidi di cromo sintetici per il colore verde;
- ossidi di cobalto sintetici per il colore rosso;
- ossidi di cobalto sintetici per il colore blu;
- prodotti organici a base di complessi con il rame per il colore blu;
- prodotti organici a base ftalocianine per il colore blu;
- carbon black per il colore nero.
I pigmenti sono introdotti nella malta o nel calcestruzzo per mezzo di dosatori volumetrici o ponderali grazie ai quali è possibile mantenere costante la quantità di pigmenti aggiunta. Per raggiungere questo scopo si raccomanda di:
- miscelare a secco cemento e pigmenti fino ad ottenere una polvere uniformemente colorata; aggiungere gli aggregati e mescolare per altri 4 minuti; aggiungere l’acqua d’impasto e mescolare per altri 3-5 minuti fino ad ottenere un impasto colorato uniformemente;
- miscelare a secco cemento, pigmenti e aggregati per 4-5 minuti ed aggiungere quindi l’acqua d’impasto per altri 3-5 minuti fi no ad ottenere un impasto uniformemente colorato;
- aggiungere la sospensione acquosa o lo slurry di pigmenti insieme all’acqua d’impasto agli altri ingredienti della malta o del calcestruzzo.
I dosaggi possono variare entro un ampio intervallo di 0,1-10% sul peso del cemento a seconda dell’effetto cromatico richiesto. In generale, il dosaggio adottato è il seguente:
- circa 1% per tinte tenui;
- circa 5% per tinte ben definite;
- circa 10% per tinte molto brillanti;
- aumentare da 3 a 4 volte i dosaggi per calcestruzzi trattati a vapore.
In genere le prestazioni del calcestruzzo fresco non subiscono significative variazioni per dosaggi di pigmenti che non superano il 5-6%. Le possibili modifiche riscontrabili nei calcestruzzi freschi riguardano:
- riduzione della lavorabilità a parità di acqua/cemento o aumento dell’acqua d’impasto a parità di lavorabilità se si impiegano pigmenti molto fini dosati oltre il 6%;
- riduzione dell’aria inglobata a parità di dosaggio di additivo aerante o incremento di additivo aerante per ottenere lo stesso volume di aria inglobata soprattutto con i pigmenti neri a base di carbon black;
- rari esempi di presa rapida con pigmenti a base di carbon black o ossidi di ferro. Le prestazioni del calcestruzzo indurito che possono essere modificate sono la resistenza meccanica e la resistenza alla penetrazione dell’acqua quando, a causa dei pigmenti molto fini, aumenta la richiesta d’acqua d’impasto e quindi il rapporto acqua/cemento.
Questi sono i più importanti parametri che possono influenzare le prestazioni cromatiche del calcestruzzo indurito:
- colore e finezza del cemento;
- presenza di cenere volante;
- colore dell’aggregato;
- finitura della superficie del calcestruzzo in funzione del cassero;
- tipo di olio disarmante per rimuovere i casseri dal calcestruzzo;
- finitura dell’intonaco in relazione alla frattazzatura superficiale;
- tipo di stagionatura.

Gli additivi per calcestruzzo – Capitolo 9
9.1 COESIONE DEL CALCESTRUZZO
In questo Capitolo sono compresi due additivi, entrambi finalizzati a rendere più coesivo e plastico il calcestruzzo fresco. Essi sono:
- additivi coadiuvanti di pompaggio che sono impiegati per facilitare il pompaggio di calcestruzzi “magri”, cioè relativamente poveri in cemento (< 300 kg/m3);
- additivi viscosizzanti impiegati per confezionare calcestruzzi auto-compattanti, noti anche come SCC (acronimo Inglese di Self-Compacting Concrete) privi di segregazione soprattutto se il contenuto dei prodotti fini (cemento +filler) è inferiore a 450 kg/m3.
9.2 ADDITIVI COADIUVANTI DI POMPAGGIO
I coadiuvanti di pompaggio (noti anche come pumping aid) sono additivi speciali impiegati per pompare calcestruzzi che altrimenti non sarebbero pompabili (1). La loro azione consiste nel trascinare gli aggregati, anche se è carente la pasta cementizia che agisce da fluido trasportatore formato da acqua + cemento, grazie ad una maggiore viscosità della pasta cementizia.
In realtà nei calcestruzzi più ricchi in cemento (> 300 kg/m3) il problema di pompare il conglomerato cementizio viene affrontato con additivi capaci di rendere più scorrevole il calcestruzzo grazie all’impiego di additivi fluidificanti e superfluidificanti (Capitolo II). Quando invece si debbono pompare calcestruzzi magri, l’aggiunta di additivi fluidificanti o superfluidificanti, come anche di una maggiore quantità di acqua di impasto, aggrava semmai la difficoltà di pompaggio. Infatti, in un calcestruzzo con una carente pasta cementizia, l’aumento
di fluidità favorisce la segregazione dell’impasto: sotto l’azione della pressione della pompa, la pasta cementizia resa più fluida tende a precedere gli aggregati più grossi che rimangono, così, bloccati nel tubo della pompa favorendo la formazione di un “tappo” che impedisce di pompare ulteriormente il calcestruzzo fresco.
In linea di massima, come regola grossolana si può affermare che problemi di pompaggio insorgono quando il contenuto di parti fini, cioè la somma del dosaggio del cemento e quello della sabbia con particelle inferiori a 300 μm, risulta inferiore a 400 kg/m3.
Se il dosaggio di cemento non può essere impiegato per ridurre lo sviluppo nel calore di idratazione, e se la sabbia disponibile non contiene una sufficiente quantità di particelle fini inferiori a 300 μm, le uniche alternativa a pompare questo calcestruzzo consistono in:
- rendere più viscosa e coesiva la pasta di cemento mediante l’aggiunta di additivi pumping aid;
- aumentare il volume della pasta cementizia, senza ricorrere ad incrementi nel dosaggio di cemento, con l’aggiunta di polveri aventi la stessa finezza del cemento (filler);
Da un punto di vista pratico, la cenere volante (Capitolo XIII) – per la sua morfologia tondeggiante dei suoi granuli, con dimensione vicina a quella dei granuli di cemento, (2) e per la sua disponibilità su tutto il territorio – rappresenta il miglior filler da impiegare in calcestruzzi difficili da pompare per la disponibilità di sole sabbie grosse carenti di fini. In queste condizioni, il maggiore volume di vuoti presenti negli interstizi tra i granuli grossi della sabbia, può essere compensato ai fini del pompaggio da un maggior volume di pasta cementizia che contiene acqua + cemento + filler.
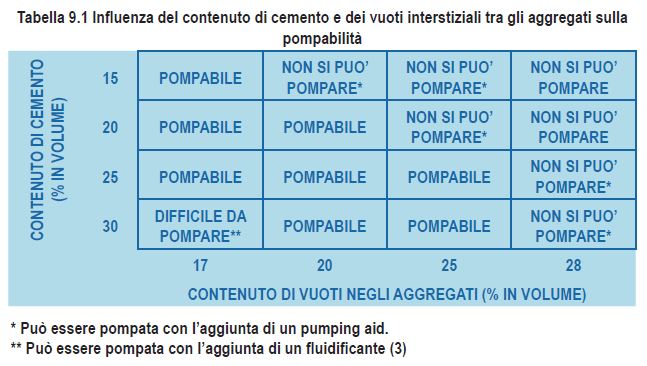
Nella Tabella 9.1 è mostrata l’influenza del volume di cemento e del volume dei vuoti interstiziali tra i granuli di aggregato sulla difficoltà a pompare un calcestruzzo con 75 mm di slump. Se questa dipende da un eccessivo volume di cemento (per esempio 30%) rispetto al volume dei vuoti tra gli aggregati (per esempio 17%), il problema della pompabilità può essere risolto riducendo l’eccessiva viscosità del calcestruzzo fresco grazie all’aggiunta di un additivo fluidificante come è mostrato nel caso dei calcestruzzi evidenziati con un asterisco (*). Se, al contrario, la difficoltà di pompaggio dipende da un carente volume di cemento e di parti fini, rispetto al volume tra gli interstizi degli aggregati, allora il problema del pompaggio può essere affrontato con successo aggiungendo un additivo pumping aid che fa aumentare la plasticità dell’impasto: questi impasti sono evidenziati da due asterischi (**).
