Il nuovo calcestruzzo – Il degrado delle strutture in calcestruzzo armato
10.2.1 CORROSIONE PROMOSSA DALLA CARBONATAZIONE.
L’aria – ed in particolare l’anidride carbonica, l’ossigeno e l’umidità in essa contenuti – può provocare la corrosione delle armature metalliche a seguito di un fenomeno denominato carbonatazione. In realtà, il ruolo dell’anidride carbonica (CO2) è quello di un complice, mentre i veri killer nei confronti dei ferri sono l’ossigeno e l’umidità contenuti nell’aria, come è mostrato nel processo [10.1].
")
Fig. 10.2 – Ferri nel calcestruzzo: situazione di passività (assenza di carbonatazione)
Inizialmente nel calcestruzzo si stabiliscono, per lo sviluppo di Ca(OH)2 a seguito della idratazione del cemento secondo la reazione [3.3] (§ 3.5; 3.6), condizioni di forte basicità (pH>13) particolarmente favorevoli alla buona conservazione delle armature metalliche; in queste condizioni, infatti, sul ferro si forma un film di ossido ferrico impermeabile e adesivo al substrato metallico (Fig. 10.2). In questa situazione (detta di passività) la pellicola impermeabile di ossido impedisce all’ossigeno ed all’umidità di arrivare al ferro metallico che si trova sotto il film impermeabile e pertanto impedisce la formazione di ruggine secondo lo schema del processo [10.1].Quando però la zona di calcestruzzo che protegge i ferri (copriferro) è completamente penetrata dall’anidride carbonica, la situazione cambia radicalmente.Infatti, l’anidride carbonica annulla la basicità a seguito del processo di carbonatazione che consiste nella trasformazione della calce in carbonato di calcio:![]() A seguito della neutralizzazione della calce, per effetto della reazione [10.2], il pH scende a valori di circa 9 ed il ferro, già a pH minori di 11, perde la sua passività (depassivazione), cioè è in grado di subire la corrosione (Fig. 10.3) secondo l’equazione [10.1]. In sostanza, il film di ossido inizialmente protettivo (per la sua impermeabilità all’ossigeno ed all’acqua) diventa poroso ed incoerente se il pH scende sotto 11 e non è più in grado di bloccare l’accesso dell’ossigeno e dell’umidità al
A seguito della neutralizzazione della calce, per effetto della reazione [10.2], il pH scende a valori di circa 9 ed il ferro, già a pH minori di 11, perde la sua passività (depassivazione), cioè è in grado di subire la corrosione (Fig. 10.3) secondo l’equazione [10.1]. In sostanza, il film di ossido inizialmente protettivo (per la sua impermeabilità all’ossigeno ed all’acqua) diventa poroso ed incoerente se il pH scende sotto 11 e non è più in grado di bloccare l’accesso dell’ossigeno e dell’umidità al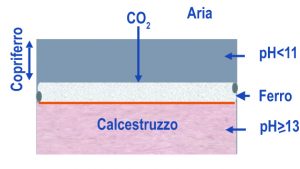
Fig. 10.3 – Ferri nel calcestruzzo: perdita di passività per carbonatazione di tutto il copriferro
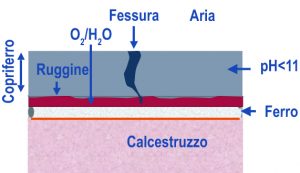
Fig. 10.4 – Ferri nel calcestruzzo: corrosione dei ferri e copriferro fessurato

Fig. 10.5 – Struttura in calcestruzzo armato con espulsione del copriferro a seguito della formazione di ruggine (più voluminosa dell’acciaio) sulla superficie delle armature metalliche
substrato metallico (Fig. 10.4). In queste condizioni a seguito della trasformazione del ferro in ruggine (circa 6-7 volte più voluminosa del metallo) il copriferro viene prima fessurato (Fig. 10.4) e quindi espulso (Fig. 10.5).La carbonatazione, di per sé, non danneggia il calcestruzzo e neppure danneggia direttamente i ferri di armatura. Essa crea solo le condizioni favorevoli al processo di corrosione da parte dell’ossigeno e dell’umidità (M. Collepardi, R. Fratesi, G. Moriconi, C. Branca, S. Simoncini, “L’influenza della carbonatazione sulla corrosione dei ferri nel calcestruzzo armato”, Giornate AICAP’89, Napoli 4-6 maggio (1989), disponibile su www.encosrl.it ? Pubblicazioni scientifiche ? Corrosione e protezione delle armature nelle strutture in c.a. e c.a.p. ? Articolo N. 7).In altre parole, un calcestruzzo armato conservato in un ambiente di pura CO2 potrà subire una completa carbonatazione del copriferro senza, però, alcun rischio di corrosione per le armature metalliche a causa della mancanza dei prodotti (H2O, O2) che alimentano la trasformazione di ferro metallico in ruggine secondo il processo [10.1]. Ciò non toglie che la velocità con cui la CO2 penetra nel calcestruzzo sia di grande importanza nel determinare il tempo durante il quale il copriferro protegge i ferri di armatura dalla corrosione.La velocità con cui il fronte della carbonatazione avanza nel copriferro segue una legge del tipo:![]() dove x è lo spessore di calcestruzzo penetrato dalla CO2 al tempo t, e K è una costante che dipende dalla qualità del calcestruzzo, in particolare dal rapporto a/c oltre che dal tipo e classe di cemento, ma anche dall’UR dell’aria raggiungendo il valore massimo a circa 60-70% di UR.Lo spessore carbonatato x è determinabile spruzzando una soluzione di fenolftaleina (che cambia colore se il pH è sopra o sotto 11) sulla superficie di frattura di un provino di calcestruzzo esposto all’aria, e registrando la variazione di colore da rosso a grigio come è mostrato in Fig. 10.6 (M. Collepardi, “Analisi del calcestruzzo in laboratorio”, Atti della Conferenza: Durabilità del Calcestruzzo. Lugano, Novembre (1986), disponibile su www.encosrl.it ? Pubblicazioni scientifiche ? Degrado, durabilità e restauro delle strutture in calcestruzzo ? Articolo N.12). La zona bassa del provino – a pH >11 perché non carbonatata – si colora in rosso mentre lo spessore della zona grigia superiore – a pH <11 in quanto carbonatata – rappresenta x nell’equazione [10.3] al tempo t; facendo più determinazioni di x a tempi t diversi si può calcolare K (Tabella 10.2) dalla pendenza della retta x contro ?t (Fig. 10.7).La Fig. 10.8 mostra l’applicazione del test alla fenolftaleina in una struttura le cui armature sono immerse in un calcestruzzo carbonatato: questo tipo di test consente di stabilire lo spessore di calcestruzzo carbonatato da rimuovere e sostituire con una nuova malta in fase di restauro.
