
Gli additivi per calcestruzzo – Capitolo 13
13.3 IL FUMO DI SILICE E GLI ADDITIVI
Anche nei calcestruzzi con fumo di silice si possono impiegare:
• additivi riduttori di acqua;
• additivi aeranti.
13.3.1 IL FUMO DI SILICE E GLI ADDITIVI RIDUTTORI D’ACQUA
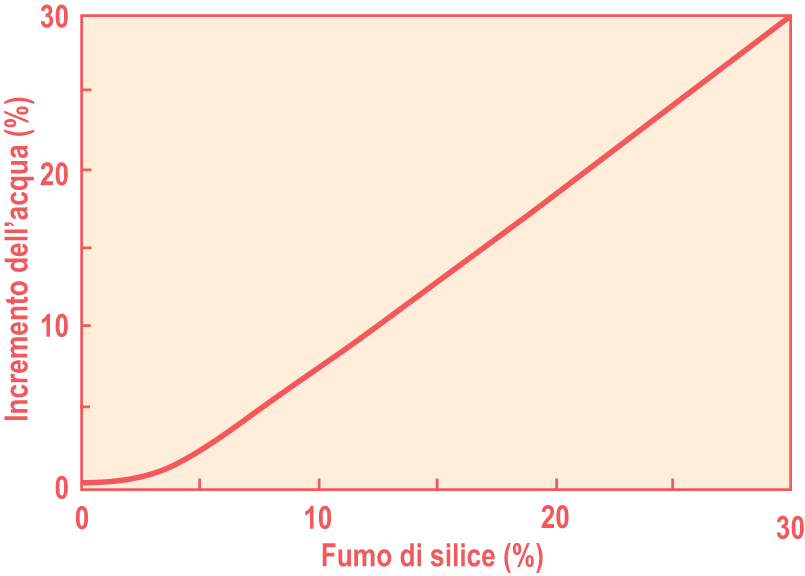
Nella Fig.13.1 è mostrata l’acqua d’impasto a pari lavorabilità del calcestruzzo in funzione della percentuale di fumo si silice che sostituisce il cemento Portland CEM I 42.5 R; se la percentuale di fumo di silice rimane al di sotto del 5% si verifica un incremento trascurabile nella richiesta d’acqua; tuttavia, se la presenza del fumo di silice supera il 5% la richiesta d’acqua aumenta proporzionalmente fino al 30% in più rispetto a quella del corrispondente calcestruzzo senza fumo di silice. La maggiore richiesta d’acqua provocata dalla presenza del fumo di silice è dovuta alla maggiore finezza del fumo di silice rispetto a quella del cemento (1).
L’incremento dell’acqua d’impasto provocato dall’aggiunta del fumo di silice può essere controbilanciato dall’impiego degli additivi fluidificanti o superfluidificanti capaci di ridurre l’acqua d’impasto (Capitolo II). Nella Tabella 13.2 sono mostrati, in funzione della percentuale di fumo di silice, i dosaggi (riferiti alla somma in peso del cemento e fumo di silice) di un additivo fluidificante a base di ligninsolfonato (30% in acqua), e di un additivo superfluidificante a base di naftalinsolfonato (40% in acqua) o di policarbossilato (30% in acqua), per ripristinare, a parità di acqua d’impasto, la lavorabilità del calcestruzzo di riferimento senza fumo di silice.
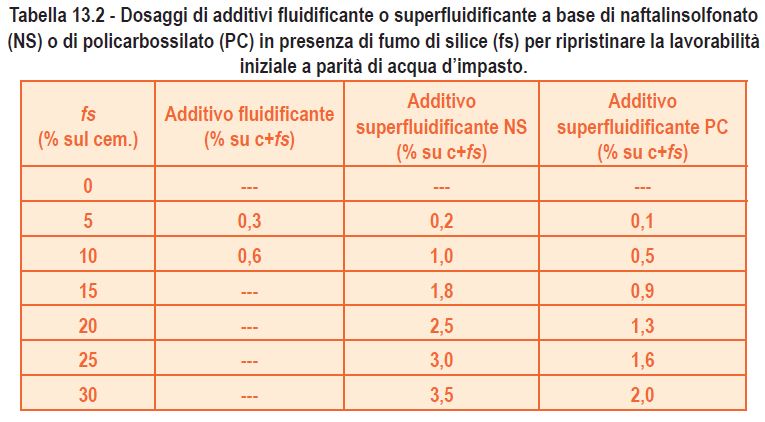
I risultati mostrati nella Tabella 13.2 indicano che:
- in presenza di un additivo fluidificante a base di ligninsolfonato il dosaggio deve essere contenuto entro un valore di circa 0,6% sul peso del cemento per evitare un ritardo nell’idratazione del cemento;
- il dosaggio di un superfluidificante può raggiungere valori molto maggiori di quelli usualmente adottati in un calcestruzzo ordinario senza provocare indesiderati fenomeni di bleeding perché la presenza di fumo di silice rende il calcestruzzo più coesivo e privo di segregazione anche con elevati dosaggi di additivo: 3,5% per il superfluidificante naftalinico e 2% per quello policarbossilico più efficace.
Sulla base di questi risultati la combinazione di fumo di silice con un superfluidificante è molto positiva poiché si possono annullare gli effetti negativi derivanti da un dosaggio eccessivo di uno solo di questi composti: calcestruzzi poco lavorabili se si impiega solo fumo di silice, e calcestruzzi segregabili se si impiega solo superfluidificante. Nella Tabella 13.3 sono mostrate le proprietà del calcestruzzo fresco provocate dall’aggiunta combinata di fumo di silice e un superfluidificante
policarbossilico.
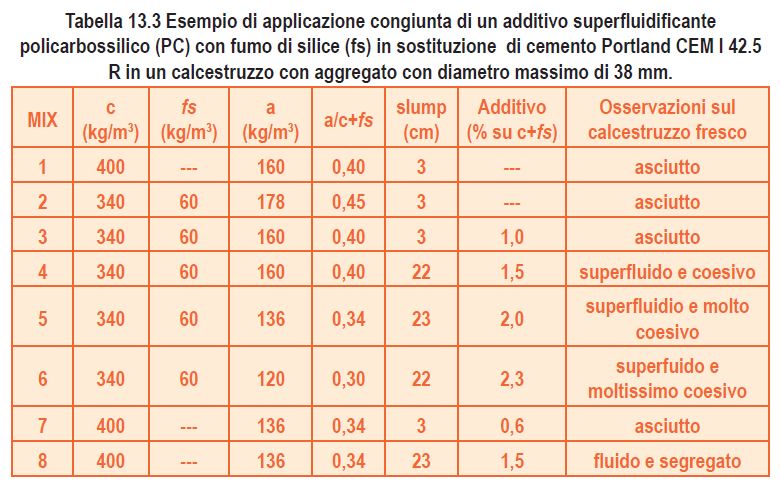
Esaminando i risultati della Tabella 13.3 si possono fare le seguenti osservazioni:
- passando dal Mix 1 al Mix 2 -> la presenza del fumo di silice in sostituzione del 15% di cemento Portland fa aumentare l’acqua d’impasto da 160 a 178 kg/m3 pari ad un incremento dell’11% a parità di slump (3cm);
- passando dal Mix 2 al Mix 3 -> l’aggiunta di additivo (1% su c+fs) fa ritornare l’acqua d’impasto (a pari slump di 3 cm) al valore di 160 kg/m3 del calcestruzzo di riferimento senza fumo di silice;
- passando dal Mix 3 al Mix 4 -> una maggiore aggiunta di additivo (1,5% su c+fs) a pari acqua d’impasto (a) fa aumentare ulteriormente lo slump 3 a 22 cm del calcestruzzo che diventa superfluido, coesivo e privo di bleeding;
- passando dal Mix 4 al Mix 5 -> un’aggiunta di ulteriore additivo (2% su c+fs) consente di ridurre l’acqua d’impasto da 160 a 136 kg/m3 e di produrre un calcestruzzo superfluido ed ancor più coesivo;
- passando dal Mix 5 al Mix 6 -> un’aggiunta di ulteriore additivo (2,3% su c+fs) fa diminuire l’acqua d’impasto da 136 a 120 kg/m3 e rende il calcestruzzo superfluido e molto colloso per il basso rapporto a/c = 0,30;
- passando dal Mix 1 al Mix 7 -> in assenza di fumo di silice, l’aggiunta di additivo (0,6% su c), fa ridurre l’acqua d’impasto di circa il 15% a parità di slump (3 cm);
- passando dal Mix 7 al Mix 8 -> un incremento nell’aggiunta di additivo (1,5% su c) rende il calcestruzzo superfluido (slump = 22 cm) ma molto segregabile per l’eccessivo dosaggio di additivo in assenza di fumo di silice.
Da queste osservazioni si può concludere che l’aggiunta combinata di un additivo superfluidificante e di fumo di silice (entrambi surdosati rispetto ai loro valori usualmente impiegati quando sono utilizzati da soli: circa 1% di additivo e circa 10% di fumo di silice) consente di ottenere un calcestruzzo superfluido, privo di segregazione e bleeding, con un rapporto acqua/(cemento + fumo di silice) molto basso e prossimo a 0,30. Ne deriva, pertanto, la possibilità di raggiungere prestazioni meccaniche molto elevate nei calcestruzzi induriti. L’impiego del fumo di silice (fs) a un dosaggio maggiore del 5% sul cemento, in assenza di superfluidificante, è sconsigliabile perché (a causa della sua elevata finezza) fa aumentare la richiesta d’acqua (a) e provoca quindi una diminuzione della resistenza meccanica a compressione (Rc) come è così schematizzabile:
↑ fs ↑ a ↓ Rc
D’altra parte, l’impiego di un superfluidificante policarbossilico PC a un dosaggio maggiore di 1.5% sul cemento fa aumentare la segregazione e provoca un ritardo nell’idratazione del cemento soprattutto alle brevi stagionature:
↑ dosaggio di additivo ↑ segregazione ↑ ritardo idratazione
L’impiego combinato di fumo di silice (a un dosaggio di circa 15%) e dell’additivo policarbossilico PC (a un dosaggio di circa 1.5-2.5%) consente di ottenere un calcestruzzo a consistenza superfluida, privo di segregazione, con elevate prestazioni meccaniche (2):
↑ fs ↑ PC ↑ lavorabilità ↑ coesione ↓ a/c ↑ Rc
La forte riduzione del rapporto a/c rende la pasta di cemento molto resistente e pertanto l’aggregato può diventare l’anello debole della catena, a meno che non si impieghino aggregati frantumati, privi di porosità e molto resistenti meccanicamente. Nella Tabella 13.4 è mostrata la composizione di un simile calcestruzzo a base di quarzite come sabbia e di granito come aggregato grosso.
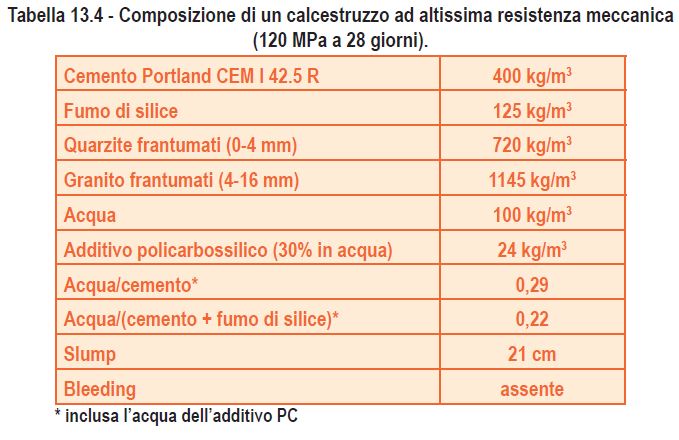
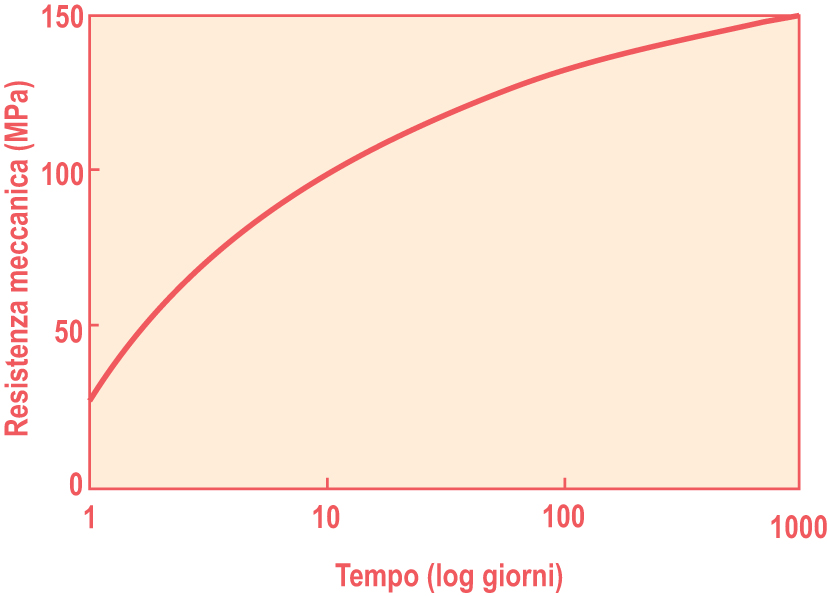
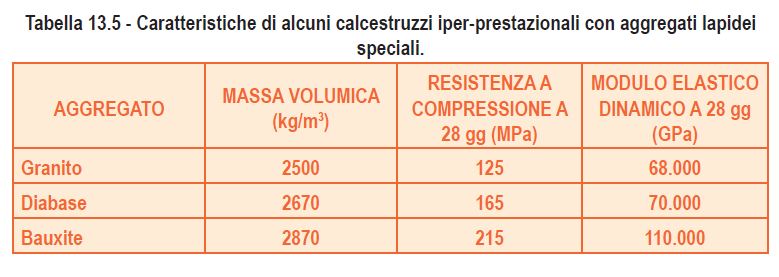
Nella Fig.13.2 è mostrata la resistenza meccanica a compressione in funzione del tempo del calcestruzzo la cui composizione è mostrata in Tabella 13.4. Se invece del granito si impiegano aggregati più resistenti meccanicamente (come per esempio il diabase e la bauxite) si possono raggiungere prestazioni meccaniche ancora superiori come è indicativamente mostrato nella Tabella 13.5.
La Fig. 13.3 mostra un esempio di costruzione molto alta per la quale fu impiegato un calcestruzzo ad altissima resistenza meccanica a compressione a 28 giorni (90 MPa) grazie all’azione combinata di un superfluidificante PE con fumo di silice.