Gli additivi pumping aid sono costituiti da prodotti cellulosici, modificati per ottimizzare le loro prestazioni, o da polimeri ad alto peso molecolare di etilenossido. Più recentemente sono stati messi a punto dei polisaccaridi in forma di gomme.
Tuttavia, il costo eccessivo derivante dall’aggiunta di questi prodotti organici rende più vantaggioso, a parità di prestazioni, l’impiego della più economica cenere volante (Capitolo XIII) laddove questa è disponibile localmente. Un dosaggio di cenere volante di 30-50 kg/m3 è in grado di risolvere la maggior parte dei casi dove si registrano difficoltà a pompare calcestruzzi “magri”. Anche un incremento del cemento di 30-50 kg/m3 è in grado di risolvere, più vantaggiosamente che non i pumping aid, il problema del pompaggio laddove l’incremento del cemento non crei problemi di eccessivo sviluppo di calore.
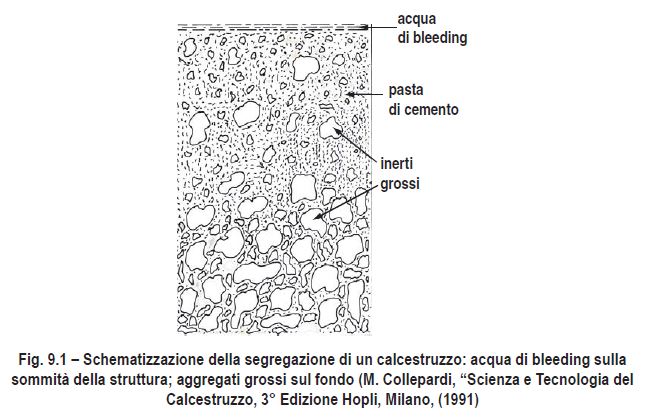
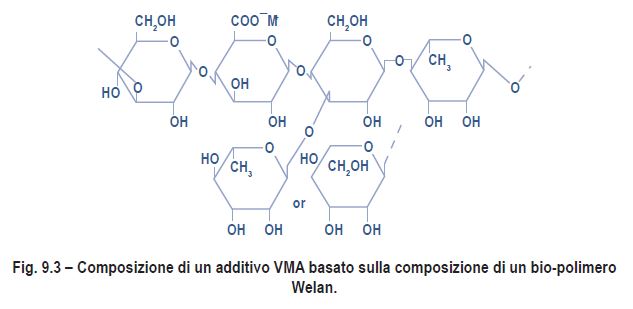
Gli additivi viscosizzanti, noti anche come VMA (acronimo Inglese di Viscosity Modifying Agent), si impiegano nei calcestruzzi autocompattanti (4,5) per evitare l’acqua di bleeding (Fig.9.1), specialmente quando il contenuto dei fini (cemento + filler) per qualche ragione si trova al di sotto di una certa soglia critica (tra 170 e 200 L/m3). La principale funzione del VMA consiste nel mitigare sul cantiere gli errori che fanno aumentare la segregazione e il bleeding del calcestruzzo fresco quando l’umidità degli aggregati bagnati in superficie si somma inavvertitamente all’acqua di impasto (6).

Gli additivi VMA sono basati su prodotti organici (7) uno dei quali è mostrato in Fig. 9.3 capace di trasformare un SCC segregato, come quello di Fig. 9.2, in un calcestruzzo autocompattante quasi autolivellante (con slump-flow di 750 mm) privo di segregazione.

Gli additivi per calcestruzzo – Capitolo 8
8.4 MODALITÀ DI IMPIEGO DEGLI INIBITORI DI CORROSIONE
Gli inibitori di corrosione possono essere impiegati in tre modi diversi e cioè come:
• additivi aggiunti al calcestruzzo fresco;
• prodotti “migranti” applicati sulla superficie del calcestruzzo indurito;
• prodotti filmogeni applicati sui ferri di armatura scoperti.
8.4.1 INIBITORI DI CORROSIONE AGGIUNTI AL CALCESTRRUZZO
Gli inibitori di corrosione possono essere impiegati come additivi introdotti (4) nel calcestruzzo fresco quando la costruzione in C.A. o C.A.P. è esposta a condizioni particolarmente aggressive (per esempio in classe di esposizione XS3 oppure XF4) e si vuole prevenire la corrosione dei ferri di armatura adottando un’ulteriore misura di sicurezza in aggiunta ad un basso rapporto a/c (≤ 0,45) e un adeguato spessore di copriferro (≥ 45 o 55 mm per strutture in C.A. o C.A.P. rispettivamente).
Oltre a ridurre la velocità del processo di corrosione delle barre di armatura gli additivi inibitori di corrosione debbono anche soddisfare i seguenti requisiti:
• essere prontamente e discretamente solubili nell’acqua d’impasto;
• essere compatibile con le proprietà del calcestruzzo.
La solubilità in acqua è di fondamentale importanza perché deve essere garantita una concentrazione uniforme dell’additivo in tutto il calcestruzzo e quindi in prossimità delle barre di armatura. Una solubilità ridotta e/o lenta dell’additivo in acqua potrebbe causare una distribuzione non uniforme dell’additivo in prossimità dei ferri di armatura e provocare quindi una corrosione galvanica dovuta alle differenti condizioni elettrochimiche che si instaurano nell’acciaio. D’altra parte una solubilità eccessiva potrebbe provocare un dilavamento dell’additivo da parte di acqua corrente dovuta alla pioggia o al moto ondoso che impatta il calcestruzzo indurito.
La compatibilità dell’additivo con il calcestruzzo consiste in una mancata modifica delle principali proprietà del calcestruzzo in termini di tempi di presa, lavorabilità del calcestruzzo fresco e resistenza meccanica del calcestruzzo indurito.
8.4.2 INIBITORI MIGRANTI APPLICATI IN SUPERFICIE
Quando si manifestano i primi segni di corrosione in atto (macchie di ruggine), ma il copriferro non è ancora divelto, gli inibitori potrebbero essere applicati sulla superficie del calcestruzzo perché possano migrare in direzione delle armature metalliche arrestandone l’incipiente corrosione (8). La migrazione può avvenire per suzione capillare, se il calcestruzzo è asciutto, o per diffusione attraverso la fase acquosa se il calcestruzzo è saturo di acqua. In entrambi i casi il successo di questa applicazione risulta essere incerto per la difficoltà di garantire realmente una completa migrazione degli inibitori.
8.4.3 INIBITORI FILMOGENI PER IL RESTAURO DEL CALCESTRUZZO DEGRADATO
Quando si deve riparare una struttura in calcestruzzo armato, i cui ferri risultino già corrosi per l’ambiente particolarmente aggressivo, è necessario rimuovere tutto il copriferro danneggiato e applicare una nuova malta di restauro. Per garantire il successo di questo intervento, dopo aver rimosso tutto il copriferro danneggiato, si applica a pennello sui ferri scoperti una pittura formata da una pasta fluida di cemento Portland (possibilmente colorata per verificarne la corretta applicazione su tutti i ferri a vista) contenente l’inibitore di corrosione al fine di migliorare la protezione delle armature metalliche da una nuova corrosione (9). La presenza del cemento Portland favorisce l’instaurazione di un PH intorno a 13 che crea le condizioni di passivazione dei ferri di armatura.