dove x è lo spessore di calcestruzzo penetrato dalla CO2 al tempo t, e K è una costante che dipende dalla qualità del calcestruzzo, in particolare dal rapporto a/c oltre che dal tipo e classe di cemento, ma anche dall’UR dell’aria raggiungendo il valore massimo a circa 60-70% di UR.Lo spessore carbonatato x è determinabile spruzzando una soluzione di fenolftaleina (che cambia colore se il pH è sopra o sotto 11) sulla superficie di frattura di un provino di calcestruzzo esposto all’aria, e registrando la variazione di colore da rosso a grigio come è mostrato in Fig. 10.6 (M. Collepardi, “Analisi del calcestruzzo in laboratorio”, Atti della Conferenza: Durabilità del Calcestruzzo. Lugano, Novembre (1986), disponibile su www.encosrl.it ? Pubblicazioni scientifiche ? Degrado, durabilità e restauro delle strutture in calcestruzzo ? Articolo N.12). La zona bassa del provino – a pH >11 perché non carbonatata – si colora in rosso mentre lo spessore della zona grigia superiore – a pH <11 in quanto carbonatata – rappresenta x nell’equazione [10.3] al tempo t; facendo più determinazioni di x a tempi t diversi si può calcolare K (Tabella 10.2) dalla pendenza della retta x contro ?t (Fig. 10.7).La Fig. 10.8 mostra l’applicazione del test alla fenolftaleina in una struttura le cui armature sono immerse in un calcestruzzo carbonatato: questo tipo di test consente di stabilire lo spessore di calcestruzzo carbonatato da rimuovere e sostituire con una nuova malta in fase di restauro.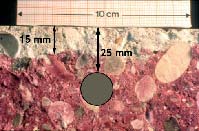
Fig. 10.6 – Carbonatazione parziale del copriferro: la parte colorata in rosso non è stata penetrata dalla CO2
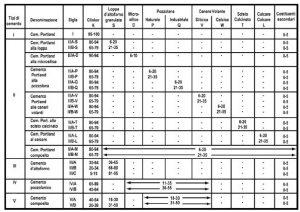
Tabella 10.2 – Valori esemplifi cativi di K per la carbonatazione in funzione del rapporto a/c in un calcestruzzo con cemento CEM IIA-L 32.5N, con UR = 65%
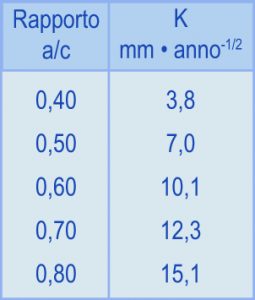
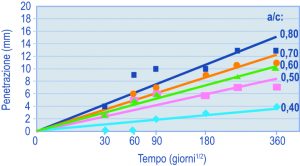
Fig. 10.7 – Spessore di calcestruzzo penetrato dalla CO2 (x) in funzione del tempo (t) di esposizione all’aria, con cemento CEM IIA-L 32.5N e con UR = 65%

Fig. 10.8 – Applicazione del test alla fenolfraleina sulla struttura in sito
Come ci si può difendere dalla corrosione promossa dalla carbonatazione? Sostanzialmente con due accorgimenti:a) ridurre il rapporto a/c, perché questa riduzione rende la matrice cementizia meno porosa (§ 8.5), più compatta e quindi meno penetrabile tanto dal complice (CO2) quanto dai due killer (O2 e H2O);b) aumentare lo spessore del copriferro;c) impiegare acciaio zincato più resistente alla corrosione da carbonatazione (R. Fratesi, G. Moriconi, L. Coppola, “The Infl uence of Steel Galvanization onRebars Behaviour in Concrete”, Proceedings of the “Fourth International Symposium on Corrosion of Reinforcement in Concrete Contruction”, pp. 630-641, Cambridge, U.K., Luglio (1996), disponibile su www.encosrl.it ? Pubblicazioni scientifiche ? Corrosione e protezione delle armature nelle strutture in c.a. e c.a.p.? Articolo N.16).I primi due accorgimenti trovano un riscontro quantitativo nelle normative attraverso l’imposizione di un vincolo, sia sul rapporto a/c sia sullo spessore di copriferro, come verrà mostrato più avanti (§ 11.2).Ci si potrebbe chiedere se nei calcestruzzi con parziale sostituzione del cemento Portland da parte di materiali pozzolanici o loppa -dove per effetto della reazione [3.4] è presente una minore quantità di calce (§ 3.6)- la velocità per neutralizzare la calce con il processo di carbonatazione aumenti rispetto ai corrispondenti calcestruzzi senza pozzolana o loppa. I risultati sperimentali indicano che la velocità di carbonatazione non cambia se si sostituisce parte del cemento Portland con cenere volante o loppa purché il confronto sia fatto tra calcestruzzi di pari resistenza meccanica (M. Collepardi, S. Collepardi, J.J. Ogoumah Olagot, F. Simonelli, “The infl uence of slag and fl y ash on the carbonation of concrete”, Proceedings of the CANMET-ACI International Conference on Fly Ash, Silica Fume, Slag and Natural Pozzolans, Las Vegas, USA, 2004, pp. 495- 506, disponibile su www.encosrl.it ? Pubblicazioni scientifi che ? Aggiunte Minerali per malte e calcestruzzi ? articolo N. 20; A. Borsoi, J.J. OgoumahOlagot, F. Simonelli e R. Troli; “ Infl uenza della resistenza meccanica del calcestruzzo sulla carbonatazione”, Enco Journal N.42, Settembre 2008, disponibilesu www.enco-journal.com ? Gli ultimi numeri ? Enco Journal N. 42).I risultati mostrati nella Tabella 10.3 mostrano la penetrazione dell’anidride carbonica in calcestruzzi con o senza sostituzione del cemento Portland da parte di cenere volante (25 %) o loppa (15-50%) di pari resistenza meccanica (compresa nell’intervallo di 40-45 MPa) esposti all’aria fi no a 360 giorni. In tutti i calcestruzzi la penetrazione, che è trascurabile a 1 mese (0.0-0.5 mm), raggiunge un valore compreso tra 5 e 7 mm dopo 1 anno. Questi risultati appaiono plausibili perché una pari resistenza meccanica dei calcestruzzi è sintomo di una pari porosità capillare della pasta cementizia (§ 8. 2) e quindi di una pari permeabilità (§ 8.4) dell’anidride carbonica nella matrice cementizia.