Gli additivi per calcestruzzo – Capitolo 12
Additivi coloranti
12.1 IL COLORE DEL CALCESTRUZZO
Il tipico colore grigio del calcestruzzo può essere in alcuni casi incompatibile con i requisiti estetici del manufatto, al quale si vuole conferire un colore diverso dal grigio. Esistono due metodi per produrre manufatti cementizi colorati:
- applicare una vernice colorata sulla superficie a vista;
- introdurre un prodotto colorato in forma di additivo nel calcestruzzo.
Tenuto conto del costo dei prodotti coloranti, e del fatto che i suoi effetti sono richiesti solo sulla superficie, l’applicazione di una vernice colorata (1) sembrerebbe preferibile rispetto all’impiego degli additivi coloranti dispersi in tutta la massa del calcestruzzo. In alcuni casi, però, l’impiego in massa degli additivi coloranti appare meno incidente economicamente e la sua applicazione in massa offre maggiori garanzie di qualità costante rispetto al rivestimento superficiale con una vernice. E’ questo il caso degli intonaci colorati per i quali l’incidenza economica per metro quadrato di superficie trattata risulta essere molto meno costosa rispetto all’impiego di calcestruzzi colorati in massa.
12.2 PRODOTTI COLORANTI
I prodotti capaci di conferire un colore diverso dal grigio ad un impasto cementizio sono chiamati “pigmenti” (2-4). Essi si presentano in forma di polvere finissima e possono essere di due tipi:
- naturali;
- sintetici.
I pigmenti naturali sono più economici ma meno riproducibili nelle loro prestazioni cromatiche che risentono negativamente dell’elevato PH che si instaura negli impasti cementizi. Questa dipendenza dal PH comporta una modifica del colore al trascorrere del tempo per la carbonatazione della superficie del manufatto cementizio che provoca una riduzione del PH.
I pigmenti sintetici, più costosi, sono in grado di conferire una tinta più forte e brillante, oltre che più uniforme e stabile nel tempo.
La caratteristica più importante dei pigmenti è la loro finezza. Maggiore è la finezza di un additivo colorante, maggiore è la brillantezza della tinta, la sua uniformità per la facilità con cui può essere disperso e bagnato dall’acqua di impasto. Inoltre, la maggiore finezza di un pigmento ne migliora la resistenza alla luce, al calore e a tutti gli agenti atmosferici.
I pigmenti, naturali o sintetici, possono essere introdotti nel calcestruzzo o in forma di sospensione acquosa molto fluida con un rapporto acqua/pigmento di 10, o in forma di uno slurry viscoso con rapporto acqua/pigmento di 1. In entrambi i casi, l’utilizzazione del pigmento premiscelato in acqua ha l’obiettivo di:
- migliorare la dispersione delle particelle dei pigmenti solitamente poco bagnabile
dall’acqua; - produrre industrialmente con macchinari speciali la sospensione e soprattutto lo slurry non disponibili sui cantieri dove si produce il calcestruzzo;
- ridurre il rischio di inalare le polveri finissime dei pigmenti che possono essere pericolosi.
Molto spesso nella formulazione dei pigmenti si possono aggiungere componenti secondari che favoriscono la dispersione in acqua dei pigmenti e ne favoriscono la stabilità nel tempo oppure modificano altre prestazioni del calcestruzzo; per esempio: riducono il rapporto acqua/cemento (Capitolo II), o idrofobizzano la superficie (Capitolo X).
I principali prodotti impiegati come pigmenti per malte e calcestruzzi sono:
- ossidi di ferro naturali o sintetici per il colore marrone;
- ossidi di ferro naturali o sintetici per il colore rosso;
- ossidi di ferro sintetici per il colore giallo;
- ossidi di cromo sintetici per il colore verde;
- ossidi di cobalto sintetici per il colore rosso;
- ossidi di cobalto sintetici per il colore blu;
- prodotti organici a base di complessi con il rame per il colore blu;
- prodotti organici a base ftalocianine per il colore blu;
- carbon black per il colore nero.
I pigmenti sono introdotti nella malta o nel calcestruzzo per mezzo di dosatori volumetrici o ponderali grazie ai quali è possibile mantenere costante la quantità di pigmenti aggiunta. Per raggiungere questo scopo si raccomanda di:
- miscelare a secco cemento e pigmenti fino ad ottenere una polvere uniformemente colorata; aggiungere gli aggregati e mescolare per altri 4 minuti; aggiungere l’acqua d’impasto e mescolare per altri 3-5 minuti fino ad ottenere un impasto colorato uniformemente;
- miscelare a secco cemento, pigmenti e aggregati per 4-5 minuti ed aggiungere quindi l’acqua d’impasto per altri 3-5 minuti fi no ad ottenere un impasto uniformemente colorato;
- aggiungere la sospensione acquosa o lo slurry di pigmenti insieme all’acqua d’impasto agli altri ingredienti della malta o del calcestruzzo.
I dosaggi possono variare entro un ampio intervallo di 0,1-10% sul peso del cemento a seconda dell’effetto cromatico richiesto. In generale, il dosaggio adottato è il seguente:
- circa 1% per tinte tenui;
- circa 5% per tinte ben definite;
- circa 10% per tinte molto brillanti;
- aumentare da 3 a 4 volte i dosaggi per calcestruzzi trattati a vapore.
In genere le prestazioni del calcestruzzo fresco non subiscono significative variazioni per dosaggi di pigmenti che non superano il 5-6%. Le possibili modifiche riscontrabili nei calcestruzzi freschi riguardano:
- riduzione della lavorabilità a parità di acqua/cemento o aumento dell’acqua d’impasto a parità di lavorabilità se si impiegano pigmenti molto fini dosati oltre il 6%;
- riduzione dell’aria inglobata a parità di dosaggio di additivo aerante o incremento di additivo aerante per ottenere lo stesso volume di aria inglobata soprattutto con i pigmenti neri a base di carbon black;
- rari esempi di presa rapida con pigmenti a base di carbon black o ossidi di ferro. Le prestazioni del calcestruzzo indurito che possono essere modificate sono la resistenza meccanica e la resistenza alla penetrazione dell’acqua quando, a causa dei pigmenti molto fini, aumenta la richiesta d’acqua d’impasto e quindi il rapporto acqua/cemento.
Questi sono i più importanti parametri che possono influenzare le prestazioni cromatiche del calcestruzzo indurito:
- colore e finezza del cemento;
- presenza di cenere volante;
- colore dell’aggregato;
- finitura della superficie del calcestruzzo in funzione del cassero;
- tipo di olio disarmante per rimuovere i casseri dal calcestruzzo;
- finitura dell’intonaco in relazione alla frattazzatura superficiale;
- tipo di stagionatura.

Gli additivi per calcestruzzo – Capitolo 11
Impiego degli additivi per ridurre il ritiro igrometrico
Una soluzione ai problemi derivanti da una mancata stagionatura umida, con conseguente fessurazione della superficie del calcestruzzo, è stata trovata nell’impiego degli additivi, introdotti nell’impasto del calcestruzzo al momento del suo confezionamento. Per ridurre il ritiro igrometrico si può contare su due tipi di additivi:
• additivi riduttori di acqua d’impasto (Capitolo II);
• additivi anti-ritiro (SRA).
11.3.1 Additivi riduttori di acqua d’impasto
E’ già stato esaminato nel Capitolo II l’impiego degli additivi superfluidificanti per ridurre l’acqua d’impasto e, a parità di rapporto acqua/cemento, anche il dosaggio di cemento con aumento del contenuto degli aggregati per compensare la diminuzione in volume della pasta di cemento (acqua + cemento) come è mostrato in Fig. 2.4-C. L’impiego degli additivi superfluidificanti riduce il ritiro igrometrico in quanto fa diminuire il volume della pasta di cemento, fonte del ritiro igrometrico, e fa aumentare il volume degli aggregati che si oppongono al ritiro.
11.3.2 Additivi anti-ritiro (SRA)
Gli additivi SRA (Shrinkage-Reducing Admixtures) a base di poliglicoli (come il polipropilen-glicol, il neopentil-glicol o il poliossipropilen-glicol) provocano una significativa riduzione del ritiro igrometrico come è mostrato nella Fig. 11.2 (2).
Tuttavia, una completa eliminazione del ritiro igrometrico può essere realizzata solo combinando un additivo SRA (dosato all’1% sul peso del cemento) con un agente espansivo (Capitolo XIII) a base di ossido di calcio dosato al 10% sul peso del cemento, come è mostrato nella Fig. 11. 3 (3).
Nell’aggiunta combinata dell’additivo SRA con un agente espansivo a base di CaO, si registra una sinergia basata su due effetti: quello atteso basato sulla riduzione del ritiro alle lunghe stagionature quando il calcestruzzo è esposto all’aria insatura di vapore (UR = 65%), e quello inatteso, ma altrettanto benefico, basato sulla maggiore espansione del calcestruzzo durante la sua stagionatura umida iniziale (con UR = 99%) all’interno dei casseri o mediante protezione con teli impermeabili.
Un’altra interessante applicazione pratica dell’additivo SRA, in combinazione con un additivo superfluidificante policarbossilico (per ridurre l’acqua e il cemento come è mostrato in Fig. 2.4-C) e con macro-fibre polimeriche (Fig. 11.4), per contenere la propagazione delle incipienti micro-fessurazioni, riguarda le pavimentazioni industriali in calcestruzzo (4).