Quest’applicazione degli inibitori di corrosione risulta in pratica quella più impiegata rispetto alle altre due.
8.5 CLASSIFICAZIONE DEGLI INIBITORI DI CORROSIONE
Gli inibitori di corrosione possono essere suddivisi in tre categorie a seconda che agiscano preferenzialmente in prossimità della zona anodica, o di quella catodica, o di entrambe:
• inibitori anodici;
• inibitori catodici;
• inibitori misti.
8.5.1 INIBITORI ANODICI
Gli inibitori anodici includono una lunga lista di prodotti chimici tra i quali il nitrito di sodio (10) e di calcio (11), il nitrato di calcio (12), il benzoato di sodio (13), il cromato di sodio (14) ed altri prodotti (4). Per quanto concerne il nitrito di sodio è stato trovato (15) che in calcestruzzi fessurati esposti all’acqua di mare questo sale aggrava la corrosione probabilmente per la sua rimozione maggiore in corrispondenza delle fessure che provoca una concentrazione salina differenziale responsabile del fenomeno.
I sali di sodio presentano il rischio di aggravare la reazione alcali-aggregato nel calcestruzzo (Capitolo VII) se sono presenti aggregati alcali-reattivi. Da questo punto di vista il nitrito e il nitrato di calcio (con un dosaggio del 2-4% sul peso del cemento) sono più affidabili con una preferenza per il secondo che ha un minor costo e presenta meno rischi per la salute degli operatori che debbono manipolare questi additivi.
Il meccanismo di azione degli inibitori anodici è molto complesso ed è stato studiato principalmente per il nitrito che è il prodotto commercialmente più impiegato. Esso si basa sulla reazione del nitrito (NO2-) con gli ioni ferrosi (Fe++) e formazione di ossido d’azoto (NO) gassoso e ossido ferrico (Fe2O3) che si deposita sul ferro metallico bloccandone la corrosione secondo la seguente reazione:
2 Fe++ + 2 OH- + 2 NO2- ==> 2 NO + Fe2O3 + H2O
8.5.2 INIBITORI CATODICI
Esistono due categorie di inibitori catodici: la prima è basata su prodotti come NaOH o Na2CO3 capaci di aumentare il PH di diminuire, quindi, la solubilità del ferro nel mezzo acquoso. La seconda categoria di inibitori catodici si basa su prodotti organici come l’anilina o le sue forme sostituite da gruppi cloro, alchile e nitro (16) oppure da prodotti tensioattivi (17).
8.5.3 INIBITORI MISTI
Gli inibitori misti infl uenzano sia il processo anodico che quello catodico e sono ideali per eliminare le celle elettrochimiche che si formano nel calcestruzzo armato. Essi sono basati su prodotti aromatici o olefi ne con gruppi funzionali, come l’NH2, capaci di scambiare almeno un protone e un elettrone (4).
Gli additivi per calcestruzzo – Capitolo 7
7.3.1 SALI DI LITIO COME INIBITORI DELLA REAZIONE ALCALI-AGGREGATO
I sali di litio sono i prodotti più studiati, considerati più efficaci e maggiormente applicati in pratica come inibitori della reazione alcali-aggregato. Per quanto l’efficacia di un prodotto a base di sali di litio – in forma di LiOH, LiF, Li2CO3 e soprattutto di LiNO3 – sia stata documentata come molto efficace da Diamond (5) e Fournier e Malhotra (6), esso in pratica viene raramente impiegato in forma di additivo introdotto nel calcestruzzo fresco. Infatti, tutti gli additivi inibitori di corrosione sono molto costosi e quindi difficilmente sono impiegati nel caso si sospetti che gli aggregati possano essere alcali-reattivi. Nel caso si sospetti questa ipotesi, se non è possibile rinunciare agli aggregati ritenuti di essere alcali-reattivi, si preferisce prevenire la reazione alcali-aggregato ricorrendo a opzioni più semplici e più economiche; per esempio si possono impiegare cementi pozzolanici o d’altoforno (largamente diffusi ovunque e con costo paragonabile a quello del corrispondente cemento Portland con pari classe di resistenza), oppure si può sostituire parte del cemento Portland con cenere volante largamente disponibile e più economica del cemento Portland.
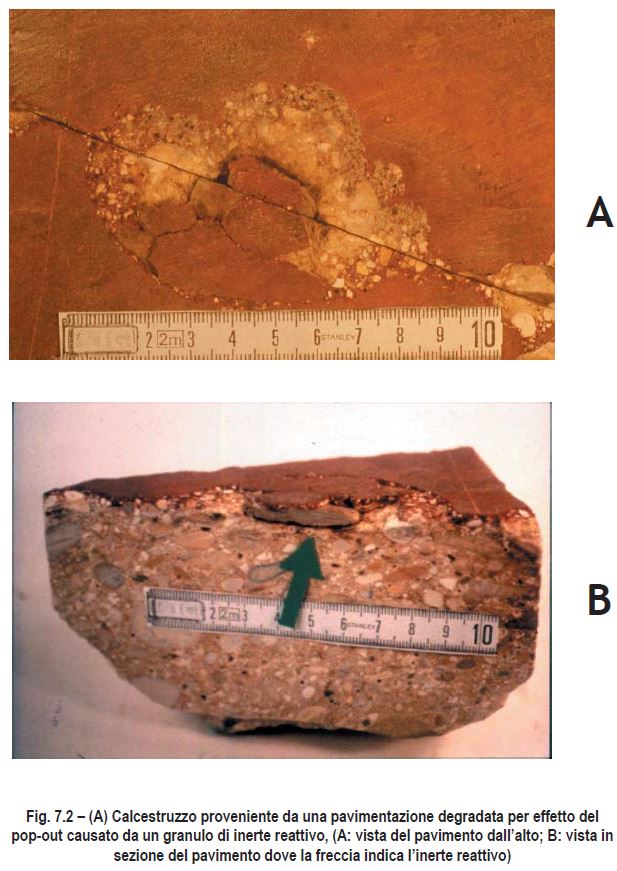
Per questo motivo l’impiego degli additivi inibitori della reazione alcali-aggregato è esclusivamente riservato al restauro delle strutture danneggiate dalla reazione alcali-aggregato per bloccarne lo sviluppo in attesa di procedere ai lavori di restauro. Questa scelta è dovuta al fatto che la velocità con cui procede la reazione alcali-aggregato non è uniforme in tutta la costruzione ma i suoi danni, in forma di fessurazioni (Fig.7.1) o di distacchi localizzati in forma di piccoli coni (Fig.7.2), noti come “pop-out”, si manifestano in tempi diversi (da mesi ad anni) a seconda dei parametri che ne condizionano la velocità (temperatura, umidità, concentrazione locale di alcali, ecc.). Pertanto, se si procede al restauro troppo precocemente – subito dopo che sono apparse le prime manifestazioni del degrado e questa operazione è resa necessaria per rendere subito la struttura fruibile e/o sicura nelle condizioni di servizio – si corre il rischio che, dopo il primo restauro, si debba procedere ad altri successivi restauri man mano che si manifesteranno a tempi successivi.