Tabella 10.3 – Carbonatazione di calcestruzzi con e senza cenere volante o loppa di pari resistenza meccanica a 28 giorni (Rcm28)

10.2.1.1 CALCOLO DELLA CARBONATAZIONE A LUNGO TERMINE
La velocità di carbonatazione è molto condizionata dalla umidità relativa (UR) ambientale: la carbonatazione procede molto lentamente in ambienti saturi di umidità con UR prossima a 100% o molto asciutti (UR < 20 %); la massima velocità di carbonatazione avviene in ambienti con UR tra 65% e 85% (P. Pedeferri e L.Bertolini, La durabilità del calcestruzzo armato”, Mc Graw Hill Italia, Milano, 2005). La variazione di UR durante l’esposizione delle strutture in calcestruzzo all’aria rende molto difficile prevedere la penetrazione di carbonatazione a causa della difficoltà a conoscere la “storia igrometrica” ambientale con UR variabile in funzione degli eventi atmosferici. In altre parole, la linearità della curva x contro t che appare nella equazione [10.3] e nei grafi ci della Fig. 10.7 si verifica solo in provini di calcestruzzo esposti in laboratorio con UR costante.Tuttavia, anche con questa limitazione, l’equazione [10.3] consente di prevedere con buona approssimazione quando il fronte della carbonatazione raggiungerà i ferri di armatura dopo aver penetrato interamente il copriferro di una struttura in calcestruzzo esposto all’aria in condizioni igrometriche variabili. Si supponga, per esempio, che attraverso la misura in situ mostrata in Fig. 10.8, si determini uno spessore di carbonatazione di 15 mm dopo 10 anni dalla costruzione dell’opera in calcestruzzo armato che presenta un copriferro di 25 mm come (Fig. 10.6). Sebbene non sia dato di conoscere la UR e la sua variazione nei primi 10 anni di vita di servizio della struttura, si può calcolare il coefficiente “medio“ di carbonatazione K che si è di fatto instaurato nell’arco della esposizione per 10 anni della struttura all’aria mediante l’equazione [10.3]:
x = K • ?t ? K = x/ ?t = 15 ?10 = 5 mm•anno-1/2
Quindi, anche ammettendo che la UR non sia rimasta costante durante i primi 10 anni di esposizione del calcestruzzo all’aria, in relazione alle variabili condizioniclimatiche ambientali, si può assumere che nel caso specifico il valore “medio” di K è eguale a 5 mm•anno-1/2. Inoltre, si può ragionevolmente assumere che nel restante periodo di esposizione all’aria, necessario per carbonatare tutto lo spessore di copriferro (25 mm), le condizioni igrometriche ambientali, ancorché variabili, saranno mediamente variabili come quelle dei primi 10 anni di vita di esercizio. Secondo questa ragionevole ipotesi, il K “medio” nel restante periodo per arrivare a carbonatare tutto il copriferro, si manterrà sullo stesso valore di 5 mm•?anno-1/2 registrato nei primi 10 anni. Con questa ipotesi il tempo t per carbonatare completamente il copriferro di 25 mm secondo la [10.3] sarà:
x = K•? t = 25 = 5? t ? t = (x/K)2 = (25/5)2 = 25 anni
Pertanto, tenendo conto che sono già trascorsi 10 anni per carbonatare i primi 15 mm di copriferro, il tempo residuo perché il fronte della carbonatazione arrivi ai ferri di armatura è di 25-10 = 15 anni.
Questa informazione, deducibile con una semplice rilevazione della carbonatazione del copriferro dopo un tempo noto dalla costruzione dell’opera, consente di stabilire razionalmente il tempo ancora a disposizione (nell’esempio specifico 15 anni) per intervenire con una eventuale azione di restauro prima che il fronte della carbonatazione raggiunga il copriferro, e quindi prima che l’armatura metallica sia depassivata (Fig. 10.3) con conseguente rischio di corrosione (Fig. 10.4). L’intervento di restauro (M.Collepardi, M.Corradi, S.M. Guella “Proprietà degli impasti cementizi per il consolidamento ed il ripristino strutturale di costruzioni ammalorate”, Atti delle Giornate AICAP, Venezia 1977, Pubblicato sul Notiziario AICAP pg.11,1978, disponibile su www.encosrl.it ? Pubblicazioni scientifiche ? Degrado, curabilità e restauro delle strutture in calcestruzzo ? Articolo N. 6) potrà consistere nella rimozione del copriferro completamente o parzialmente carbonatato e nel ripristino della condizione dipassività con l’applicazione di una malta in sostituzione del copriferro rimosso; in alternativa, prima che sia trascorsi 15 anni, si potrà proteggere la superficie della struttura in calcestruzzo con un rivestimento impermeabile all’aria e quindi alla CO2 , oltre che all’ossigeno e all’acqua.

Il nuovo calcestruzzo – La resistenza meccanica
9.3 RESISTENZA MECCANICA A COMPRESSIONE DEL CALCESTRUZZO
Secondo l’equazione di Powers [8.4], la resistenza meccanica a compressione di una pasta di cemento dipende, a parità di temperatura, da a/c e da ? (Fig. 9.1). Tuttavia, da un punto di vista pratico interessa di più la resistenza meccanica del calcestruzzo che è il vero materiale da costruzione. Inoltre, è dif?cile determinare il valore di ? in un sistema più complesso come il calcestruzzo.Pertanto i gra? ci delle Figure 9.2-9.7, che sono riferiti alla Rc del calcestruzzo, vengono espressi in funzione di a/c, del tempo di stagionatura (solitamente 1-3-7-28 giorni) e della classe di resistenza del cemento. Val la pena di ricordare (§ 8.2) che il tempo di stagionatura e la classe di resistenza del cemento in?uenzano, entrambi, il grado di idratazione ?. Nelle Figure 9.2-9.7 vengono mostrate le resistenze meccaniche a compressione (Rc ) per i calcestruzzi confezionati con cementi di classe da 32.5N a 52.5R, misurate alle varie stagionature (da 1 a 28 giorni) alla temperatura di 20°C.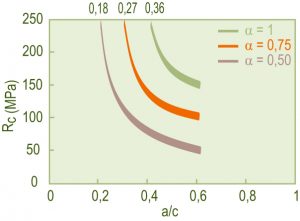 Fig. 9.1 – In?uenza del rapporto a/c sulla resistenza meccanica a compressione (Rc) della pasta di cemento secondo PowersLe correlazioni Rc – a/c delle Figure 9.2-9.7 si riferiscono, come avviene in pratica per la misura di resistenza sui provini di calcestruzzo, a conglomerati sottoposti a compattazione a ri?uto, cioè con il massimo grado di compattazione possibile, cioè con gc=1 (§ 6.5). Infatti, in assenza di questa precisa prescrizione, il risultato potrebbe essere in?uenzato, in modo signi?cativo ma aleatorio, dal grado di compattazione, cioè dalla presenza di macrovuoti (§ 8.1) residui nel calcestruzzo per difetto di costipazione (aria intrappolata). In altre parole, due operatori che costipassero in modo diverso il calcestruzzo fresco otterrebbero risultati diversi nella resistenza meccanica e più bassi dove è minore il grado di compattazione, cioè dove è maggiore il volume di aria intrappolata. Rimane il fatto, ovviamente, che la resistenza meccanica del calcestruzzo in opera potrà risultare tanto inferiore a quella del provino quanto minore è il grado di compattazione del calcestruzzo in opera rispetto a quella del calcestruzzo nel provino. Per ridurre questa differenza occorre impiegare calcestruzzi di maggior classe di consistenza cioè più lavorabili grazie all’impiego di additivi super?uidi?canti (§ 13.12.1) e quindi meno dipendenti dalla cura adottata nel compattare il calcestruzzo (§ 6.5).