Grazie a questa terna di prodotti (additivo SRA + additivo superfluidificante + fibre polimeriche) viene eliminata in pratica la fessurazione della pavimentazione ancorché la superficie non venga stagionata a umido, ma soltanto protetta con un telo durante il primo giorno dal getto, e sia stata rimossa la rete elettrosaldata tipicamente impiegata in queste pavimentazioni come è mostrato nella Fig. 11.5.

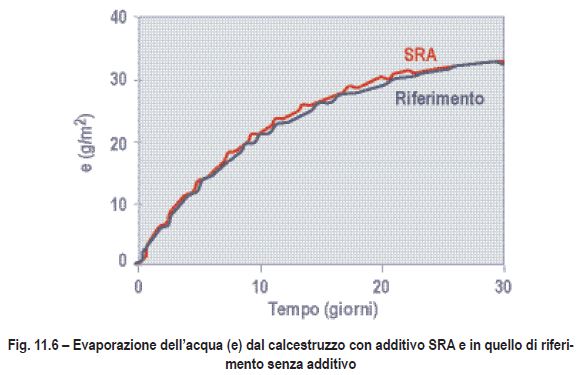
Il meccanismo d’azione degli additivi SRA non è basato sulla riduzione dell’acqua evaporata dal calcestruzzo. Infatti, la Fig. 11.6 mostra che l’evaporazione dell’acqua non è modificata dalla presenza di un additivo SRA.
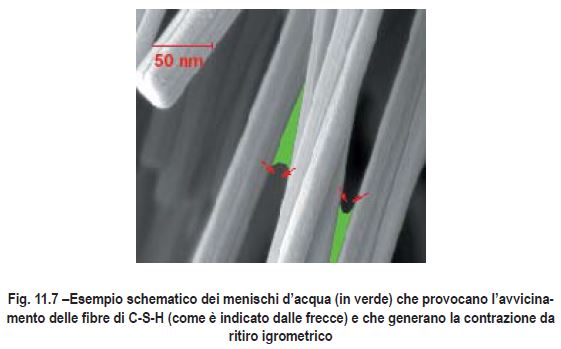
Per spiegare come gli additivi SRA possano ridurre il ritiro senza modificare la velocità di evaporazione dell’acqua dal calcestruzzo è stata proposto che questi additivi facciano diminuire la tensione superficiale (γ) dell’acqua che rimane dentro i pori capillari della pasta di cemento (5,6) provocando, secondo la nota legge di Gauss e Laplace, la riduzione della pressione capillare Pc:
Pc = 2 γ cos θ / r [11.2] dove θ (circa 0°) è l’angolo di bagnatura dell’acqua a contatto con il cemento idratato ed r è il raggio di curvatura dei menischi, che si formano a seguito della perdita d’acqua in ambienti insaturi di vapore con UR < 95%, e che sono responsabili dell’attrazione delle fi bre di C-S-H presenti nella pasta di cemento (Fig. 11.7).

Gli additivi per calcestruzzo – Capitolo 10
Capitolo X – Additivi idrorepellenti
10.1 PRODOTTI IDROREPELLENTI
Sono definiti idrorepellenti quei prodotti che, applicati sulla superficie di materiali affini all’acqua (come il calcestruzzo, la pietra o il mattone), sono capaci di modificarne radicalmente il carattere da idrofilo in idrofobo. In sostanza, le superfici trattate con prodotti idrorepellenti tendono a respingere l’acqua grazie a una modifica dell’angolo di contatto (θ) tra acqua e materiale da θ < 90° a θ >90° per effetto di uno strato di molecole idrorepellenti depositate sulla superficie come è schematicamente mostrato in Fig. 10.1.
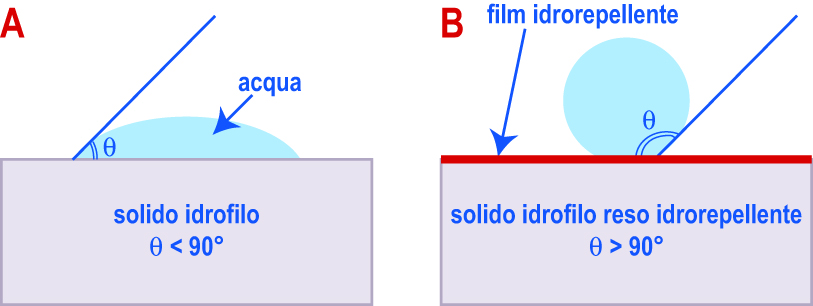
Fig. 10.1 – Conformazione di una goccia d’acqua prima (A) e dopo (B) l’applicazione di un prodotto idrorepellente su un materiale
Quest’azione risulta particolarmente efficace se il prodotto idrorepellente è applicato non solo sulla superficie ma anche su quella interna dei pori capillari mediante assorbimento da parte del materiale preventivamente asciugato per favorir la suzione capillare del prodotto idro-repellente come è schematicamente mostrato nella Fig. 10.2 (1).
La Fig. 10.3 mostra un esempio pratico della goccia d’acqua applicata sulla superficie di un calcestruzzo normale e su quella trattata con un prodotto idrorepellente grazie al quale la goccia d’acqua assume una conformazione sferica per minimizzare il contatto con il calcestruzzo.
L’azione dei prodotti idrorepellenti nei confronti dell’assorbimento dell’acqua può essere tuttavia modificata se l’acqua a contatto con il calcestruzzo è sottoposta a una pressione che spinge l’acqua dentro i pori del calcestruzzo. Pertanto, il trattamento con idrorepellenti può essere efficace nel bloccare l’ingresso dell’acqua dentro il calcestruzzo se il materiale è in contatto con un terreno umido o è esposto all’azione dell’acqua piovana, ma non è in grado di bloccare la penetrazione dell’acqua dentro il calcestruzzo se esiste un battente d’acqua che crea una pressione idraulica, come si verifica per esempio in un serbatoio o in una diga. In questi casi, più che un trattamento superficiale con prodotti idrorepellenti, funzionano bene i prodotti capaci di sigillare i pori aperti verso la superficie a vista: sono pertanto preferibili le resine epossidiche o poliuretaniche o anche i rivestimenti bituminosi per impedire l’accesso dell’acqua in pressione dentro una struttura in calcestruzzo.
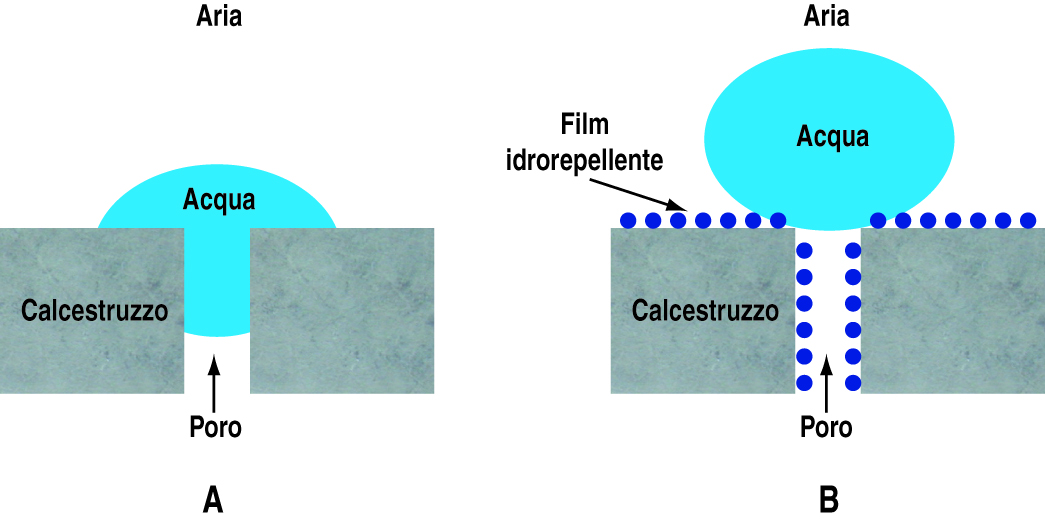
Fig. 10.2 – Una goccia d’acqua viene naturalmente assorbita (P < 0) dai pori del calcestruzzo (A); la stessa goccia d’acqua è respinta dalla superfi cie trattata con idrorepellente ed occorre applicare una pressione (P> 0) per l’intrusione dell’acqua dentro i pori (B)


Fig. 10.3 – La goccia d’acqua è assorbita dal calcestruzzo non trattato (a sinistra) e respinta dal calcestruzzo idrofobizzato con un prodotto idrorepellente (a destra)
10.2 ADDITIVI IDROREPELLENTI
Gli stessi prodotti idrorepellenti, applicati sulla superficie del calcestruzzo indurito per mutarne la natura da idrofila in idrofoba, possono essere impiegati come additivi da aggiungere al calcestruzzo fresco insieme agli altri ingredienti (2). Con questo tipo di impiego i prodotti idrorepellenti conferiscono il loro carattere idrofobizzante a tutta la massa del calcestruzzo e non solo alla superficie.
Gli additivi idrorepellenti sono spesso commercialmente presentati in modo improprio come additivi impermeabilizzanti, i quali sono in realtà basati sugli additivi riduttori di acqua (Capitolo II) grazie ai quali si può ridurre l’acqua d’impasto ed il rapporto acqua/cemento (Fig.2.4.B), e quindi diminuire la porosità capillare della pasta di cemento, possibilmente in combinazione con le aggiunte minerali fini come il fumo di silice (Capitolo XIII).
Pertanto, in un calcestruzzo, in classe di esposizione XC4 o XS4 o XF4 – che debba resistere alla penetrazione di agenti aggressivi capaci di corrodere le barre di armatura – deve essere impiegato un additivo impermeabilizzante basato sulla riduzione del rapporto acqua/cemento piuttosto che un additivo idrorepellente. In sostanza, la differenza tra additivo idrorepellente e additivo impermeabilizzante riduttore della porosità grazie al minor rapporto acqua/cemento è la stessa che passa tra trattamento superficiale idrofobizzante e rivestimento con resina epossidica esaminato nel precedente paragrafo.
10.3 MATERIE PRIME PER GLI ADDITIVI IDROREPELLENTI
I principali prodotti impiegati per gli additivi idrorepellenti sono:
• sali di acidi grassi come l’oleico e lo stearico;
• alchil-alcossi-silani o più semplicemente silani.
I sali di acidi grassi, impiegati esclusivamente in passato prima dell’avvento dei silani, sono fissati su un supporto di materiale in polvere (come il talco o sabbia finissima) e pertanto il dosaggio raccomandato dal produttore dipende dalla percentuale di sostanza idrorepellente nella polvere.
Gli additivi idrorepellenti a base di silani sono prevalentemente basati su alchil-metossi-silani con il gruppo alchilico -CnH2n+1 formato dall’etile -C2H5 o dal propile -C3H7. Essi sono impiegati in misura dell’1% sul peso del cemento. Il loro funzionamento è basato sull’idrolisi del gruppo metossico (CH3-O-Si-) che liberaalcol metilico (CH3OH) e forma il gruppo HO-Si- secondo la reazione [10.1]:

Il gruppo HO-Si-CnH2n+1 così formatosi attraverso la reazione [10.1] può essere fissato sulla superficie delle particelle di cemento idratato attraverso il gruppo idrofilo HO-, mentre il gruppo alchilico (–CnH2n+1) idrofobo si orienta sulla parte esterna delle particelle di cemento idratato e respinge il contatto con l’acqua.
I principali limiti o inconvenienti derivanti dall’impiego degli additivi idrorepellenti sono:
– non possono essere impiegati se il calcestruzzo verrà in contatto con acqua in pressione capace di penetrare il materiale ancorché reso idrofobo;
– soprattutto a dosaggi elevati si verificano ritardi nell’idratazione del cemento con conseguenti ritardi nella presa e nell’indurimento iniziale;
– inglobamento di macrobolle d’aria che penalizzano la resistenza meccanica senza alcun giovamento per la resistenza alla formazione di ghiaccio.
Questi inconvenienti possono essere in gran parte superati grazie ad un’accorta formulazione degli additivi che può arrivare anche a stravolgere la semplice azione idrofobizzante.
Per esempio, alcuni produttori disperdono i prodotti silanici in una soluzione acquosa di superfluidificante a base policarbossilica (Capitolo II) per combinare la caratteristica di idrorepellenza con quella di una discreta riduzione nell’acqua d’impasto: in questo caso i prodotti così formulati agiscono da veri e propri additivi impermeabilizzanti. Un effetto analogo può essere raggiunto fissando i prodotti silanici su una polvere pozzolanica, come per esempio la cenere volante (Capitolo XIII), capace di riempire i pori capillari riducendone il volume.
Per contrastare gli effetti di ritardo sulla presa e sull’indurimento iniziale del cemento, i prodotti silanici possono essere mescolati con additivi acceleranti della presa o dell’indurimento (Capitolo IV).
Per annullare la formazione delle macrobolle d’aria i prodotti silanici possono essere mescolati con agenti anti-schiuma a base di siliconi o di polieteri o di tributilfosfato (3).
BIBLIOGRAFIA
(1) M. Collepardi, S. Collepardi, J.J. Ogoumah Olagot. F. Simonelli e R. Troli, Diagnosi del degrado e restauro delle strutture in C.A, Edizioni Tintoretto, Villorba, pg. 269, (2010)
(2) N. P. Mailvaganan, Miscellaneous Admixtures, in Chapter 9 of Concrete Admixtures Handbook, Editor V. S. Ramachandran, Noyes Publication, Park Ridge, Second edition,(1995)
(3) G. Mantegazza e A. Gatti, Ruolo dei disaeranti negli additivi a base di policarbossilato applicato al calcestruzzo leggero fibro-rinforzato, Enco Journal N. 49, pp-15-19,(2010)

Gli additivi per calcestruzzo – Capitolo 9
9.1 COESIONE DEL CALCESTRUZZO
In questo Capitolo sono compresi due additivi, entrambi finalizzati a rendere più coesivo e plastico il calcestruzzo fresco. Essi sono:
- additivi coadiuvanti di pompaggio che sono impiegati per facilitare il pompaggio di calcestruzzi “magri”, cioè relativamente poveri in cemento (< 300 kg/m3);
- additivi viscosizzanti impiegati per confezionare calcestruzzi auto-compattanti, noti anche come SCC (acronimo Inglese di Self-Compacting Concrete) privi di segregazione soprattutto se il contenuto dei prodotti fini (cemento +filler) è inferiore a 450 kg/m3.
9.2 ADDITIVI COADIUVANTI DI POMPAGGIO
I coadiuvanti di pompaggio (noti anche come pumping aid) sono additivi speciali impiegati per pompare calcestruzzi che altrimenti non sarebbero pompabili (1). La loro azione consiste nel trascinare gli aggregati, anche se è carente la pasta cementizia che agisce da fluido trasportatore formato da acqua + cemento, grazie ad una maggiore viscosità della pasta cementizia.
In realtà nei calcestruzzi più ricchi in cemento (> 300 kg/m3) il problema di pompare il conglomerato cementizio viene affrontato con additivi capaci di rendere più scorrevole il calcestruzzo grazie all’impiego di additivi fluidificanti e superfluidificanti (Capitolo II). Quando invece si debbono pompare calcestruzzi magri, l’aggiunta di additivi fluidificanti o superfluidificanti, come anche di una maggiore quantità di acqua di impasto, aggrava semmai la difficoltà di pompaggio. Infatti, in un calcestruzzo con una carente pasta cementizia, l’aumento
di fluidità favorisce la segregazione dell’impasto: sotto l’azione della pressione della pompa, la pasta cementizia resa più fluida tende a precedere gli aggregati più grossi che rimangono, così, bloccati nel tubo della pompa favorendo la formazione di un “tappo” che impedisce di pompare ulteriormente il calcestruzzo fresco.
In linea di massima, come regola grossolana si può affermare che problemi di pompaggio insorgono quando il contenuto di parti fini, cioè la somma del dosaggio del cemento e quello della sabbia con particelle inferiori a 300 μm, risulta inferiore a 400 kg/m3.
Se il dosaggio di cemento non può essere impiegato per ridurre lo sviluppo nel calore di idratazione, e se la sabbia disponibile non contiene una sufficiente quantità di particelle fini inferiori a 300 μm, le uniche alternativa a pompare questo calcestruzzo consistono in:
- rendere più viscosa e coesiva la pasta di cemento mediante l’aggiunta di additivi pumping aid;
- aumentare il volume della pasta cementizia, senza ricorrere ad incrementi nel dosaggio di cemento, con l’aggiunta di polveri aventi la stessa finezza del cemento (filler);
Da un punto di vista pratico, la cenere volante (Capitolo XIII) – per la sua morfologia tondeggiante dei suoi granuli, con dimensione vicina a quella dei granuli di cemento, (2) e per la sua disponibilità su tutto il territorio – rappresenta il miglior filler da impiegare in calcestruzzi difficili da pompare per la disponibilità di sole sabbie grosse carenti di fini. In queste condizioni, il maggiore volume di vuoti presenti negli interstizi tra i granuli grossi della sabbia, può essere compensato ai fini del pompaggio da un maggior volume di pasta cementizia che contiene acqua + cemento + filler.
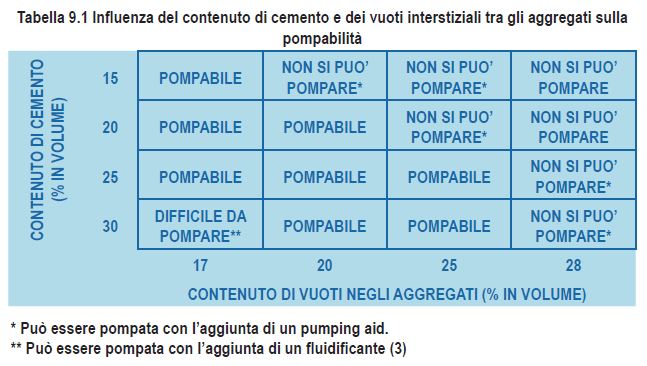
Nella Tabella 9.1 è mostrata l’influenza del volume di cemento e del volume dei vuoti interstiziali tra i granuli di aggregato sulla difficoltà a pompare un calcestruzzo con 75 mm di slump. Se questa dipende da un eccessivo volume di cemento (per esempio 30%) rispetto al volume dei vuoti tra gli aggregati (per esempio 17%), il problema della pompabilità può essere risolto riducendo l’eccessiva viscosità del calcestruzzo fresco grazie all’aggiunta di un additivo fluidificante come è mostrato nel caso dei calcestruzzi evidenziati con un asterisco (*). Se, al contrario, la difficoltà di pompaggio dipende da un carente volume di cemento e di parti fini, rispetto al volume tra gli interstizi degli aggregati, allora il problema del pompaggio può essere affrontato con successo aggiungendo un additivo pumping aid che fa aumentare la plasticità dell’impasto: questi impasti sono evidenziati da due asterischi (**).
Gli additivi pumping aid sono costituiti da prodotti cellulosici, modificati per ottimizzare le loro prestazioni, o da polimeri ad alto peso molecolare di etilenossido. Più recentemente sono stati messi a punto dei polisaccaridi in forma di gomme.
Tuttavia, il costo eccessivo derivante dall’aggiunta di questi prodotti organici rende più vantaggioso, a parità di prestazioni, l’impiego della più economica cenere volante (Capitolo XIII) laddove questa è disponibile localmente. Un dosaggio di cenere volante di 30-50 kg/m3 è in grado di risolvere la maggior parte dei casi dove si registrano difficoltà a pompare calcestruzzi “magri”. Anche un incremento del cemento di 30-50 kg/m3 è in grado di risolvere, più vantaggiosamente che non i pumping aid, il problema del pompaggio laddove l’incremento del cemento non crei problemi di eccessivo sviluppo di calore.
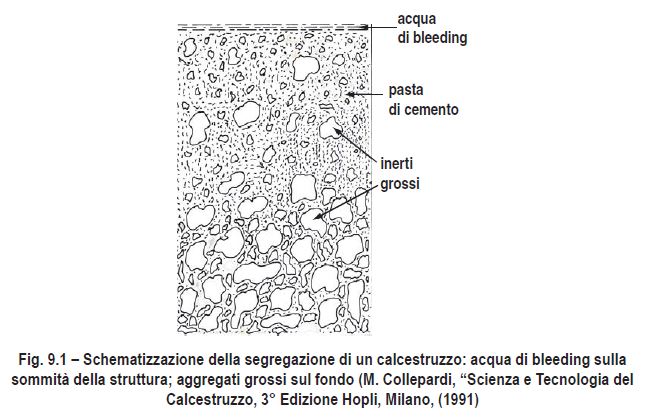
Gli additivi viscosizzanti, noti anche come VMA (acronimo Inglese di Viscosity Modifying Agent), si impiegano nei calcestruzzi autocompattanti (4,5) per evitare l’acqua di bleeding (Fig.9.1), specialmente quando il contenuto dei fini (cemento + filler) per qualche ragione si trova al di sotto di una certa soglia critica (tra 170 e 200 L/m3). La principale funzione del VMA consiste nel mitigare sul cantiere gli errori che fanno aumentare la segregazione e il bleeding del calcestruzzo fresco quando l’umidità degli aggregati bagnati in superficie si somma inavvertitamente all’acqua di impasto (6).

Gli additivi VMA sono basati su prodotti organici (7) uno dei quali è mostrato in Fig. 9.3 capace di trasformare un SCC segregato, come quello di Fig. 9.2, in un calcestruzzo autocompattante quasi autolivellante (con slump-flow di 750 mm) privo di segregazione.