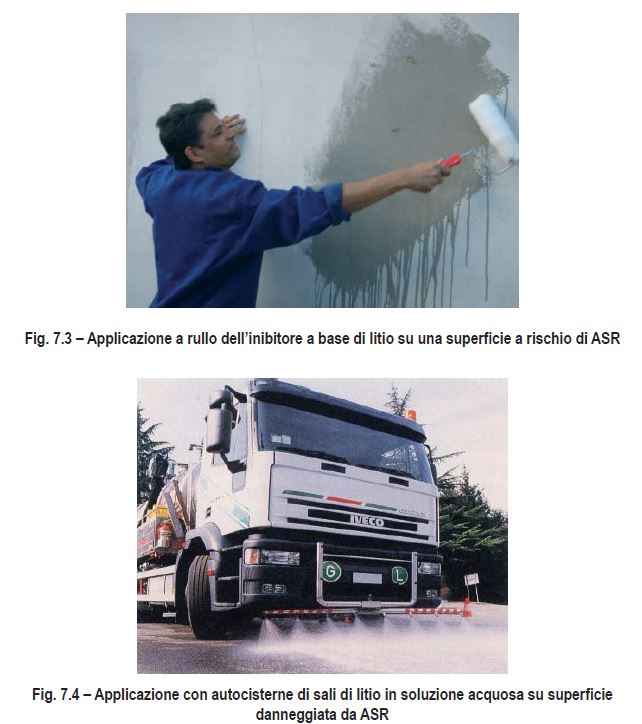
Per ovviare a questo inconveniente, non appena si manifestano i primi segni di degrado su una struttura verticale o su una pavimentazione si procede ad applicare a rullo o a spruzzo, sulla superficie della costruzione, l’inibitore della reazione alcali-aggregato come è mostrato rispettivamente nelle Fig. 7.3 o 7.4. In queste condizioni i prodotti che inibiscono la reazione alcali-aggregato non agiscono da additivi veri e propri, in quanto non sono stati introdotti nel calcestruzzo fresco al momento dell’impasto; essi penetrano nel calcestruzzo indurito, purché possibilmente non saturo di acqua, per favorire la loro suzione capillare e garantire il successivo arresto della reazione alcali-aggregato. A questo punto, bloccata permanentemente la reazione alcali-aggregato, si può provvedere a riparare (con malte premiscelate cementizie o polimeriche garantite di essere esenti dalla reazione alcali-aggregato) le zone della costruzione limitatamente a dove sono apparsi i primi segni del degrado (fessure e pop-out) senza temere che la reazione alcali-aggregato abbia di nuovo a manifestarsi nelle altre aree non restaurate.
Questa tecnica è particolarmente adatta nella riparazione dei pavimenti industriali in calcestruzzo che, per essere resi resistenti all’abrasione in superficie, vengono trattati con spolveri indurenti a base di quarzo e molto ricchi in cemento per rendere basso il rapporto a/c in superficie e migliorare la resistenza alle sollecitazioni meccaniche in servizio (7). Ne consegue che, all’interfaccia tra calcestruzzo e spolvero molto ricco in cemento e quindi in alcali, si manifestano, più che in altre costruzioni, espansioni degli aggregati per reazione alcali-aggregato
con distacchi, fessurazioni e manifestazioni di pop-out. Poiché i pavimenti industriali sono per definizione sottoposti al transito di carrelli trasportatori, a urti di corpi meccanici, ecc. il calcestruzzo verrà ulteriormente danneggiato con sbrecciature in superficie e riduzione della fruibilità della costruzione. Occorre, pertanto, trattare immediatamente la superficie del pavimento con inibitori della reazione alcali-aggregato, come è mostrato nella Fig.7.4, per bloccare la reazione alcali-aggregato nelle zone trattate e quindi, subito dopo, dare inizio
alla rimozione del calcestruzzo danneggiato prima di riparare le poche zone danneggiate (8) per restituire quanto prima alla sua attività il pavimento industriale nella sua intierezza.
Per assicurare l’arresto della reazione alcali-aggregato il dosaggio del litio deve essere stabilito al di sopra dello 0,5% (se si usa LiF) o dell’1% (se si usano LiCO3 o LiOH) rispetto al peso del cemento. Secondo Ramachandran (9), i sali LiF e LiCO3 sarebbero convertiti in LiOH quando si trovano nella fase acquosa presente nei pori capillari. Il meccanismo di azione dei sali di litio, secondo, Stark e collaboratori (10) dipende dall’incorporazione degli ioni Li+ all’interno del gel di alcali-silicato espansivo; per ridurre l’espansione provocata dalla reazione alcaliaggregato è necessario che la quantità di litio superi una certa soglia. Il rapporto molare Na/Li deve essere almeno 1:0,67 o 1:1 a seconda dei casi. A differenza dei silicati di sodio o potassio, quelli di litio non presenterebbero proprietà espansive e ciò spiega la capacità dei sali di litio di inibire la reazione alcali-aggregato.

Gli additivi per calcestruzzo – Capitolo 6
6.3 IL DEGRADO PROMOSSO DAI CICLI DI GELO-DISGELO
Se è universalmente riconosciuto che a rendere vulnerabile la matrice cementizia nei confronti dei cicli di gelo-disgelo è l’acqua presente dei pori capillari, non altrettanto chiaro è il meccanismo che determina, in seguito all’abbassamento della temperatura al di sotto di 0°C, la nascita degli stati tensionali capaci di compromettere l’integrità della matrice cementizia e la funzionalità in servizio del calcestruzzo.
Le teorie più accreditate per spiegare l’effetto dei cicli di gelo-disgelo sul degrado del calcestruzzo sono:
• teoria della pressione idraulica;
• teoria della pressione osmotica;
• teoria dell’acqua sotto-raffreddata.
6.3.1 TEORIA DELLA PRESSIONE IDRAULICA
La teoria della pressione idraulica fu elaborata da Powers nel 1945 (4). Nonostante essa rappresenti la prima teoria che tentò esaurientemente di spiegare l’azione distruttiva del gelo-disgelo, essa ancora oggi fornisce il modello che meglio di ogni altro spiega il fenomeno distruttivo della formazione del ghiaccio sulla pasta cementizia.
Secondo la teoria della pressione idraulica, quando la temperatura ambientale si abbassa al di sotto di 0°C, a causa delle inevitabili differenze di temperatura all’interno della struttura in calcestruzzo, solo in alcune zone, ed in particolare nei pori capillari di dimensione maggiore, si verifica la formazione di ghiaccio. In queste zone, inoltre, la trasformazione da acqua in ghiaccio non coinvolge istantaneamente
tutta l’acqua presente; pertanto, allorquando iniziano a formarsi i primi cristalli di ghiaccio, l’acqua liquida non ancora congelata viene sospinta, a causa del conseguente aumento di volume del ghiaccio, in direzioni di cavità vuote o di canalicoli che dal poro si diramano verso l’esterno del manufatto a pressione atmosferica come è mostrato nella Fig.6.1 (1).
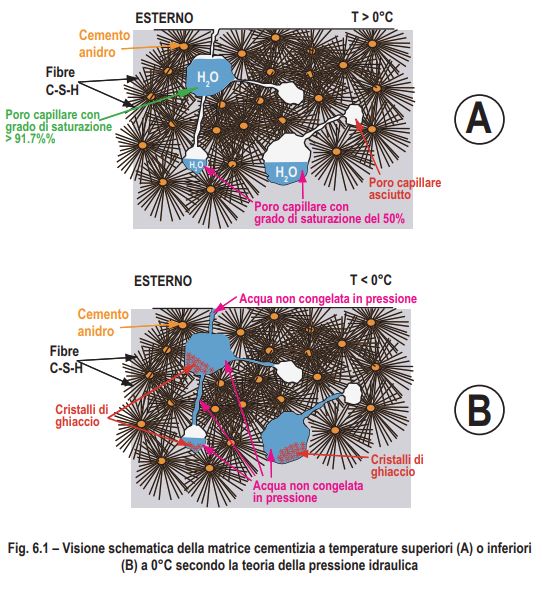
Questa Figura mostra nella parte alta (A) la struttura in ambiente esterno a temperatura T > 0°C dove il ghiaccio è assente e solo l’acqua liquida è presente nei pori capillari con diverse situazioni: pori vuoti; pori con acqua al 50% del grado di saturazione; pori pieni di acqua con grado di saturazione critico del 91,7%. Nella parte bassa (B) della Fig.6.1 è mostrata la situazione della stessa struttura con temperatura ambiente T < 0°C dove si formano i cristalli di ghiaccio entro i pori capillari che sospingono l’acqua liquida non ancora congelata verso l’esterno o i pori capillari ancora non saturi di acqua.