Fig. 9.1 – In?uenza del rapporto a/c sulla resistenza meccanica a compressione (Rc) della pasta di cemento secondo PowersLe correlazioni Rc – a/c delle Figure 9.2-9.7 si riferiscono, come avviene in pratica per la misura di resistenza sui provini di calcestruzzo, a conglomerati sottoposti a compattazione a ri?uto, cioè con il massimo grado di compattazione possibile, cioè con gc=1 (§ 6.5). Infatti, in assenza di questa precisa prescrizione, il risultato potrebbe essere in?uenzato, in modo signi?cativo ma aleatorio, dal grado di compattazione, cioè dalla presenza di macrovuoti (§ 8.1) residui nel calcestruzzo per difetto di costipazione (aria intrappolata). In altre parole, due operatori che costipassero in modo diverso il calcestruzzo fresco otterrebbero risultati diversi nella resistenza meccanica e più bassi dove è minore il grado di compattazione, cioè dove è maggiore il volume di aria intrappolata. Rimane il fatto, ovviamente, che la resistenza meccanica del calcestruzzo in opera potrà risultare tanto inferiore a quella del provino quanto minore è il grado di compattazione del calcestruzzo in opera rispetto a quella del calcestruzzo nel provino. Per ridurre questa differenza occorre impiegare calcestruzzi di maggior classe di consistenza cioè più lavorabili grazie all’impiego di additivi super?uidi?canti (§ 13.12.1) e quindi meno dipendenti dalla cura adottata nel compattare il calcestruzzo (§ 6.5).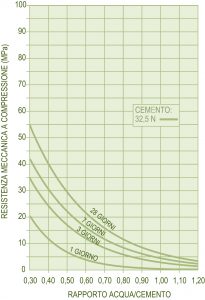
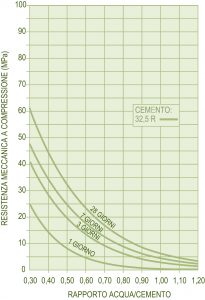 Fig. 9.2 – Resistenza a compressione in funzione del rapporto a/c a diverse stagionature per i cementi di classe 32.5NFig. 9.3 – Resistenza a compressione in funzione del rapporto a/c a diverse stagionature per i cementi di classe 32.5R
Fig. 9.2 – Resistenza a compressione in funzione del rapporto a/c a diverse stagionature per i cementi di classe 32.5NFig. 9.3 – Resistenza a compressione in funzione del rapporto a/c a diverse stagionature per i cementi di classe 32.5R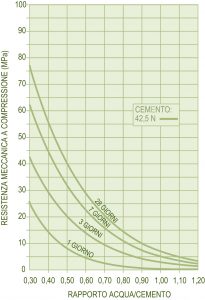
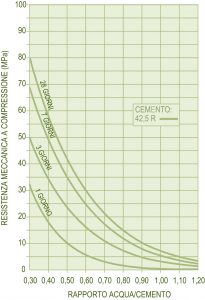 Fig. 9.4 – Resistenza a compressione in funzione del rapporto a/c a diverse stagionature per i cementi di classe 42.5NFig. 9.5 – Resistenza a compressione in funzione del rapporto a/c a diverse stagionature per i cementi di classe 42.5R
Fig. 9.4 – Resistenza a compressione in funzione del rapporto a/c a diverse stagionature per i cementi di classe 42.5NFig. 9.5 – Resistenza a compressione in funzione del rapporto a/c a diverse stagionature per i cementi di classe 42.5R 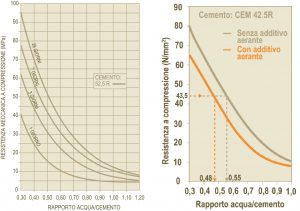 Fig. 9.6 – Resistenza a compressione in funzione del rapporto a/c a diverse stagionature per i cementi di classe 52.5NFig. 9.7 – Resistenza a compressione in funzione del rapporto a/c a diverse stagionature per i cementi di classe 52.5RAnche l’aria inglobata, pari a 4-6% in volume del calcestruzzo, cioè quella in forma di microbolle (Fig. 8.3) generate da un additivo aerante intenzionalmente aggiunto per produrre calcestruzzi resistenti al ghiaccio (§ 13.4), può provocare una diminuzione di resistenza meccanica che può essere prevista assumendo un calo di Rc di circa il 20% nel calcestruzzo con additivo aerante rispetto a quello privo di additivo aerante (Fig. 9.8): a parità di Rc richiesta (per es. 43,5 MPa) il rapporto a/c, che per un calcestruzzo senza aerante potrebbe essere 0,55, viene ridotto a 0,48 (Fig. 9.8) per compensare la caduta di resistenza provocata dalle microbolle di aria. In altre parole, non esiste alcun problema pratico nel prescrivere e produrre un calcestruzzo con una determinata Rc e resistente ai cicli di gelo-disgelo (e quindi con microbolle d’aria) purché si riduca adeguatamente il rapporto a/c come mostrato in Fig. 9.8.
Fig. 9.6 – Resistenza a compressione in funzione del rapporto a/c a diverse stagionature per i cementi di classe 52.5NFig. 9.7 – Resistenza a compressione in funzione del rapporto a/c a diverse stagionature per i cementi di classe 52.5RAnche l’aria inglobata, pari a 4-6% in volume del calcestruzzo, cioè quella in forma di microbolle (Fig. 8.3) generate da un additivo aerante intenzionalmente aggiunto per produrre calcestruzzi resistenti al ghiaccio (§ 13.4), può provocare una diminuzione di resistenza meccanica che può essere prevista assumendo un calo di Rc di circa il 20% nel calcestruzzo con additivo aerante rispetto a quello privo di additivo aerante (Fig. 9.8): a parità di Rc richiesta (per es. 43,5 MPa) il rapporto a/c, che per un calcestruzzo senza aerante potrebbe essere 0,55, viene ridotto a 0,48 (Fig. 9.8) per compensare la caduta di resistenza provocata dalle microbolle di aria. In altre parole, non esiste alcun problema pratico nel prescrivere e produrre un calcestruzzo con una determinata Rc e resistente ai cicli di gelo-disgelo (e quindi con microbolle d’aria) purché si riduca adeguatamente il rapporto a/c come mostrato in Fig. 9.8.