Gli additivi per calcestruzzo – Capitolo 8
8.4 MODALITÀ DI IMPIEGO DEGLI INIBITORI DI CORROSIONE
Gli inibitori di corrosione possono essere impiegati in tre modi diversi e cioè come:
• additivi aggiunti al calcestruzzo fresco;
• prodotti “migranti” applicati sulla superficie del calcestruzzo indurito;
• prodotti filmogeni applicati sui ferri di armatura scoperti.
8.4.1 INIBITORI DI CORROSIONE AGGIUNTI AL CALCESTRRUZZO
Gli inibitori di corrosione possono essere impiegati come additivi introdotti (4) nel calcestruzzo fresco quando la costruzione in C.A. o C.A.P. è esposta a condizioni particolarmente aggressive (per esempio in classe di esposizione XS3 oppure XF4) e si vuole prevenire la corrosione dei ferri di armatura adottando un’ulteriore misura di sicurezza in aggiunta ad un basso rapporto a/c (≤ 0,45) e un adeguato spessore di copriferro (≥ 45 o 55 mm per strutture in C.A. o C.A.P. rispettivamente).
Oltre a ridurre la velocità del processo di corrosione delle barre di armatura gli additivi inibitori di corrosione debbono anche soddisfare i seguenti requisiti:
• essere prontamente e discretamente solubili nell’acqua d’impasto;
• essere compatibile con le proprietà del calcestruzzo.
La solubilità in acqua è di fondamentale importanza perché deve essere garantita una concentrazione uniforme dell’additivo in tutto il calcestruzzo e quindi in prossimità delle barre di armatura. Una solubilità ridotta e/o lenta dell’additivo in acqua potrebbe causare una distribuzione non uniforme dell’additivo in prossimità dei ferri di armatura e provocare quindi una corrosione galvanica dovuta alle differenti condizioni elettrochimiche che si instaurano nell’acciaio. D’altra parte una solubilità eccessiva potrebbe provocare un dilavamento dell’additivo da parte di acqua corrente dovuta alla pioggia o al moto ondoso che impatta il calcestruzzo indurito.
La compatibilità dell’additivo con il calcestruzzo consiste in una mancata modifica delle principali proprietà del calcestruzzo in termini di tempi di presa, lavorabilità del calcestruzzo fresco e resistenza meccanica del calcestruzzo indurito.
8.4.2 INIBITORI MIGRANTI APPLICATI IN SUPERFICIE
Quando si manifestano i primi segni di corrosione in atto (macchie di ruggine), ma il copriferro non è ancora divelto, gli inibitori potrebbero essere applicati sulla superficie del calcestruzzo perché possano migrare in direzione delle armature metalliche arrestandone l’incipiente corrosione (8). La migrazione può avvenire per suzione capillare, se il calcestruzzo è asciutto, o per diffusione attraverso la fase acquosa se il calcestruzzo è saturo di acqua. In entrambi i casi il successo di questa applicazione risulta essere incerto per la difficoltà di garantire realmente una completa migrazione degli inibitori.
8.4.3 INIBITORI FILMOGENI PER IL RESTAURO DEL CALCESTRUZZO DEGRADATO
Quando si deve riparare una struttura in calcestruzzo armato, i cui ferri risultino già corrosi per l’ambiente particolarmente aggressivo, è necessario rimuovere tutto il copriferro danneggiato e applicare una nuova malta di restauro. Per garantire il successo di questo intervento, dopo aver rimosso tutto il copriferro danneggiato, si applica a pennello sui ferri scoperti una pittura formata da una pasta fluida di cemento Portland (possibilmente colorata per verificarne la corretta applicazione su tutti i ferri a vista) contenente l’inibitore di corrosione al fine di migliorare la protezione delle armature metalliche da una nuova corrosione (9). La presenza del cemento Portland favorisce l’instaurazione di un PH intorno a 13 che crea le condizioni di passivazione dei ferri di armatura.
Quest’applicazione degli inibitori di corrosione risulta in pratica quella più impiegata rispetto alle altre due.
8.5 CLASSIFICAZIONE DEGLI INIBITORI DI CORROSIONE
Gli inibitori di corrosione possono essere suddivisi in tre categorie a seconda che agiscano preferenzialmente in prossimità della zona anodica, o di quella catodica, o di entrambe:
• inibitori anodici;
• inibitori catodici;
• inibitori misti.
8.5.1 INIBITORI ANODICI
Gli inibitori anodici includono una lunga lista di prodotti chimici tra i quali il nitrito di sodio (10) e di calcio (11), il nitrato di calcio (12), il benzoato di sodio (13), il cromato di sodio (14) ed altri prodotti (4). Per quanto concerne il nitrito di sodio è stato trovato (15) che in calcestruzzi fessurati esposti all’acqua di mare questo sale aggrava la corrosione probabilmente per la sua rimozione maggiore in corrispondenza delle fessure che provoca una concentrazione salina differenziale responsabile del fenomeno.
I sali di sodio presentano il rischio di aggravare la reazione alcali-aggregato nel calcestruzzo (Capitolo VII) se sono presenti aggregati alcali-reattivi. Da questo punto di vista il nitrito e il nitrato di calcio (con un dosaggio del 2-4% sul peso del cemento) sono più affidabili con una preferenza per il secondo che ha un minor costo e presenta meno rischi per la salute degli operatori che debbono manipolare questi additivi.
Il meccanismo di azione degli inibitori anodici è molto complesso ed è stato studiato principalmente per il nitrito che è il prodotto commercialmente più impiegato. Esso si basa sulla reazione del nitrito (NO2-) con gli ioni ferrosi (Fe++) e formazione di ossido d’azoto (NO) gassoso e ossido ferrico (Fe2O3) che si deposita sul ferro metallico bloccandone la corrosione secondo la seguente reazione:
2 Fe++ + 2 OH- + 2 NO2- ==> 2 NO + Fe2O3 + H2O
8.5.2 INIBITORI CATODICI
Esistono due categorie di inibitori catodici: la prima è basata su prodotti come NaOH o Na2CO3 capaci di aumentare il PH di diminuire, quindi, la solubilità del ferro nel mezzo acquoso. La seconda categoria di inibitori catodici si basa su prodotti organici come l’anilina o le sue forme sostituite da gruppi cloro, alchile e nitro (16) oppure da prodotti tensioattivi (17).
8.5.3 INIBITORI MISTI
Gli inibitori misti infl uenzano sia il processo anodico che quello catodico e sono ideali per eliminare le celle elettrochimiche che si formano nel calcestruzzo armato. Essi sono basati su prodotti aromatici o olefi ne con gruppi funzionali, come l’NH2, capaci di scambiare almeno un protone e un elettrone (4).
Gli additivi per calcestruzzo – Capitolo 7
7.3.1 SALI DI LITIO COME INIBITORI DELLA REAZIONE ALCALI-AGGREGATO
I sali di litio sono i prodotti più studiati, considerati più efficaci e maggiormente applicati in pratica come inibitori della reazione alcali-aggregato. Per quanto l’efficacia di un prodotto a base di sali di litio – in forma di LiOH, LiF, Li2CO3 e soprattutto di LiNO3 – sia stata documentata come molto efficace da Diamond (5) e Fournier e Malhotra (6), esso in pratica viene raramente impiegato in forma di additivo introdotto nel calcestruzzo fresco. Infatti, tutti gli additivi inibitori di corrosione sono molto costosi e quindi difficilmente sono impiegati nel caso si sospetti che gli aggregati possano essere alcali-reattivi. Nel caso si sospetti questa ipotesi, se non è possibile rinunciare agli aggregati ritenuti di essere alcali-reattivi, si preferisce prevenire la reazione alcali-aggregato ricorrendo a opzioni più semplici e più economiche; per esempio si possono impiegare cementi pozzolanici o d’altoforno (largamente diffusi ovunque e con costo paragonabile a quello del corrispondente cemento Portland con pari classe di resistenza), oppure si può sostituire parte del cemento Portland con cenere volante largamente disponibile e più economica del cemento Portland.
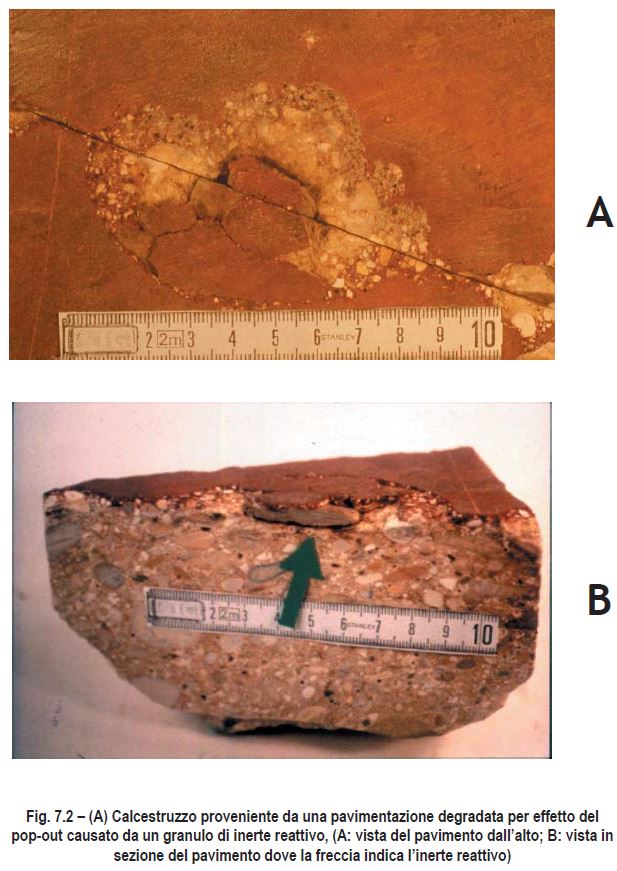
Per questo motivo l’impiego degli additivi inibitori della reazione alcali-aggregato è esclusivamente riservato al restauro delle strutture danneggiate dalla reazione alcali-aggregato per bloccarne lo sviluppo in attesa di procedere ai lavori di restauro. Questa scelta è dovuta al fatto che la velocità con cui procede la reazione alcali-aggregato non è uniforme in tutta la costruzione ma i suoi danni, in forma di fessurazioni (Fig.7.1) o di distacchi localizzati in forma di piccoli coni (Fig.7.2), noti come “pop-out”, si manifestano in tempi diversi (da mesi ad anni) a seconda dei parametri che ne condizionano la velocità (temperatura, umidità, concentrazione locale di alcali, ecc.). Pertanto, se si procede al restauro troppo precocemente – subito dopo che sono apparse le prime manifestazioni del degrado e questa operazione è resa necessaria per rendere subito la struttura fruibile e/o sicura nelle condizioni di servizio – si corre il rischio che, dopo il primo restauro, si debba procedere ad altri successivi restauri man mano che si manifesteranno a tempi successivi.

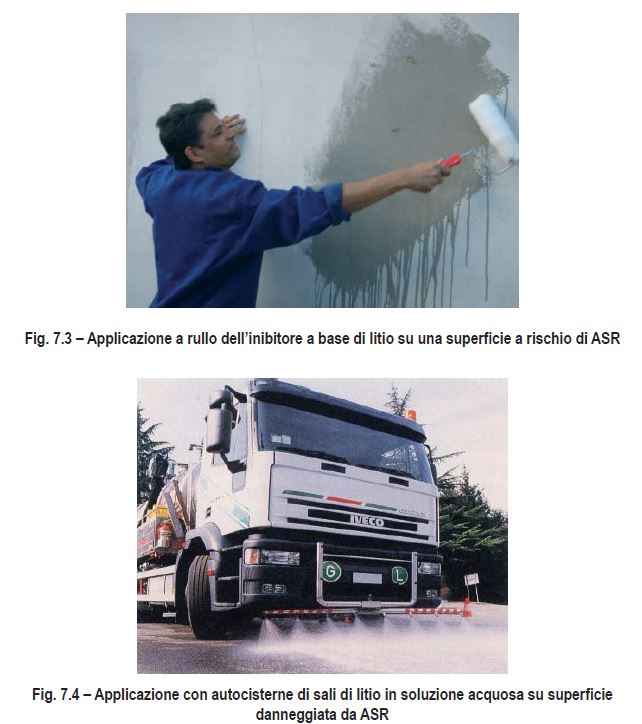
Per ovviare a questo inconveniente, non appena si manifestano i primi segni di degrado su una struttura verticale o su una pavimentazione si procede ad applicare a rullo o a spruzzo, sulla superficie della costruzione, l’inibitore della reazione alcali-aggregato come è mostrato rispettivamente nelle Fig. 7.3 o 7.4. In queste condizioni i prodotti che inibiscono la reazione alcali-aggregato non agiscono da additivi veri e propri, in quanto non sono stati introdotti nel calcestruzzo fresco al momento dell’impasto; essi penetrano nel calcestruzzo indurito, purché possibilmente non saturo di acqua, per favorire la loro suzione capillare e garantire il successivo arresto della reazione alcali-aggregato. A questo punto, bloccata permanentemente la reazione alcali-aggregato, si può provvedere a riparare (con malte premiscelate cementizie o polimeriche garantite di essere esenti dalla reazione alcali-aggregato) le zone della costruzione limitatamente a dove sono apparsi i primi segni del degrado (fessure e pop-out) senza temere che la reazione alcali-aggregato abbia di nuovo a manifestarsi nelle altre aree non restaurate.
Questa tecnica è particolarmente adatta nella riparazione dei pavimenti industriali in calcestruzzo che, per essere resi resistenti all’abrasione in superficie, vengono trattati con spolveri indurenti a base di quarzo e molto ricchi in cemento per rendere basso il rapporto a/c in superficie e migliorare la resistenza alle sollecitazioni meccaniche in servizio (7). Ne consegue che, all’interfaccia tra calcestruzzo e spolvero molto ricco in cemento e quindi in alcali, si manifestano, più che in altre costruzioni, espansioni degli aggregati per reazione alcali-aggregato
con distacchi, fessurazioni e manifestazioni di pop-out. Poiché i pavimenti industriali sono per definizione sottoposti al transito di carrelli trasportatori, a urti di corpi meccanici, ecc. il calcestruzzo verrà ulteriormente danneggiato con sbrecciature in superficie e riduzione della fruibilità della costruzione. Occorre, pertanto, trattare immediatamente la superficie del pavimento con inibitori della reazione alcali-aggregato, come è mostrato nella Fig.7.4, per bloccare la reazione alcali-aggregato nelle zone trattate e quindi, subito dopo, dare inizio
alla rimozione del calcestruzzo danneggiato prima di riparare le poche zone danneggiate (8) per restituire quanto prima alla sua attività il pavimento industriale nella sua intierezza.
Per assicurare l’arresto della reazione alcali-aggregato il dosaggio del litio deve essere stabilito al di sopra dello 0,5% (se si usa LiF) o dell’1% (se si usano LiCO3 o LiOH) rispetto al peso del cemento. Secondo Ramachandran (9), i sali LiF e LiCO3 sarebbero convertiti in LiOH quando si trovano nella fase acquosa presente nei pori capillari. Il meccanismo di azione dei sali di litio, secondo, Stark e collaboratori (10) dipende dall’incorporazione degli ioni Li+ all’interno del gel di alcali-silicato espansivo; per ridurre l’espansione provocata dalla reazione alcaliaggregato è necessario che la quantità di litio superi una certa soglia. Il rapporto molare Na/Li deve essere almeno 1:0,67 o 1:1 a seconda dei casi. A differenza dei silicati di sodio o potassio, quelli di litio non presenterebbero proprietà espansive e ciò spiega la capacità dei sali di litio di inibire la reazione alcali-aggregato.