La resistenza che l’acqua non ancora congelata incontra lungo il suo cammino, per raggiungere cavità a pressione atmosferica, determina l’insorgere di una pressione idraulica (P) calcolabile con la nota equazione di Darcy:
P = K (l/A) (dV/dt) [6.2]
dove K rappresenta il coefficiente di permeabilità della matrice cementizia, l è il cammino che l’acqua deve percorrere per raggiungere una zona a pressione atmosferica (cavità vuota, bolla d’aria, esterno della struttura), dV/dt è la velocità con cui si forma il ghiaccio ed A è la sezione dei pori attraverso l’acqua fluisce. Nella Fig. 6.2 è mostrata l’equazione di Darcy che regolamenta il flusso dell’acqua dall’area di formazione del ghiaccio verso una micro bolla d’aria generata dalla presenza di un additivo aerante.
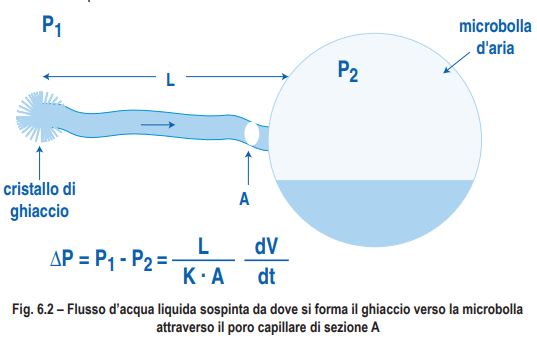
Dall’equazione [6.2] si può notare come la pressione idraulica (P) aumenti:
• all’aumentare della velocità di raffreddamento dell’ambiente che a sua volta provoca un aumento della velocità di formazione del ghiaccio dV/dt;
• all’aumentare della distanza che l’acqua deve percorrere (l) per raggiungere l’esterno o una cavità vuota;
• al diminuire della sezione (A) dei pori capillari;
• al diminuire della permeabilità (K) della matrice cementizia.
Secondo la teoria della pressione idraulica, l’azione del ghiaccio determina la fessurazione della matrice cementizia allorquando la pressione generata dal flusso di acqua supera la resistenza a trazione della pasta di cemento notoriamente modesta.
6.3.2 TEORIA DELLA PRESSIONE OSMOTICA
Sebbene la teoria della pressione idraulica sia ritenuta ancora oggi la più valida per interpretare l’azione degradante dei cicli di gelo-disgelo, fu lo stesso Powers, in collaborazione con Helmuth (5,6), a proporre un nuovo meccanismo di degrado causato dalla formazione del ghiaccio conosciuto come teoria della pressione osmotica. Questa teoria è basata sull’osservazione che l’acqua non ancora congelata, a differenza di quanto avviene per le ipotesi alla base della pressione idraulica, anziché muoversi dalle cavità dove si forma il ghiaccio contenenti l’acqua liquida, segue un cammino esattamente opposto: essa si muove dai pori capillari contenenti l’acqua non ancora congelata verso le zone in cui
si è formato il ghiaccio.
Secondo l’equazione di Kubelka [6.1] la formazione del ghiaccio avviene prima nei pori di maggiore dimensione e solo con un ulteriore abbassamento della temperatura si può favorire la nascita dei cristalli di ghiaccio anche nei pori capillari di minore dimensione. L’acqua contenuta nei pori capillari non è pura, ma contiene una determinata quantità di sostanze disciolte provenienti dal cemento (in prevalenza: sodio, potassio, ecc.). Quando, ad una determinata temperatura sotto 0°C, nei pori capillari più grossi inizia la formazione del ghiaccio puro (cioè privo delle sostanze disciolte) la concentrazione ionica dell’acqua non ancora congelata in questi stessi pori aumenta. Per effetto dell’abbassamento crioscopico, determinato dalla presenza di queste sostanze disciolte nell’acqua, in ogni poro – ad una determinata temperatura – si formerà tanto ghiaccio quanto basta perché la concentrazione ionica nell’acqua liquida residua raggiunga un valore
così alto da prevenire, a quella determinata temperatura, l’ulteriore formazione di ghiaccio. Ciò determina una differenza di concentrazione (c2) di sostanze disciolte nell’acqua liquida presente nei pori capillari di più piccole dimensioni (che rimane alla concentrazione ionica iniziale) e l’acqua non ancora congelata dei pori più grossi dove si è formata parte del ghiaccio e dove la concentrazione ionica (c1) è più elevata. Questa differenza di concentrazione determina un flusso di acqua dai pori capillari più piccoli verso quelli più grandi (Fig.6.3) dove si è già formata una parte di ghiaccio al fi ne di eguagliare la concentrazione delle due soluzioni acquose per effetto dell’osmosi. Questo flusso di acqua genera una pressione osmotica che può provocare la fessurazione della matrice cementizia. La pressione osmotica dipende dagli stessi parametri che influenzano il valore della pressione idraulica (l, A, ecc.). Inoltre, essa aumenta all’aumentare della concentrazione della soluzione acquosa nei pori capillari.
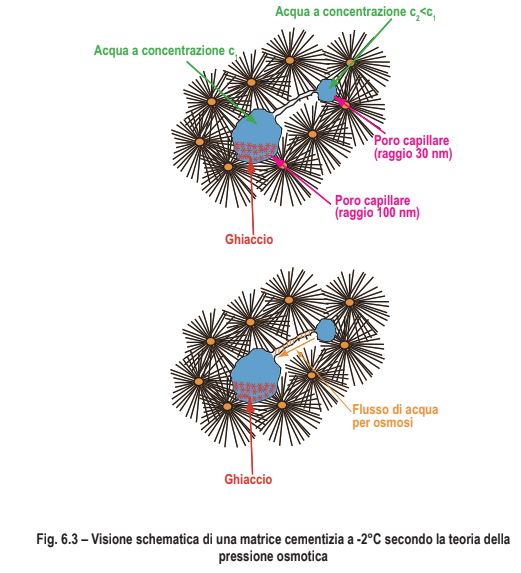
6.3.3 LA TEORIA DELL’ACQUA SOTTO-RAFFREDDATA
La teoria dell’acqua sotto-raffreddata (cioè dell’acqua che rimane liquida nonostante la temperatura scenda al di sotto di 0°C) è stata proposta da Litvan (7-9) sulla base di numerosi esperimenti condotti su paste di cemento sottoposte a cicli di gelo-disgelo.
Nella Fig. 6.4 è mostrato il diagramma di stato dell’acqua in funzione della pressione e della temperatura del sistema. Sono mostrati il punto di gelo a 0°C e la temperatura di ebollizione dell’acqua a 100°C entrambi determinati alla pressione atmosferica di 1 atm. Le tre curve continue separano i tre stati (vapore, acqua, ghiaccio) e convergono nel punto triplo dove coesistono i tre stati della materia.
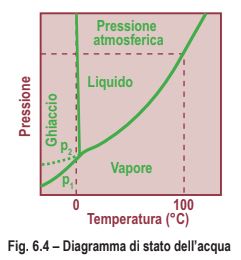
In particolare la curva che separa il ghiaccio dal vapore mostra la tensione di vapore p1 al di sotto della quale esiste solo il vapore, e al di sopra della quale è stabile solo il ghiaccio, mentre sulla curva p1 coesistono ghiaccio e vapore. Secondo Litvan, però, quando la temperatura scende al di sotto di 0°C, per effetto delle ridotte dimensioni dei pori capillari, l’acqua non riesce a trasformarsi in ghiaccio ma rimane liquida in uno stato di sotto-raffreddamento, termodinamicamente instabile ad una tensione di vapore p2>p1.