9.4 RESISTENZA CARATTERISTICA (Rck)
Nelle Norme Tecniche per le Costruzioni emanate con il DM del 14 Gennaio 2008 (Appendice IV), è esplicitamente evidenziato che il Direttore dei Lavori deve procedere al prelievo dei campioni necessari per le prove di accettazione da eseguire in un laboratorio autorizzato dal Ministero delle Infrastrutture e dei Trasporti. Il prelievo dei provini deve essere eseguito dal Direttore dei Lavori o da un tecnico di sua ?ducia.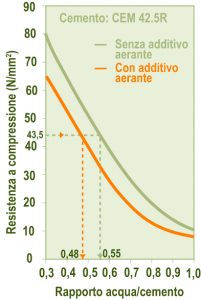 Fig. 9.8 – Resistenza a compressione a 28 giorni per calcestruzzi confezionati con CEM 42.5R in assenza ed in presenza di additivo aeranteLe prove di accettazione consistono nella misura della resistenza caratteristica Rck . Infatti, in ottemperanza alla legge N° 1086 del 1971 sui calcestruzzi armati (c.a.) e precompressi (c.a.p.), fu introdotto in Italia il concetto di resistenza caratteristica (Rck) in luogo di una generica resistenza a compressione mediata dai valori dei singoli prelievi tutti riferiti a 28 giorni*:Rcm28 = ? Rci28/ndove Rci28 è il valore di resistenza meccanica a compressione, a 28 giorni ottenuta nel prelievo iesimo (media di due provini) maturato in condizioni standard (a 20°C con UR ? 95%), ed Rcm28 è il valore medio a 28 giorni. Il valore di Rcm28 è riportato nei gra? ci delle Figure 9.2 – 9.7 sulle curve “28 giorni”.*. Se si impiegano provini cilindrici i simboli adottati diventano fcm28 ed fck in luogo di Rcm28 ed Rck.Con l’avvento della legge N° 1086, occorre far riferimento non più alla Rcm28 ma ad una resistenza caratteristica (Rck), più bassa, ottenuta penalizzando di un certo valore (K?s) il valore di Rcm28 :Rck = Rcm28 * K * sdove K è un valore ?ssato dal Ministero delle Infrastrutture e dei Trasporti nelle Norme Tecniche per le Costruzioni (Appendice IV) e vale 1,4 ed s è lo scarto quadratico medio così calcolato:s = ? [ ? (Rcm28 – Rci28)² / (n-1)]La differenza (Rcm28 – Rci28) rappresenta lo scarto tra valor medio e valore individuale nel prelievo iesimo. In una produzione di calcestruzzo dove tutti i prelievi fossero tra loro coincidenti (e quindi anche eguali al valor medio) il valore di s nell’equazione [9.4] si annullerebbe ed il valore di Rck calcolato con la [9.3] coinciderebbe con Rcm28: in altre parole non ci sarebbe alcuna penalizzazione; in realtà s assume valori di circa 2-3 MPa in laboratorio (dove pure è possibile lavorare con buona riproducibilità di risultati da un impasto all’altro), di circa 3-4 MPa in una centrale di betonaggio che esercita un buon controllo di qualità soprattutto sull’umidità degli inerti (§ 4.4), e di circa 5-7 MPa in una centrale da media a mediocre nel controllo della qualità.Appare evidente che quanto migliore è il controllo in fase produttiva, tanto minore è lo scarto quadratico medio s dell’equazione [9.4] e tanto minore è la penalizzazione K?s nell’equazione [9.3] che occorre adottare per il calcolo della Rck. In pratica, un produttore di calcestruzzo, ?ssata una certa Rck in base al progetto strutturale dell’opera, e noto il valore di s della speci?ca centrale dibetonaggio dove il calcestruzzo verrà prodotto, si pone come obiettivo il raggiungimento di una Rcm28 in grado di soddisfare la disequazione [9.5]:Rcm28 > Rck + (K*s)In altre parole se il valore di s su un impianto produttivo è di 5 MPa, a fronte di una richiesta del progettista di Rck = 25 MPa occorre garantire almeno una Rcm28 di 25 + 1,4 · 5 = 32 MPa. Ovviamente valori maggiori di 32 MPa per Rcm28 soddisfano ancor meglio la disequazione [9.5].A maggior garanzia della sicurezza dell’opera è richiesto anche che il minimo valore di resistenza meccanica (Rcmin28) tra tutti i singoli prelievi (Rci28) debba soddisfare la disequazione [9.6]:Rcmin28 > Rck – 3,5 MPaCiò significa che per un dato valore di Rck (per es. 25 MPa) nessun prelievo dovrà risultare minore di 21,5 MPa in base alla disequazione [9.6]. Se ciò dovesse avvenire (per es. Rcmin28 = 16,5 MPa) la Rck dovrà essere declassata da 25 MPa a 20 MPa per soddisfare oltre alla disequazione [9.5] anche la disequazione [9.6]. Ciò comporterà ovviamente che, a fronte di una Rck più bassa (20 contro 25 MPa) il progettista si esprima sulla opportunità o meno di provvedere a lavori supplementari sull’opera per compensare la riduzione di Rck o addirittura di abbattere la struttura in caso di gravi deficienze strutturali per la minor classe di resistenza del calcestruzzo. In ogni caso, l’impresa potrà avvalersi di uno sconto sulla fornitura del calcestruzzo preconfezionato a seguito del declassamento del materiale, oltre ad attribuire al fornitore le eventuali spese di consolidamento o di rifacimento della struttura.La disequazione [9.5] prevede due applicazioni che vanno sotto il nome di controllo di tipo A e controllo di tipo B. Secondo le Norme Tecniche per le Costruzioni del DM del 14 Gennaio 2008 il controllo di tipo A può essere adottato solo per opere con un volume di calcestruzzo omogeneo non superiore a 1500 m3. Se il controllo è di tipo A, indipendentemente dal valore dello scarto quadratico medio (s), si assume che il valore di K • s sia eguale a 3,5 MPa e la [9.5] diventa:Rc28 > Rck + 3,5 MPaIl controllo di tipo A può essere applicato solo se il volume di calcestruzzo omogeneo di un’opera non superi 1500 m3 di calcestruzzo e, per il controllo della Rck , si richiede almeno un prelievo ogni 100 m3 di calcestruzzo e/o per giorno di getto. Vale inoltre la disequazione [9.6] per quanto attiene il valore minimo di resistenza (Rcmin28).Il controllo statistico di tipo B può essere applicato indipendentemente dal volume di calcestruzzo ma diventa obbligatorio se il volume supera 1500 m3. Anche per questo tipo di controllo il valore minimo della resistenza non deve essere inferiore al valore caratteristico per più di 3,5 MPa secondo la disequazione [9.6].Nell’Appendice III è mostrato a titolo di esempio come si calcola Rck secondo il tipo di controllo A oppure B.Nel DM del 14/01/2008 (Appendice IV) sono previste classi di resistenze Cfck/Rck variabili da C8/10 fino a C90/105 (Tabella 9.1) dove fck è la resistenza caratteristica misurata su provini cilindrici (rapporto altezza/diametro = 2) ed Rck è determinata su provini cubici. Nella Tabella 9.2 sono mostrati i valori della classe di resistenza Cfck/Rck minima in funzione della destinazione.Per strutture progettate con classi di resistenza superiori a C45/55, la resistenza caratteristica e tutte le grandezze meccaniche e fisiche che hanno influenza sulla resistenza e durabilità del conglomerato devono essere accertate prima dell’inizio dei lavori tramite un’apposita sperimentazione preventiva e la produzione deve seguire specifiche procedure per il controllo di qualità.Per strutture in calcestruzzo armato o precompresso con classe di resistenza superiore a C(70/85) occorre