Gli additivi per calcestruzzo – Capitolo 6
6.3 IL DEGRADO PROMOSSO DAI CICLI DI GELO-DISGELO
Se è universalmente riconosciuto che a rendere vulnerabile la matrice cementizia nei confronti dei cicli di gelo-disgelo è l’acqua presente dei pori capillari, non altrettanto chiaro è il meccanismo che determina, in seguito all’abbassamento della temperatura al di sotto di 0°C, la nascita degli stati tensionali capaci di compromettere l’integrità della matrice cementizia e la funzionalità in servizio del calcestruzzo.
Le teorie più accreditate per spiegare l’effetto dei cicli di gelo-disgelo sul degrado del calcestruzzo sono:
• teoria della pressione idraulica;
• teoria della pressione osmotica;
• teoria dell’acqua sotto-raffreddata.
6.3.1 TEORIA DELLA PRESSIONE IDRAULICA
La teoria della pressione idraulica fu elaborata da Powers nel 1945 (4). Nonostante essa rappresenti la prima teoria che tentò esaurientemente di spiegare l’azione distruttiva del gelo-disgelo, essa ancora oggi fornisce il modello che meglio di ogni altro spiega il fenomeno distruttivo della formazione del ghiaccio sulla pasta cementizia.
Secondo la teoria della pressione idraulica, quando la temperatura ambientale si abbassa al di sotto di 0°C, a causa delle inevitabili differenze di temperatura all’interno della struttura in calcestruzzo, solo in alcune zone, ed in particolare nei pori capillari di dimensione maggiore, si verifica la formazione di ghiaccio. In queste zone, inoltre, la trasformazione da acqua in ghiaccio non coinvolge istantaneamente
tutta l’acqua presente; pertanto, allorquando iniziano a formarsi i primi cristalli di ghiaccio, l’acqua liquida non ancora congelata viene sospinta, a causa del conseguente aumento di volume del ghiaccio, in direzioni di cavità vuote o di canalicoli che dal poro si diramano verso l’esterno del manufatto a pressione atmosferica come è mostrato nella Fig.6.1 (1).
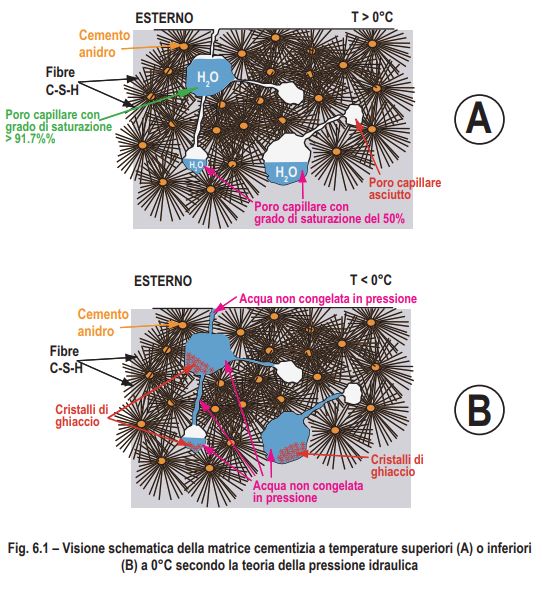
Questa Figura mostra nella parte alta (A) la struttura in ambiente esterno a temperatura T > 0°C dove il ghiaccio è assente e solo l’acqua liquida è presente nei pori capillari con diverse situazioni: pori vuoti; pori con acqua al 50% del grado di saturazione; pori pieni di acqua con grado di saturazione critico del 91,7%. Nella parte bassa (B) della Fig.6.1 è mostrata la situazione della stessa struttura con temperatura ambiente T < 0°C dove si formano i cristalli di ghiaccio entro i pori capillari che sospingono l’acqua liquida non ancora congelata verso l’esterno o i pori capillari ancora non saturi di acqua.
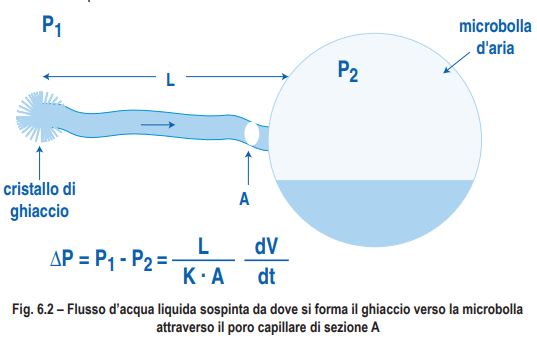
La resistenza che l’acqua non ancora congelata incontra lungo il suo cammino, per raggiungere cavità a pressione atmosferica, determina l’insorgere di una pressione idraulica (P) calcolabile con la nota equazione di Darcy:
P = K (l/A) (dV/dt) [6.2]
dove K rappresenta il coefficiente di permeabilità della matrice cementizia, l è il cammino che l’acqua deve percorrere per raggiungere una zona a pressione atmosferica (cavità vuota, bolla d’aria, esterno della struttura), dV/dt è la velocità con cui si forma il ghiaccio ed A è la sezione dei pori attraverso l’acqua fluisce. Nella Fig. 6.2 è mostrata l’equazione di Darcy che regolamenta il flusso dell’acqua dall’area di formazione del ghiaccio verso una micro bolla d’aria generata dalla presenza di un additivo aerante.
Dall’equazione [6.2] si può notare come la pressione idraulica (P) aumenti:
• all’aumentare della velocità di raffreddamento dell’ambiente che a sua volta provoca un aumento della velocità di formazione del ghiaccio dV/dt;
• all’aumentare della distanza che l’acqua deve percorrere (l) per raggiungere l’esterno o una cavità vuota;
• al diminuire della sezione (A) dei pori capillari;
• al diminuire della permeabilità (K) della matrice cementizia.
Secondo la teoria della pressione idraulica, l’azione del ghiaccio determina la fessurazione della matrice cementizia allorquando la pressione generata dal flusso di acqua supera la resistenza a trazione della pasta di cemento notoriamente modesta.
6.3.2 TEORIA DELLA PRESSIONE OSMOTICA
Sebbene la teoria della pressione idraulica sia ritenuta ancora oggi la più valida per interpretare l’azione degradante dei cicli di gelo-disgelo, fu lo stesso Powers, in collaborazione con Helmuth (5,6), a proporre un nuovo meccanismo di degrado causato dalla formazione del ghiaccio conosciuto come teoria della pressione osmotica. Questa teoria è basata sull’osservazione che l’acqua non ancora congelata, a differenza di quanto avviene per le ipotesi alla base della pressione idraulica, anziché muoversi dalle cavità dove si forma il ghiaccio contenenti l’acqua liquida, segue un cammino esattamente opposto: essa si muove dai pori capillari contenenti l’acqua non ancora congelata verso le zone in cui
si è formato il ghiaccio.
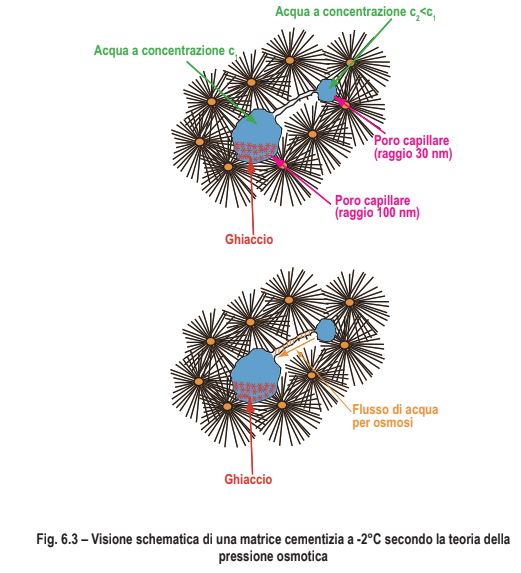
Secondo l’equazione di Kubelka [6.1] la formazione del ghiaccio avviene prima nei pori di maggiore dimensione e solo con un ulteriore abbassamento della temperatura si può favorire la nascita dei cristalli di ghiaccio anche nei pori capillari di minore dimensione. L’acqua contenuta nei pori capillari non è pura, ma contiene una determinata quantità di sostanze disciolte provenienti dal cemento (in prevalenza: sodio, potassio, ecc.). Quando, ad una determinata temperatura sotto 0°C, nei pori capillari più grossi inizia la formazione del ghiaccio puro (cioè privo delle sostanze disciolte) la concentrazione ionica dell’acqua non ancora congelata in questi stessi pori aumenta. Per effetto dell’abbassamento crioscopico, determinato dalla presenza di queste sostanze disciolte nell’acqua, in ogni poro – ad una determinata temperatura – si formerà tanto ghiaccio quanto basta perché la concentrazione ionica nell’acqua liquida residua raggiunga un valore
così alto da prevenire, a quella determinata temperatura, l’ulteriore formazione di ghiaccio. Ciò determina una differenza di concentrazione (c2) di sostanze disciolte nell’acqua liquida presente nei pori capillari di più piccole dimensioni (che rimane alla concentrazione ionica iniziale) e l’acqua non ancora congelata dei pori più grossi dove si è formata parte del ghiaccio e dove la concentrazione ionica (c1) è più elevata. Questa differenza di concentrazione determina un flusso di acqua dai pori capillari più piccoli verso quelli più grandi (Fig.6.3) dove si è già formata una parte di ghiaccio al fi ne di eguagliare la concentrazione delle due soluzioni acquose per effetto dell’osmosi. Questo flusso di acqua genera una pressione osmotica che può provocare la fessurazione della matrice cementizia. La pressione osmotica dipende dagli stessi parametri che influenzano il valore della pressione idraulica (l, A, ecc.). Inoltre, essa aumenta all’aumentare della concentrazione della soluzione acquosa nei pori capillari.
6.3.3 LA TEORIA DELL’ACQUA SOTTO-RAFFREDDATA
La teoria dell’acqua sotto-raffreddata (cioè dell’acqua che rimane liquida nonostante la temperatura scenda al di sotto di 0°C) è stata proposta da Litvan (7-9) sulla base di numerosi esperimenti condotti su paste di cemento sottoposte a cicli di gelo-disgelo.
Nella Fig. 6.4 è mostrato il diagramma di stato dell’acqua in funzione della pressione e della temperatura del sistema. Sono mostrati il punto di gelo a 0°C e la temperatura di ebollizione dell’acqua a 100°C entrambi determinati alla pressione atmosferica di 1 atm. Le tre curve continue separano i tre stati (vapore, acqua, ghiaccio) e convergono nel punto triplo dove coesistono i tre stati della materia.
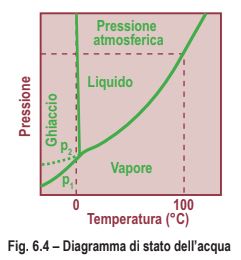
In particolare la curva che separa il ghiaccio dal vapore mostra la tensione di vapore p1 al di sotto della quale esiste solo il vapore, e al di sopra della quale è stabile solo il ghiaccio, mentre sulla curva p1 coesistono ghiaccio e vapore. Secondo Litvan, però, quando la temperatura scende al di sotto di 0°C, per effetto delle ridotte dimensioni dei pori capillari, l’acqua non riesce a trasformarsi in ghiaccio ma rimane liquida in uno stato di sotto-raffreddamento, termodinamicamente instabile ad una tensione di vapore p2>p1.
Quando comincia a formarsi il ghiaccio sulla superficie dei pori capillari, l’acqua sotto-raffreddata (termodinamicamente instabile) si muove verso queste superfici al fine di ristabilire l’equilibrio termodinamico. Come si può notare in Fig. 6.4 la differenza di pressione p2-p1 (tra vapore in equilibrio instabile con acqua sotto raffreddata e vapore stabile in equilibrio con il ghiaccio) aumenta al diminuire della temperatura. Il flusso di acqua, quindi, sarà tanto più consistente quanto minore è la dimensione dei pori, poiché la formazione dei cristalli di ghiaccio nei pori di ridotte dimensioni avviene a temperature più basse cui corrispondono valori più elevati nella differenza tra la pressione del vapore dell’acqua sotto-raffreddata e quella del ghiaccio.
Quando la velocità di raffreddamento risulta elevata, la quantità di acqua che si muove in direzione delle zone dove inizia la formazione di ghiaccio diventa rilevante; altrettanto rilevante diventa il flusso di acqua “instabile” nelle zone della matrice cementizia molto porose: in queste condizioni può manifestarsi il degrado della pasta di cemento.