Quando comincia a formarsi il ghiaccio sulla superficie dei pori capillari, l’acqua sotto-raffreddata (termodinamicamente instabile) si muove verso queste superfici al fine di ristabilire l’equilibrio termodinamico. Come si può notare in Fig. 6.4 la differenza di pressione p2-p1 (tra vapore in equilibrio instabile con acqua sotto raffreddata e vapore stabile in equilibrio con il ghiaccio) aumenta al diminuire della temperatura. Il flusso di acqua, quindi, sarà tanto più consistente quanto minore è la dimensione dei pori, poiché la formazione dei cristalli di ghiaccio nei pori di ridotte dimensioni avviene a temperature più basse cui corrispondono valori più elevati nella differenza tra la pressione del vapore dell’acqua sotto-raffreddata e quella del ghiaccio.
Quando la velocità di raffreddamento risulta elevata, la quantità di acqua che si muove in direzione delle zone dove inizia la formazione di ghiaccio diventa rilevante; altrettanto rilevante diventa il flusso di acqua “instabile” nelle zone della matrice cementizia molto porose: in queste condizioni può manifestarsi il degrado della pasta di cemento.

Gli additivi per calcestruzzo – Capitolo 5
GLI ADDITIVI ANTIGELO
5.1 EFFETTO CRIOSCOPICO
Gli additivi anti-gelo sono prodotti capaci di abbassare il punto di gelo dell’acqua (effetto crioscopico) da 0°C a valori considerevolmente più bassi in modo da gettare e maturare il calcestruzzo anche in climi rigidi con temperature che arrivano ad abbassarsi a valori a -30°C inferiori (1). Se, a 0°C infatti, subito la dopo temperatura il getto dell’ambiente si potrebbero dovesse registrare due inconvenienti:
- il forte rallentamento se non addirittura l’arresto dell’idratazione del cemento e quindi il blocco dello sviluppo della resistenza meccanica;
- il grave danneggiamento del calcestruzzo per effetto della dilatazione provocata dalla trasformazione dell’acqua liquida in ghiaccio con aumento di volume di circa il 9%.
E’ soprattutto il secondo fenomeno che gli additivi anti-gelo sono chiamati a contrastare attraverso la diminuzione della temperatura di transizione da acqua liquida in ghiaccio attraverso l’effetto crioscopico. Tuttavia, la tensione che insorge a causa della formazione di ghiaccio può essere sopportata senza danni se corrisponde il calcestruzzo ad una ha resistenza nel frattempo meccanica raggiunto a compressione un consolidamento di 5-10 MPa**. Pertanto, anche l’azione di accelerazione sull’idratazione, e quindi l’incremento di resistenza meccanica è di ausilio nel raggiungere la soglia critica di 5-10 MPa per poter resistere alle tensioni derivanti dalla formazione del ghiaccio.
In sostanza, un additivo anti-gelo ha due funzioni: a) deve essere un particolare accelerante capace di agire soprattutto alle basse temperature; b) deve, inoltre, abbassare il punto di gelo dell’acqua.
5.2 COMPOSIZIONE E PRESTAZIONI DEGLI ANTI-GELO
Le formulazioni di additivi anti-gelo particolarmente studiate ed impiegate nei Paesi con climi molto freddi (Russia, Finlandia, Svezia, ecc.) sono sostanzialmente basate su soluzioni acquose molto concentrate di sali inorganici impiegate a dosaggi molto elevati.
Per esempio, un additivo anti-gelo, costituito da nitrito di sodio al 50% in acqua, dosato all’8% sulla massa del cemento è in grado di abbassare il punto di gelo dell’acqua fino a -15°C. Molto spesso si impiegano miscele di sali inorganici (cloruro e nitrato di calcio, oppure cloruro, nitrito e nitrato di calcio) anch’esse impiegate a dosaggi molto elevati (2-6%) per conseguire il doppio obiettivo di abbassare il punto di gelo dell’acqua e di accelerare la resistenza meccanica alle bassissime temperature (fino a -15°C). Naturalmente gli additivi anti-gelo contenenti cloruro debbono essere esclusi dall’impiego in strutture di calcestruzzo armato e precompresso per evitare il rischio di corrosione delle armature metalliche come si è già visto nel § 4.3.1 a proposito degli additivi acceleranti di indurimento. Talvolta, per migliorare l’abbassamento crioscopico degli additivi anti-gelo, ai sali inorganici sono aggiunte sostanze organiche idrosolubili a base di carbammide o di prodotto alcolici ad alto peso molecolare (2).
Nella Tabella 5.1 sono mostrate le resistenze del calcestruzzo ottenibili a -5°C espresse come percentuali della resistenza meccanica richiesta a 28 giorni (a 20°C), con l’impiego di tre additivi anti-gelo. Per esempio, con i primi due additivi è possibile ottenere a 90 giorni la resistenza meccanica richiesta a 28 giorni ancorché la temperatura sia permanentemente a -5°C (3).
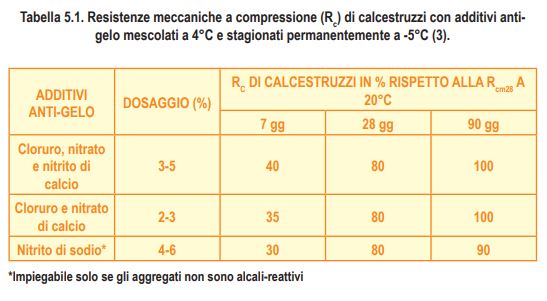
Nella Fig. 5.1 è mostrato l’andamento della resistenza meccanica a compressione a 20°C, a -5°C ed a -15°C di una malta premiscelata contenente un additivo anti-gelo (4). Sebbene le resistenze meccaniche delle malte stagionate alle basse temperature durante la prima settimana rimangono molto al di sotto di quelle della malta stagionata a 20°C, alle lunghe stagionature, soprattutto con una temperatura più alta (20°C) anche le malte stagionate a freddo si portano a valori molto elevati (circa 50 MPa) alle stagionature più lunghe (56 giorni).
Per quanto attiene alle normative, molto spesso gli additivi anti-gelo sono considerati come una categoria speciale di acceleranti i cui requisiti, pertanto, includono anche quelli anti-gelo.
La norma italiana UNI 7109, ritirata e non sostituita, prevedeva per gli additivi anti-gelo una distinta serie di requisiti rispetto agli additivi acceleranti (Tabella 4.5): innanzitutto, le prove erano eseguite a 5°C e, rispetto al calcestruzzo non additivato, si richiedeva una riduzione di almeno 30 minuti per il tempo di inizio presa e di almeno 60 minuti per quello di fine presa. Inoltre, l’incremento di resistenza meccanica a 3 giorni doveva essere di almeno il 30 %. Infine il ritiro igrometrico su malta non doveva superare quello della malta di riferimento senza additivo per più del 30%.