l’autorizzazione del Servizio Tecnico Centrale su parere del Consiglio Superiore dei Lavori Pubblici (Tabella IV/2 nell’Appendice IV, Paragrafo E). Secondo il DM del 14 Gennaio del 2008 nelle Norme Tecniche per le Costruzioni (NTC) sono previsti tre tipi di Rck che verranno esaminati in dettaglio nel paragrafo G2 dell’Appendice IV:• la resistenza caratteristica “progettuale” (Rck prog) indica quella indicata nel progetto;• la resistenza caratteristica “potenziale” (Rck pot) indica la resistenza caratteristica determinata sui provini cubici prelevati in corso d’opera per il controllo di accettazione della fornitura del calcestruzzo e sottoposti a completa compattazione con gc = 1 (§ 6.5) e stagionati a umido per 28 giorni (§ 15.3);• la resistenza caratteristica “strutturale” (Rck strutt ) indica la resistenza caratteristica (cubica*) del calcestruzzo dentro la struttura messa in opera determinata dal DL o dal Collaudatore per schiacciamento delle carote o mediante prove non distruttive (Capitolo XXVI).Secondo il § 11.2.5 delle NTC perché il calcestruzzo fornito sia accettabile occorre che la sua resistenza caratteristica sia almeno eguale a quella prescritto dal Progettista e sia quindi rispettata la seguente condizione:Rck pot ? Rck prog [9.8]Inoltre, poiché il calcestruzzo messo in opera non può essere completamente compattato e accuratamente stagionato come i provini destinati alla determinazione della Rck pot si ammette che la Rck strutt sia inferiore a quella prescritta nel progetto (Rck prog). Tuttavia non è tollerato che la Rck strutt sia inferiore dell’85% della Rck prog :Rck strutt ? 0,85 • Rck prog [9.9]Per fare solo un esempio, se la resistenza caratteristica prescritta nel progetto (Rck prog) è 30 MPa, secondo la [9.9] deve essere garantita una resistenza caratteristica cubica delle carote estratte dalla struttura di almeno 0,85 • 30 = 25,5 MPa. Questa condizione, determinata dalle NTC del 2008 comporta che l’Impresa non ri-aggiunga acqua al calcestruzzo giunto sul cantiere (§ 5.4), checompatti il calcestruzzo fresco con un grado di compattazione (gc) che non sia inferiore a 0,97 (§ 6.5), e che protegga la superficie della struttura scasserata per evitare un arresto del processo di idratazione dovuto all’evaporazione dell’acqua (§ 15.3). Per l’Impresa si tratta in sostanza di rispettare le regole del ben costruire, non genericamente definite “a regola d’arte”, ma quantificate matematicamente con l’equazione [9.9] controllate in corso d’opera dal Direttore dei Lavori e verificate al termine della costruzione dal Collaudatore. Per approfondire questo argomento si legga l’Appendice IV.9.5 RESISTENZA MECCANICA A FLESSIONE ED A TRAZIONELa resistenza meccanica a flessione ed a trazione dipendono, oltre che dal rapporto a/c e dal grado di idratazione ? (quindi dal tempo e dalla classe di resistenza del cemento), anche dal tipo di inerte che gioca invece un ruolo meno importante nella resistenza a compressione. Nella Fig. 9.9 è mostrato, esemplificativamente per un cemento CEM 42.5R ed al tempo di 28 giorni, la dipendenza di Rf (valore medio) in funzione di a/c per calcestruzzi confezionati con inerte alluvionale (tondeggiante e liscio) o con inerte di frantumazione, irregolare e ruvido (§ 4.1).Come si può notare, la Fig. 9.9 mostra due distinte curve di correlazione Rf – a/c a seconda dell’inerte impiegato, mentre nella Fig. 9.10 è mostrata un’unica curva di correlazione tra Rcm28 ed a/c indipendentemente dall’inerte impiegato. Si può osservare che, a parità di a/c, il calcestruzzo presenta una maggiore Rf se l’inerte è di forma irregolare e di tessitura ruvida (cioè frantumato).
Fig. 9.8 – Resistenza a compressione a 28 giorni per calcestruzzi confezionati con CEM 42.5R in assenza ed in presenza di additivo aeranteLe prove di accettazione consistono nella misura della resistenza caratteristica Rck . Infatti, in ottemperanza alla legge N° 1086 del 1971 sui calcestruzzi armati (c.a.) e precompressi (c.a.p.), fu introdotto in Italia il concetto di resistenza caratteristica (Rck) in luogo di una generica resistenza a compressione mediata dai valori dei singoli prelievi tutti riferiti a 28 giorni*:Rcm28 = ? Rci28/ndove Rci28 è il valore di resistenza meccanica a compressione, a 28 giorni ottenuta nel prelievo iesimo (media di due provini) maturato in condizioni standard (a 20°C con UR ? 95%), ed Rcm28 è il valore medio a 28 giorni. Il valore di Rcm28 è riportato nei gra? ci delle Figure 9.2 – 9.7 sulle curve “28 giorni”.*. Se si impiegano provini cilindrici i simboli adottati diventano fcm28 ed fck in luogo di Rcm28 ed Rck.Con l’avvento della legge N° 1086, occorre far riferimento non più alla Rcm28 ma ad una resistenza caratteristica (Rck), più bassa, ottenuta penalizzando di un certo valore (K?s) il valore di Rcm28 :Rck = Rcm28 * K * sdove K è un valore ?ssato dal Ministero delle Infrastrutture e dei Trasporti nelle Norme Tecniche per le Costruzioni (Appendice IV) e vale 1,4 ed s è lo scarto quadratico medio così calcolato:s = ? [ ? (Rcm28 – Rci28)² / (n-1)]La differenza (Rcm28 – Rci28) rappresenta lo scarto tra valor medio e valore individuale nel prelievo iesimo. In una produzione di calcestruzzo dove tutti i prelievi fossero tra loro coincidenti (e quindi anche eguali al valor medio) il valore di s nell’equazione [9.4] si annullerebbe ed il valore di Rck calcolato con la [9.3] coinciderebbe con Rcm28: in altre parole non ci sarebbe alcuna penalizzazione; in realtà s assume valori di circa 2-3 MPa in laboratorio (dove pure è possibile lavorare con buona riproducibilità di risultati da un impasto all’altro), di circa 3-4 MPa in una centrale di betonaggio che esercita un buon controllo di qualità soprattutto sull’umidità degli inerti (§ 4.4), e di circa 5-7 MPa in una centrale da media a mediocre nel controllo della qualità.Appare evidente che quanto migliore è il controllo in fase produttiva, tanto minore è lo scarto quadratico medio s dell’equazione [9.4] e tanto minore è la penalizzazione K?s nell’equazione [9.3] che occorre adottare per il calcolo della Rck. In pratica, un produttore di calcestruzzo, ?ssata una certa Rck in base al progetto strutturale dell’opera, e noto il valore di s della speci?ca centrale dibetonaggio dove il calcestruzzo verrà prodotto, si pone come obiettivo il raggiungimento di una Rcm28 in grado di soddisfare la disequazione [9.5]:Rcm28 > Rck + (K*s)In altre parole se il valore di s su un impianto produttivo è di 5 MPa, a fronte di una richiesta del progettista di Rck = 25 MPa occorre garantire almeno una Rcm28 di 25 + 1,4 · 5 = 32 MPa. Ovviamente valori maggiori di 32 MPa per Rcm28 soddisfano ancor meglio la disequazione [9.5].A maggior garanzia della sicurezza dell’opera è richiesto anche che il minimo valore di resistenza meccanica (Rcmin28) tra