Gli additivi per calcestruzzo – Capitolo 5
GLI ADDITIVI ANTIGELO
5.1 EFFETTO CRIOSCOPICO
Gli additivi anti-gelo sono prodotti capaci di abbassare il punto di gelo dell’acqua (effetto crioscopico) da 0°C a valori considerevolmente più bassi in modo da gettare e maturare il calcestruzzo anche in climi rigidi con temperature che arrivano ad abbassarsi a valori a -30°C inferiori (1). Se, a 0°C infatti, subito la dopo temperatura il getto dell’ambiente si potrebbero dovesse registrare due inconvenienti:
- il forte rallentamento se non addirittura l’arresto dell’idratazione del cemento e quindi il blocco dello sviluppo della resistenza meccanica;
- il grave danneggiamento del calcestruzzo per effetto della dilatazione provocata dalla trasformazione dell’acqua liquida in ghiaccio con aumento di volume di circa il 9%.
E’ soprattutto il secondo fenomeno che gli additivi anti-gelo sono chiamati a contrastare attraverso la diminuzione della temperatura di transizione da acqua liquida in ghiaccio attraverso l’effetto crioscopico. Tuttavia, la tensione che insorge a causa della formazione di ghiaccio può essere sopportata senza danni se corrisponde il calcestruzzo ad una ha resistenza nel frattempo meccanica raggiunto a compressione un consolidamento di 5-10 MPa**. Pertanto, anche l’azione di accelerazione sull’idratazione, e quindi l’incremento di resistenza meccanica è di ausilio nel raggiungere la soglia critica di 5-10 MPa per poter resistere alle tensioni derivanti dalla formazione del ghiaccio.
In sostanza, un additivo anti-gelo ha due funzioni: a) deve essere un particolare accelerante capace di agire soprattutto alle basse temperature; b) deve, inoltre, abbassare il punto di gelo dell’acqua.
5.2 COMPOSIZIONE E PRESTAZIONI DEGLI ANTI-GELO
Le formulazioni di additivi anti-gelo particolarmente studiate ed impiegate nei Paesi con climi molto freddi (Russia, Finlandia, Svezia, ecc.) sono sostanzialmente basate su soluzioni acquose molto concentrate di sali inorganici impiegate a dosaggi molto elevati.
Per esempio, un additivo anti-gelo, costituito da nitrito di sodio al 50% in acqua, dosato all’8% sulla massa del cemento è in grado di abbassare il punto di gelo dell’acqua fino a -15°C. Molto spesso si impiegano miscele di sali inorganici (cloruro e nitrato di calcio, oppure cloruro, nitrito e nitrato di calcio) anch’esse impiegate a dosaggi molto elevati (2-6%) per conseguire il doppio obiettivo di abbassare il punto di gelo dell’acqua e di accelerare la resistenza meccanica alle bassissime temperature (fino a -15°C). Naturalmente gli additivi anti-gelo contenenti cloruro debbono essere esclusi dall’impiego in strutture di calcestruzzo armato e precompresso per evitare il rischio di corrosione delle armature metalliche come si è già visto nel § 4.3.1 a proposito degli additivi acceleranti di indurimento. Talvolta, per migliorare l’abbassamento crioscopico degli additivi anti-gelo, ai sali inorganici sono aggiunte sostanze organiche idrosolubili a base di carbammide o di prodotto alcolici ad alto peso molecolare (2).
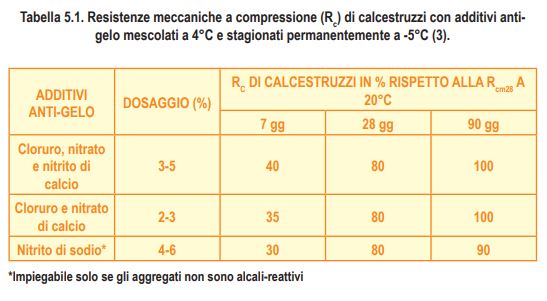
Nella Tabella 5.1 sono mostrate le resistenze del calcestruzzo ottenibili a -5°C espresse come percentuali della resistenza meccanica richiesta a 28 giorni (a 20°C), con l’impiego di tre additivi anti-gelo. Per esempio, con i primi due additivi è possibile ottenere a 90 giorni la resistenza meccanica richiesta a 28 giorni ancorché la temperatura sia permanentemente a -5°C (3).
Nella Fig. 5.1 è mostrato l’andamento della resistenza meccanica a compressione a 20°C, a -5°C ed a -15°C di una malta premiscelata contenente un additivo anti-gelo (4). Sebbene le resistenze meccaniche delle malte stagionate alle basse temperature durante la prima settimana rimangono molto al di sotto di quelle della malta stagionata a 20°C, alle lunghe stagionature, soprattutto con una temperatura più alta (20°C) anche le malte stagionate a freddo si portano a valori molto elevati (circa 50 MPa) alle stagionature più lunghe (56 giorni).
Per quanto attiene alle normative, molto spesso gli additivi anti-gelo sono considerati come una categoria speciale di acceleranti i cui requisiti, pertanto, includono anche quelli anti-gelo.
La norma italiana UNI 7109, ritirata e non sostituita, prevedeva per gli additivi anti-gelo una distinta serie di requisiti rispetto agli additivi acceleranti (Tabella 4.5): innanzitutto, le prove erano eseguite a 5°C e, rispetto al calcestruzzo non additivato, si richiedeva una riduzione di almeno 30 minuti per il tempo di inizio presa e di almeno 60 minuti per quello di fine presa. Inoltre, l’incremento di resistenza meccanica a 3 giorni doveva essere di almeno il 30 %. Infine il ritiro igrometrico su malta non doveva superare quello della malta di riferimento senza additivo per più del 30%.

BIBLIOGRAFIA
(1) V.B. Ratinov and T.I Rozemberg, Antifreezing Admixtures, in Chapter 8 of “Concrete Admixtures”, Editor V.S.Ramachandran, Noyes Publication, Second Edition, Park Ri- dge,(1995)
(2) M. Collepardi and V.S. Ramachandran, Effect of Admixtures, Proceedings of the 9th International Congress on the Chemistry of Cement, Vol.1, pp. 529-570, New Delhi, India, (1992)
(3) H. Kukko and I. Koshinen, RILEM Recommendations for Concreting in Cold Weather,
Technical Research Center of Finland, Research Notes 827, pp. 1-52,(1988)
(4) L. Kivekas and M. Leivo, Research and Use of Antifreze Admixtures in Finland, III International RILEM Symposium on Winter Concreting, pp.208-222, Expoo, Finland, (1985)