BIBLIOGRAFIA
(1) V.B. Ratinov and T.I Rozemberg, Antifreezing Admixtures, in Chapter 8 of “Concrete Admixtures”, Editor V.S.Ramachandran, Noyes Publication, Second Edition, Park Ri- dge,(1995)
(2) M. Collepardi and V.S. Ramachandran, Effect of Admixtures, Proceedings of the 9th International Congress on the Chemistry of Cement, Vol.1, pp. 529-570, New Delhi, India, (1992)
(3) H. Kukko and I. Koshinen, RILEM Recommendations for Concreting in Cold Weather,
Technical Research Center of Finland, Research Notes 827, pp. 1-52,(1988)
(4) L. Kivekas and M. Leivo, Research and Use of Antifreze Admixtures in Finland, III International RILEM Symposium on Winter Concreting, pp.208-222, Expoo, Finland, (1985)

Gli additivi per calcestruzzo – Capitolo 4
4.3 ACCELERANTI DI INDURIMENTO
A differenza degli acceleranti di presa che vengono utilizzati in applicazioni molto particolari, gli acceleranti di indurimento hanno sempre presentato un interesse molto più generale in tutte le opere in calcestruzzo. L’interesse per questo tipo di additivi è sostanzialmente legato all’importanza del concetto di produttività. In sostanza, gli acceleranti di indurimento consentono di raggiungere in un tempo minore un determinato livello di resistenza meccanica quasi sempre posto come obiettivo da raggiungere alle brevi stagionature (1-3 giorni): questa resistenza meccanica iniziale può riguardare la scasseratura delle strutture e quindi un più rapido recupero delle casseforme, o anche un più celere avanzamento del lavoro se queste strutture debbono essere in qualche modo sollecitate per effetto del proprio peso (per esempio in una struttura a sbalzo) o dei pesi delle altre strutture (per esempio in un pilastro) o di carichi esterni (per esempio in una struttura che debba essere precompressa).
Qualunque sia la ragione per conseguire in un minor tempo l’obiettivo di una resistenza meccanica alle brevi stagionature, resta il fatto che gli acceleranti di indurimento, come del resto i ritardanti (Capitolo III), non vengono mai impiega- ti, come accade, invece, per i riduttori d’acqua (Capitolo II), al fine di migliorare la prestazione del calcestruzzo in servizio. Essi agiscono, in pratica, sul grado di idratazione (α) provocandone un più rapido aumento ai tempi brevi, ma lasciandone sostanzialmente immutato il valore a tempi relativamente lunghi (28 giorni) com’è schematicamente mostrato in Fig. 4.5.
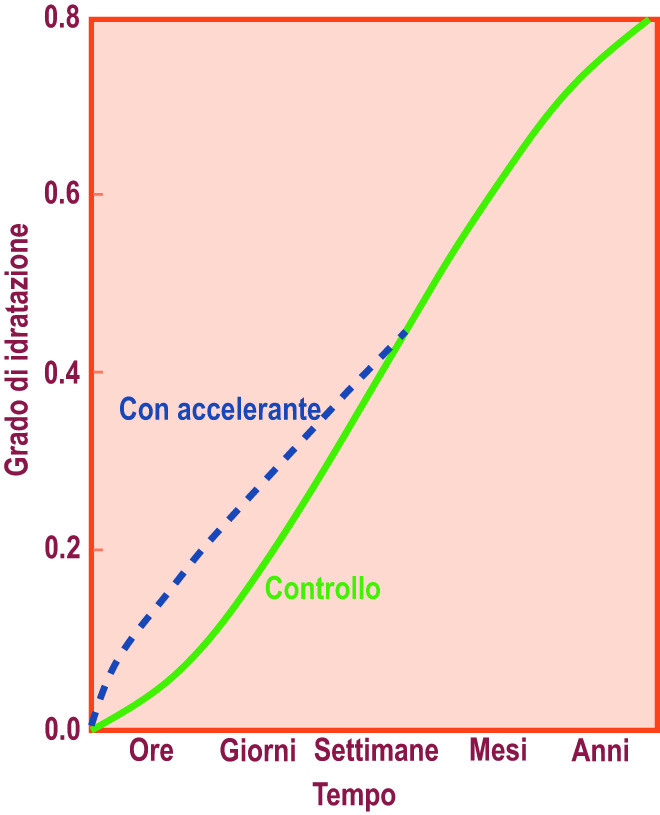
Gli acceleranti di indurimento sono stati, forse, i primi additivi ad essere impiegati nel modificare il comportamento del calcestruzzo, fin da quando si è scoperto di e brevettato migliorare le (4) resistenze nel 1855 meccaniche che il cloruro di del calcestruzzo calcio soprattutto (CaCl2) era in alle grado brevi stagionature.
Poiché la positiva azione accelerante sull’idratazione del cemento, esercitata dai sali a base di cloruro, può essere accompagnata, se il cloruro supera certi limiti, da un effetto negativo sulla corrosione dei ferri d’armatura (6), è conveniente distinguere gli acceleranti di indurimento in:
- additivi a base di cloruro;
- additivi privi di cloruro.
4.3.1 ACCELERANTI DI INDURIMENTO A BASE DI CLORURO
L’effetto accelerante del cloruro di calcio, che è particolarmente richiesto nella stagione invernale quando per le basse temperature l’idratazione del ce- mento subisce un rallentamento iniziale, è stato per molto tempo sfruttato in passato ricorrendo anche a dosaggi relativamente elevati (6) del sale in forma di polvere (Fig. 4.6).
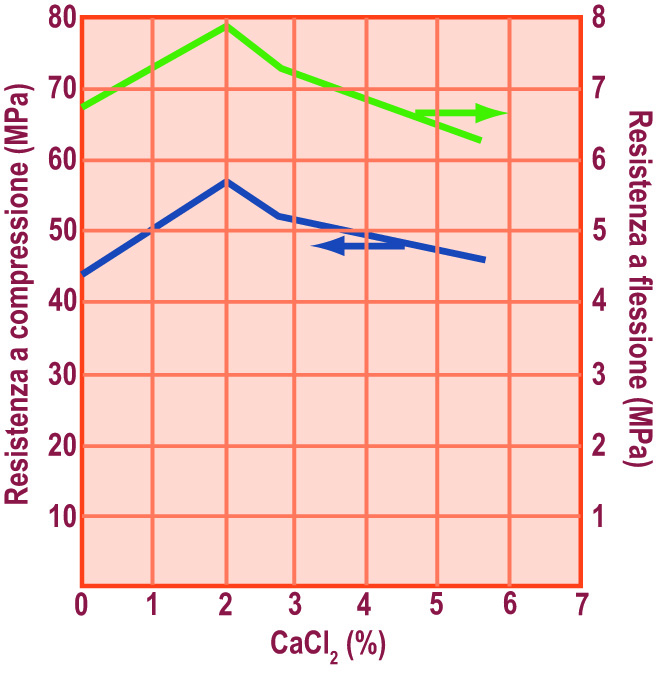
L’impiego resistenze del meccaniche CaCl2 al suo dosaggio ottimale (2%) provoca degli incrementi sostanziali soprattutto a 1 e 3 giorni, trascurabili a 7 giorni e praticamente assenti a 28 giorni, a meno che il calcestruzzo non debba essere stagionato a temperature molto basse prossime a 0°C (Fig. 4.7): in queste particolari condizioni, a causa del basso grado di idratazione anche a lunghe stagionature, l’effetto del cloruro di calcio si fa sentire positivamente fino a 28 giorni.
Utilizzando l’additivo in forma di polvere, soprattutto in coincidenza di mescolamenti non accurati in betoniera, si è talvolta determinato casualmente un’elevata concentrazione di sale in prossimità delle armature, con conseguente pericolo di corrosione dei ferri, promossa dalla presenza del cloruro, che in talune circostanze ha provocato anche improvvisi collassi delle strutture.