tutti i singoli prelievi (Rci28) debba soddisfare la disequazione [9.6]:Rcmin28 > Rck – 3,5 MPaCiò significa che per un dato valore di Rck (per es. 25 MPa) nessun prelievo dovrà risultare minore di 21,5 MPa in base alla disequazione [9.6]. Se ciò dovesse avvenire (per es. Rcmin28 = 16,5 MPa) la Rck dovrà essere declassata da 25 MPa a 20 MPa per soddisfare oltre alla disequazione [9.5] anche la disequazione [9.6]. Ciò comporterà ovviamente che, a fronte di una Rck più bassa (20 contro 25 MPa) il progettista si esprima sulla opportunità o meno di provvedere a lavori supplementari sull’opera per compensare la riduzione di Rck o addirittura di abbattere la struttura in caso di gravi deficienze strutturali per la minor classe di resistenza del calcestruzzo. In ogni caso, l’impresa potrà avvalersi di uno sconto sulla fornitura del calcestruzzo preconfezionato a seguito del declassamento del materiale, oltre ad attribuire al fornitore le eventuali spese di consolidamento o di rifacimento della struttura.La disequazione [9.5] prevede due applicazioni che vanno sotto il nome di controllo di tipo A e controllo di tipo B. Secondo le Norme Tecniche per le Costruzioni del DM del 14 Gennaio 2008 il controllo di tipo A può essere adottato solo per opere con un volume di calcestruzzo omogeneo non superiore a 1500 m3. Se il controllo è di tipo A, indipendentemente dal valore dello scarto quadratico medio (s), si assume che il valore di K • s sia eguale a 3,5 MPa e la [9.5] diventa:Rc28 > Rck + 3,5 MPaIl controllo di tipo A può essere applicato solo se il volume di calcestruzzo omogeneo di un’opera non superi 1500 m3 di calcestruzzo e, per il controllo della Rck , si richiede almeno un prelievo ogni 100 m3 di calcestruzzo e/o per giorno di getto. Vale inoltre la disequazione [9.6] per quanto attiene il valore minimo di resistenza (Rcmin28).Il controllo statistico di tipo B può essere applicato indipendentemente dal volume di calcestruzzo ma diventa obbligatorio se il volume supera 1500 m3. Anche per questo tipo di controllo il valore minimo della resistenza non deve essere inferiore al valore caratteristico per più di 3,5 MPa secondo la disequazione [9.6].Nell’Appendice III è mostrato a titolo di esempio come si calcola Rck secondo il tipo di controllo A oppure B.Nel DM del 14/01/2008 (Appendice IV) sono previste classi di resistenze Cfck/Rck variabili da C8/10 fino a C90/105 (Tabella 9.1) dove fck è la resistenza caratteristica misurata su provini cilindrici (rapporto altezza/diametro = 2) ed Rck è determinata su provini cubici. Nella Tabella 9.2 sono mostrati i valori della classe di resistenza Cfck/Rck minima in funzione della destinazione.Per strutture progettate con classi di resistenza superiori a C45/55, la resistenza caratteristica e tutte le grandezze meccaniche e fisiche che hanno influenza sulla resistenza e durabilità del conglomerato devono essere accertate prima dell’inizio dei lavori tramite un’apposita sperimentazione preventiva e la produzione deve seguire specifiche procedure per il controllo di qualità.Per strutture in calcestruzzo armato o precompresso con classe di resistenza superiore a C(70/85) occorre l’autorizzazione del Servizio Tecnico Centrale su parere del Consiglio Superiore dei Lavori Pubblici (Tabella IV/2 nell’Appendice IV, Paragrafo E). Secondo il DM del 14 Gennaio del 2008 nelle Norme Tecniche per le Costruzioni (NTC) sono previsti tre tipi di Rck che verranno esaminati in dettaglio nel paragrafo G2 dell’Appendice IV:• la resistenza caratteristica “progettuale” (Rck prog) indica quella indicata nel progetto;• la resistenza caratteristica “potenziale” (Rck pot) indica la resistenza caratteristica determinata sui provini cubici prelevati in corso d’opera per il controllo di accettazione della fornitura del calcestruzzo e sottoposti a completa compattazione con gc = 1 (§ 6.5) e stagionati a umido per 28 giorni (§ 15.3);• la resistenza caratteristica “strutturale” (Rck strutt ) indica la resistenza caratteristica (cubica*) del calcestruzzo dentro la struttura messa in opera determinata dal DL o dal Collaudatore per schiacciamento delle carote o mediante prove non distruttive (Capitolo XXVI).Secondo il § 11.2.5 delle NTC perché il calcestruzzo fornito sia accettabile occorre che la sua resistenza caratteristica sia almeno eguale a quella prescritto dal Progettista e sia quindi rispettata la seguente condizione:Rck pot ? Rck prog [9.8]Inoltre, poiché il calcestruzzo messo in opera non può essere completamente compattato e accuratamente stagionato come i provini destinati alla determinazione della Rck pot si ammette che la Rck strutt sia inferiore a quella prescritta nel progetto (Rck prog). Tuttavia non è tollerato che la Rck strutt sia inferiore dell’85% della Rck prog :Rck strutt ? 0,85 • Rck prog [9.9]Per fare solo un esempio, se la resistenza caratteristica prescritta nel progetto (Rck prog) è 30 MPa, secondo la [9.9] deve essere garantita una resistenza caratteristica cubica delle carote estratte dalla struttura di almeno 0,85 • 30 = 25,5 MPa. Questa condizione, determinata dalle NTC del 2008 comporta che l’Impresa non ri-aggiunga acqua al calcestruzzo giunto sul cantiere (§ 5.4), checompatti il calcestruzzo fresco con un grado di compattazione (gc) che non sia inferiore a 0,97 (§ 6.5), e che protegga la superficie della struttura scasserata per evitare un arresto del processo di idratazione dovuto all’evaporazione dell’acqua (§ 15.3). Per l’Impresa si tratta in sostanza di rispettare le regole del ben costruire, non genericamente definite “a regola d’arte”, ma quantificate matematicamente con l’equazione [9.9] controllate in corso d’opera dal Direttore dei Lavori e verificate al termine della costruzione dal Collaudatore. Per approfondire questo argomento si legga l’Appendice IV.9.5 RESISTENZA MECCANICA A FLESSIONE ED A TRAZIONELa resistenza meccanica a flessione ed a trazione dipendono, oltre che dal rapporto a/c e dal grado di idratazione ? (quindi dal tempo e dalla classe di resistenza del cemento), anche dal tipo di inerte che gioca invece un ruolo meno importante nella resistenza a compressione. Nella Fig. 9.9 è mostrato, esemplificativamente per un cemento CEM 42.5R ed al tempo di 28 giorni, la dipendenza di Rf (valore medio) in funzione di a/c per calcestruzzi confezionati con inerte alluvionale (tondeggiante e liscio) o con inerte di frantumazione, irregolare e ruvido (§ 4.1).Come si può notare, la Fig. 9.9 mostra due distinte curve di correlazione Rf – a/c a seconda dell’inerte impiegato, mentre nella Fig. 9.10 è mostrata un’unica curva di correlazione tra Rcm28 ed a/c indipendentemente dall’inerte impiegato. Si può osservare che, a parità di a/c, il calcestruzzo presenta una maggiore Rf se l’inerte è di forma irregolare e di tessitura ruvida (cioè frantumato).