Gli additivi per calcestruzzo – Capitolo 4
4.3 ACCELERANTI DI INDURIMENTO
A differenza degli acceleranti di presa che vengono utilizzati in applicazioni molto particolari, gli acceleranti di indurimento hanno sempre presentato un interesse molto più generale in tutte le opere in calcestruzzo. L’interesse per questo tipo di additivi è sostanzialmente legato all’importanza del concetto di produttività. In sostanza, gli acceleranti di indurimento consentono di raggiungere in un tempo minore un determinato livello di resistenza meccanica quasi sempre posto come obiettivo da raggiungere alle brevi stagionature (1-3 giorni): questa resistenza meccanica iniziale può riguardare la scasseratura delle strutture e quindi un più rapido recupero delle casseforme, o anche un più celere avanzamento del lavoro se queste strutture debbono essere in qualche modo sollecitate per effetto del proprio peso (per esempio in una struttura a sbalzo) o dei pesi delle altre strutture (per esempio in un pilastro) o di carichi esterni (per esempio in una struttura che debba essere precompressa).
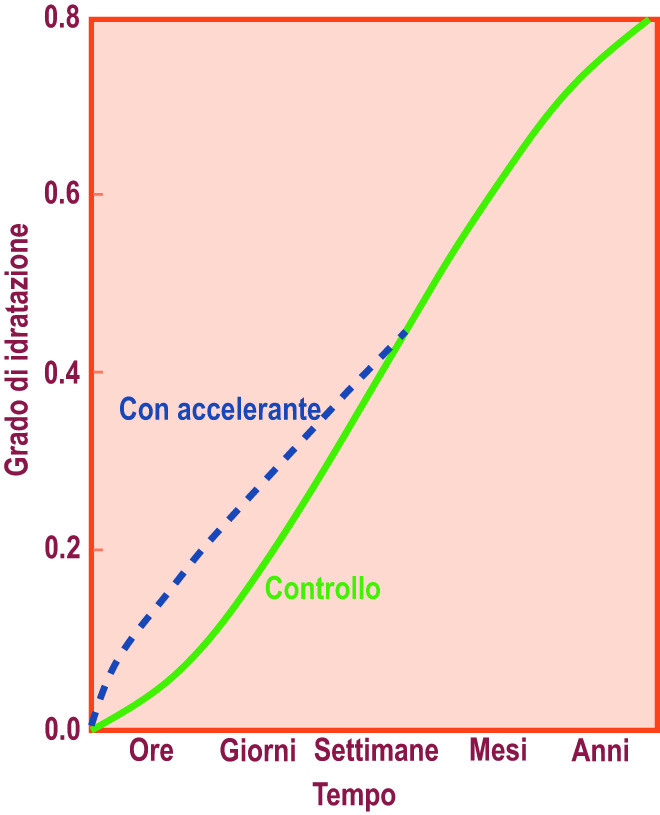
Qualunque sia la ragione per conseguire in un minor tempo l’obiettivo di una resistenza meccanica alle brevi stagionature, resta il fatto che gli acceleranti di indurimento, come del resto i ritardanti (Capitolo III), non vengono mai impiega- ti, come accade, invece, per i riduttori d’acqua (Capitolo II), al fine di migliorare la prestazione del calcestruzzo in servizio. Essi agiscono, in pratica, sul grado di idratazione (α) provocandone un più rapido aumento ai tempi brevi, ma lasciandone sostanzialmente immutato il valore a tempi relativamente lunghi (28 giorni) com’è schematicamente mostrato in Fig. 4.5.
Gli acceleranti di indurimento sono stati, forse, i primi additivi ad essere impiegati nel modificare il comportamento del calcestruzzo, fin da quando si è scoperto di e brevettato migliorare le (4) resistenze nel 1855 meccaniche che il cloruro di del calcestruzzo calcio soprattutto (CaCl2) era in alle grado brevi stagionature.
Poiché la positiva azione accelerante sull’idratazione del cemento, esercitata dai sali a base di cloruro, può essere accompagnata, se il cloruro supera certi limiti, da un effetto negativo sulla corrosione dei ferri d’armatura (6), è conveniente distinguere gli acceleranti di indurimento in:
- additivi a base di cloruro;
- additivi privi di cloruro.
4.3.1 ACCELERANTI DI INDURIMENTO A BASE DI CLORURO
L’effetto accelerante del cloruro di calcio, che è particolarmente richiesto nella stagione invernale quando per le basse temperature l’idratazione del ce- mento subisce un rallentamento iniziale, è stato per molto tempo sfruttato in passato ricorrendo anche a dosaggi relativamente elevati (6) del sale in forma di polvere (Fig. 4.6).
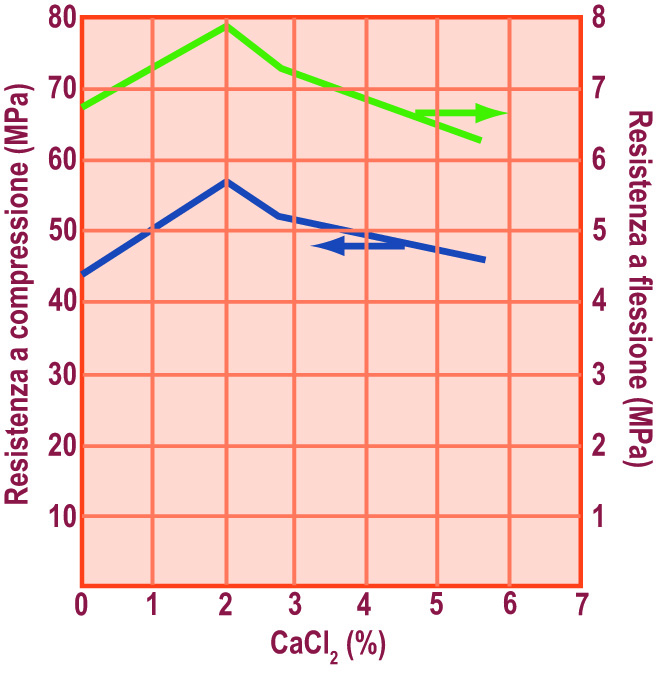
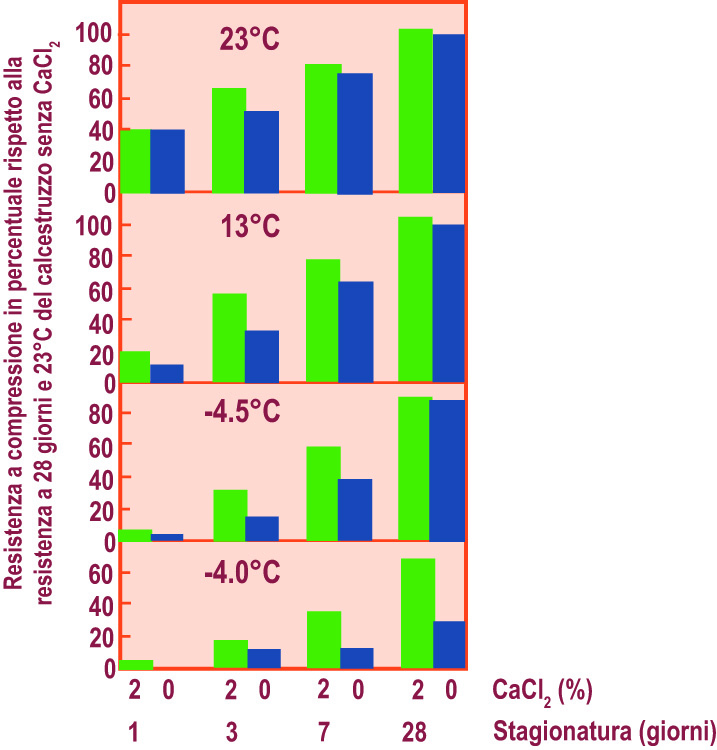
L’impiego resistenze del meccaniche CaCl2 al suo dosaggio ottimale (2%) provoca degli incrementi sostanziali soprattutto a 1 e 3 giorni, trascurabili a 7 giorni e praticamente assenti a 28 giorni, a meno che il calcestruzzo non debba essere stagionato a temperature molto basse prossime a 0°C (Fig. 4.7): in queste particolari condizioni, a causa del basso grado di idratazione anche a lunghe stagionature, l’effetto del cloruro di calcio si fa sentire positivamente fino a 28 giorni.
Utilizzando l’additivo in forma di polvere, soprattutto in coincidenza di mescolamenti non accurati in betoniera, si è talvolta determinato casualmente un’elevata concentrazione di sale in prossimità delle armature, con conseguente pericolo di corrosione dei ferri, promossa dalla presenza del cloruro, che in talune circostanze ha provocato anche improvvisi collassi delle strutture.
Tutto ciò ha portato gradualmente ad adottare i seguenti provvedimenti:
- impiegare additivi acceleranti in forma di sali pre-discolti in acqua per favorire una più omogenea distribuzione dell’additivo nel calcestruzzo;
- porre dei limiti nel contenuto dei cloruri negli additivi acceleranti;
- sviluppare nuovi additivi acceleranti esenti da cloruri.
Per quanto concerne il tenore di cloruro che al massimo può essere introdotto nel calcestruzzo (incluso quello proveniente dagli additivi o dagli altri ingredienti), la Tabella 4.4 riporta i limiti tollerati dalle norme americane (ACI) e da quelle europee (EN 206).
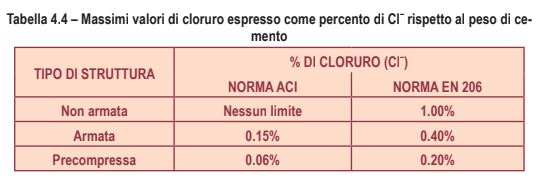
Come si può vedere, mentre nelle norme americane non esiste alcun limite nel tenore di cloruro per le strutture in calcestruzzo non armate (poiché si è recepito il principio che esso possa essere pericoloso solo nei confronti dei ferri di armatura), nelle norme europee, invece, si è assunto una linea di maggior prudenza ponendo un limite al contenuto di cloruro anche in assenza di ferri di armatura. Nel caso delle strutture armate e precompresse, invece, il tenore massimo di cloruro è più limitato nelle norme americane che in quelle europee.
Va segnalato, infine, che, in presenza di armature tese nelle strutture precompresse, il limite nel tenore di cloruro deve essere più severo per tener conto del fatto che l’eventuale azione corrosiva indotta dai cloruri, diventa più pericolosa se i ferri sono sottoposti ad una permanente ed elevata sollecitazione di trazione (stress corrosion).
In vista di queste limitazioni, il cloruro è stato fortemente ridotto o addirittura eliminato nelle formulazioni di acceleranti per calcestruzzo, ed i produttori che ne fanno uso debbono comunque dichiararne la percentuale presente nell’additivo per evitare che nel confezionamento del calcestruzzo vengano superati i limiti massimi riportati nella Tabella 4.4.
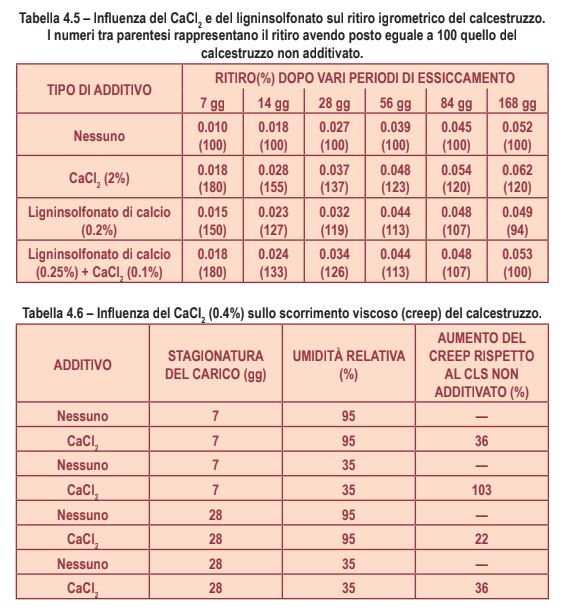
In realtà, oltre ai potenziali effetti negativi del cloruro sulla corrosione dei ferri, occorre tener conto anche che il cloruro, da solo o in combinazione con altri ingredienti come per esempio il ligninsolfonato per produrre riduttori d’acqua di tipo accelerante, può far aumentare tanto il ritiro igrometrico (soprattutto alle brevi stagionature), quanto lo scorrimento viscoso com’è mostrato dai dati riportati rispettivamente nelle Tabelle 4.5 e 4.6.
4.3.2 ACCELERANTI DI INDURIMENTO PRIVI DI CLORURO
Molti prodotti sono stati provati al fine di trovare un accelerante che non presentasse i rischi di corrosione del cloruro di calcio nei confronti dei ferri delle strutture armate. Alcuni di essi sono in pratica impiegati per formulare additivi acceleranti, ma nessuno presenta le caratteristiche del cloruro di calcio e soprattutto il suo basso costo. Tra i prodotti normalmente impiegati i più diffusi sono la ma molti trietanolammina, altri sali, quali per N(CHesempio 2-CH2-OH)il nitrato 3 ed il formiato di calcio, di calcio (7), il Ca(HCOO)fluoruro di sodio 2, (8), il tiosolfato di potassio (9), ecc. possono essere impiegati. L’azione accelerante della maggior parte degli elettroliti si esplica sull’idratazione dei silicati e del C3S in particolare (10-13).
La trietanolammina è particolarmente usata come coadiuvante di macinazione ed essa è quindi molto spesso presente come additivo per cementi. Essa entra, inoltre, in molte formulazioni di fluidificanti per calcestruzzi al fine di controbilanciare l’azione ritardante di qualche altro prodotto (Tabella 2.3). Il dosaggio della trietanolammina difficilmente supera il valore di 0.1% rispetto alla massa di cemento. La trietanolammina agisce da accelerante sull’idratazione del C3A sia favorendo la formazione di alluminati idrati esagonali, sia promuovendone la conversione nell’idrato cubico; in presenza di gesso la trietanolammina accelera la produzione di ettringite come anche la trasformazione di questa in monosolfoalluminato. La trietanolammina ritarda l’idratazione del C3S allungando il periodo di induzione, fa aumentare il rapporto molecolare CaO/SiO2 del C-S-H e favorisce la produzione di idrossido di calcio amorfo. L’azione della trietanolammina, quindi, risulta, complessivamente accelerante dell’indurimento se il suo dosaggio è di circa 0.025%, mentre è di tipo ritardante con un dosaggio superiore a 0.06% (9). E’ probabile che i dosaggi più elevati ritardino eccessivamente l’idratazione del C3S.
Il formiato di calcio agisce da accelerante di indurimento oltre che di presa quando viene aggiunto in misura di qualche percento rispetto alla massa di cemento. L’azione accelerante del formiato di calcio è simile a quella di molti altri elettroliti. Esso, infatti, agisce sostanzialmente da accelerante nei confronti del C3S (10,12,14), sebbene formi un sale complesso con il C3A, come il C3A•Ca(HCOO)2•xH2O, simile al monosolfoalluminato idrato. Il maggior limite all’impiego del formiato di calcio consiste nel costo relativamente elevato per il suo dosaggio (1-3%), oltre che nella sua limitata solubilità in acqua che ne impedisce un impiego come additivo sotto forma di soluzione acquosa: esso, pertanto, deve essere impiegato sotto forma di polvere da sciogliere preliminarmente nell’acqua d’impasto per il calcestruzzo.