Tutto ciò ha portato gradualmente ad adottare i seguenti provvedimenti:
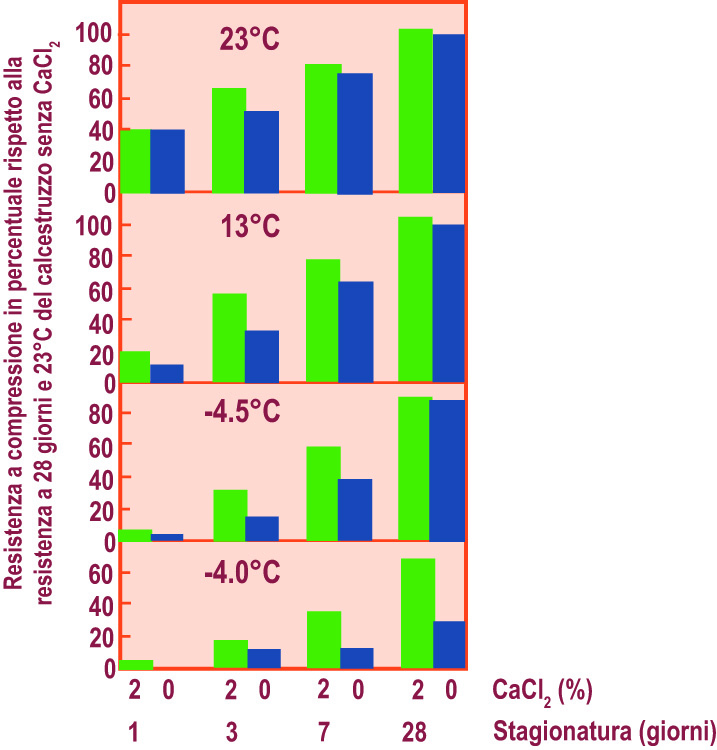
- impiegare additivi acceleranti in forma di sali pre-discolti in acqua per favorire una più omogenea distribuzione dell’additivo nel calcestruzzo;
- porre dei limiti nel contenuto dei cloruri negli additivi acceleranti;
- sviluppare nuovi additivi acceleranti esenti da cloruri.
Per quanto concerne il tenore di cloruro che al massimo può essere introdotto nel calcestruzzo (incluso quello proveniente dagli additivi o dagli altri ingredienti), la Tabella 4.4 riporta i limiti tollerati dalle norme americane (ACI) e da quelle europee (EN 206).
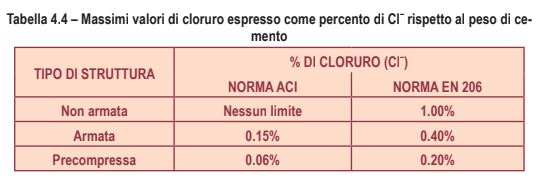
Come si può vedere, mentre nelle norme americane non esiste alcun limite nel tenore di cloruro per le strutture in calcestruzzo non armate (poiché si è recepito il principio che esso possa essere pericoloso solo nei confronti dei ferri di armatura), nelle norme europee, invece, si è assunto una linea di maggior prudenza ponendo un limite al contenuto di cloruro anche in assenza di ferri di armatura. Nel caso delle strutture armate e precompresse, invece, il tenore massimo di cloruro è più limitato nelle norme americane che in quelle europee.
Va segnalato, infine, che, in presenza di armature tese nelle strutture precompresse, il limite nel tenore di cloruro deve essere più severo per tener conto del fatto che l’eventuale azione corrosiva indotta dai cloruri, diventa più pericolosa se i ferri sono sottoposti ad una permanente ed elevata sollecitazione di trazione (stress corrosion).
In vista di queste limitazioni, il cloruro è stato fortemente ridotto o addirittura eliminato nelle formulazioni di acceleranti per calcestruzzo, ed i produttori che ne fanno uso debbono comunque dichiararne la percentuale presente nell’additivo per evitare che nel confezionamento del calcestruzzo vengano superati i limiti massimi riportati nella Tabella 4.4.
In realtà, oltre ai potenziali effetti negativi del cloruro sulla corrosione dei ferri, occorre tener conto anche che il cloruro, da solo o in combinazione con altri ingredienti come per esempio il ligninsolfonato per produrre riduttori d’acqua di tipo accelerante, può far aumentare tanto il ritiro igrometrico (soprattutto alle brevi stagionature), quanto lo scorrimento viscoso com’è mostrato dai dati riportati rispettivamente nelle Tabelle 4.5 e 4.6.
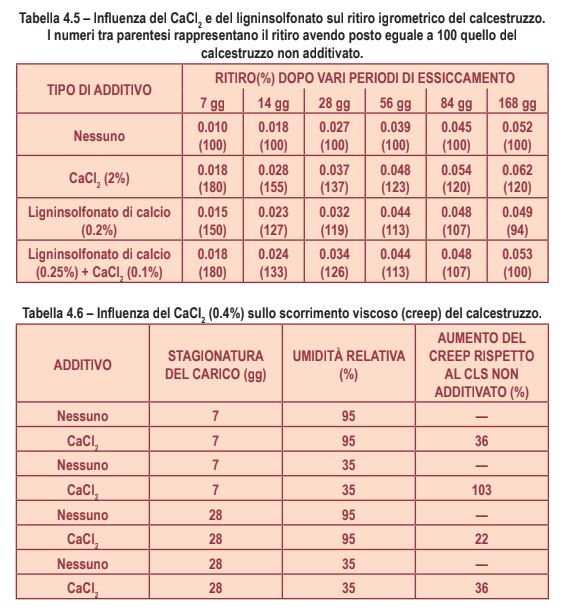
4.3.2 ACCELERANTI DI INDURIMENTO PRIVI DI CLORURO
Molti prodotti sono stati provati al fine di trovare un accelerante che non presentasse i rischi di corrosione del cloruro di calcio nei confronti dei ferri delle strutture armate. Alcuni di essi sono in pratica impiegati per formulare additivi acceleranti, ma nessuno presenta le caratteristiche del cloruro di calcio e soprattutto il suo basso costo. Tra i prodotti normalmente impiegati i più diffusi sono la ma molti trietanolammina, altri sali, quali per N(CHesempio 2-CH2-OH)il nitrato 3 ed il formiato di calcio, di calcio (7), il Ca(HCOO)fluoruro di sodio 2, (8), il tiosolfato di potassio (9), ecc. possono essere impiegati. L’azione accelerante della maggior parte degli elettroliti si esplica sull’idratazione dei silicati e del C3S in particolare (10-13).
La trietanolammina è particolarmente usata come coadiuvante di macinazione ed essa è quindi molto spesso presente come additivo per cementi. Essa entra, inoltre, in molte formulazioni di fluidificanti per calcestruzzi al fine di controbilanciare l’azione ritardante di qualche altro prodotto (Tabella 2.3). Il dosaggio della trietanolammina difficilmente supera il valore di 0.1% rispetto alla massa di cemento. La trietanolammina agisce da accelerante sull’idratazione del C3A sia favorendo la formazione di alluminati idrati esagonali, sia promuovendone la conversione nell’idrato cubico; in presenza di gesso la trietanolammina accelera la produzione di ettringite come anche la trasformazione di questa in monosolfoalluminato. La trietanolammina ritarda l’idratazione del C3S allungando il periodo di induzione, fa aumentare il rapporto molecolare CaO/SiO2 del C-S-H e favorisce la produzione di idrossido di calcio amorfo. L’azione della trietanolammina, quindi, risulta, complessivamente accelerante dell’indurimento se il suo dosaggio è di circa 0.025%, mentre è di tipo ritardante con un dosaggio superiore a 0.06% (9). E’ probabile che i dosaggi più elevati ritardino eccessivamente l’idratazione del C3S.
Il formiato di calcio agisce da accelerante di indurimento oltre che di presa quando viene aggiunto in misura di qualche percento rispetto alla massa di cemento. L’azione accelerante del formiato di calcio è simile a quella di molti altri elettroliti. Esso, infatti, agisce sostanzialmente da accelerante nei confronti del C3S (10,12,14), sebbene formi un sale complesso con il C3A, come il C3A•Ca(HCOO)2•xH2O, simile al monosolfoalluminato idrato. Il maggior limite all’impiego del formiato di calcio consiste nel costo relativamente elevato per il suo dosaggio (1-3%), oltre che nella sua limitata solubilità in acqua che ne impedisce un impiego come additivo sotto forma di soluzione acquosa: esso, pertanto, deve essere impiegato sotto forma di polvere da sciogliere preliminarmente nell’acqua d’impasto per il calcestruzzo.