Il nuovo calcestruzzo – La porosità capillare
8.3 POROSITÀ CAPILLARE E MODULO ELASTICO
Al pari della resistenza meccanica anche il modulo elastico (§ 9.7) è influenzato dalla porosità capillare attraverso un’equazione del tutto analoga alla [8.2] con un valore per la costante K ovviamente diverso.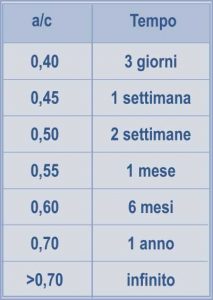 Tabella 8.1 – Tempo di stagionatura umida richiesto per la impermeabilizzazione del calcestruzzo in relazione al rapporto a/c
Tabella 8.1 – Tempo di stagionatura umida richiesto per la impermeabilizzazione del calcestruzzo in relazione al rapporto a/c
8.4 POROSITÀ CAPILLARE E PERMEABILITÀ
La permeabilità di un fluido attraverso un solido poroso diventa possibile solo se i pori sono tra loro connessi (porosità continua). Nel caso del calcestruzzo, la porosità discontinua, e quindi l’impermeabilità all’acqua, è assicurata solo al di sotto di una certa soglia della porosità capillare: questa corrisponde, per ogni determinato valore di a/c, ad un certo grado di idratazione ? raggiungibile dopo un determinato tempo di stagionatura (Tabella 8.1).I dati della Tabella 8.1 indicano che più elevato è a/c, più lungo deve essere il tempo di stagionatura (e quindi maggiore il grado di idratazione ?) perché il calcestruzzo diventi impermeabile: per esempio, con a/c di 0,55 occorrono 28 giorni di stagionatura umida per conseguire l’impermeabilità del calcestruzzo; se però si adotta un rapporto acqua-cemento di 0,45, è sufficiente appena una settimana per raggiungere lo stesso obiettivo; d’altra parte con a/c molto elevato (> 0,70) non è mai possibile conseguire l’impermeabilità del calcestruzzo.Da un punto di vista pratico la situazione di impermeabilità viene valutata sottoponendo un provino prismatico di calcestruzzo ad acqua sotto pressione per 3 giorni a 5 bar (Fig. 8.6): il calcestruzzo è considerato impermeabile se l’acqua non ha penetrato il materiale per più di 20 mm (Fig. 8.7) per effetto del conseguimento della porosità discontinua (UNI EN 12390-8). Fig. 8.6 – Prova di permeabilità all’acqua in base alla UNI EN 12390/8
Fig. 8.6 – Prova di permeabilità all’acqua in base alla UNI EN 12390/8 Fig. 8.7 – Provino di calcestruzzo penetrato dall’acqua per 10 mm a seguito della prova UNI EN 12390/8
Fig. 8.7 – Provino di calcestruzzo penetrato dall’acqua per 10 mm a seguito della prova UNI EN 12390/8
8.5 POROSITÀ CAPILLARE E DURABILITÀ
Anche la durabilità è fortemente influenzata dalla porosità capillare oltre che dagli altri tipi di porosità (M. Collepardi, S. Monosi, “Low porosity and early durability of concrete”, RILEM 1st International Congress, Vol. One, pp. 9-16, September, (1987); disponibile su www.encosrl.it -> Pubblicazioni scientifiche -> Tecnologia del Calcestruzzo -> Articolo N. 32).La durabilità dipende in generale dalla porosità; tuttavia la relazione tra le due grandezze è funzione del tipo di porosità. In linea di massima si può affermare che la porosità continua nuoce alla durabilità, mentre quella discontinua, purché distribuita in una matrice densa e poco porosa, è ininfluente o giova alla durabilità.Per esempio, i macrovuoti (Fig. 8.1) dovuti a difetti di compattazione del calcestruzzo fresco potrebbero collegare i ferri di armatura con l’ambiente esterno e costituiscono, pertanto, un sistema di pori altamente pericolosi per l’integrità della struttura.Un altro tipo di porosità continua capace di favorire l’accesso di agenti ambientali aggressivi (aria, umidità, cloruri, ecc.) è costituita dalla porosità capillare (Fig. 8.4). Per un calcestruzzo ben compattato, e quindi privo di macrovuoti, la durabilità del calcestruzzo nei confronti di un ambiente aggressivo può essere migliorata riducendo il volume Vp della porosità capillare per ostacolare la penetrazione dell’acqua, e quindi impedire l’ingresso degli agenti aggressivi all’interno del calcestruzzo veicolati dall’acqua. Da un punto di vista pratico, il volume della porosità capillare viene ridotto – equazione [8.1] – riducendo a/c, come appare chiaramente in tutte le raccomandazioni sulla durabilità (Capitolo XI), e garantendo un minimo di stagionatura umida (3-7 giorni) per assicurare un livello accettabile del grado di idratazione (§ 8.2).Un tipo di porosità indifferente alla durabilità del calcestruzzo è costituito dal sistema di pori contenuti all’interno degli inerti leggeri (Fig. 8.2): in questo caso la durabilità della struttura non risente minimamente della porosità degli aggregati, giacché l’ingresso degli agenti aggressivi, dall’ambiente all’interno del calcestruzzo, è governato dalla porosità capillare e dai macrovuoti (perinsufficiente compattazione) distribuiti nella matrice cementizia che avvolge gli aggregati.Una porosità altamente benefica alla durabilità del calcestruzzo è rappresentata dalle microbolle d’aria (Fig. 8.3) non collegate tra loro, cioè disperse discontinuamente in una matrice cementizia con bassa porosità capillare. La presenza di microbolle di aria inglobata (grazie alla presenza di agenti aeranti capaci di modificare la tensione superficiale dell’acqua: § 13.4) è da tempo riconosciuta come essenziale alla produzione di calcestruzzi durabili esposti in servizio ai cicli di gelo-disgelo (§ 10.5). Infatti, l’acqua contenuta nei pori capillari, e non ancora congelata, è sospinta nelle microbolle d’aria con allentamento delle tensioni che insorgono quando si forma il ghiaccio con aumento di volume rispetto all’acqua liquida.In assenza delle microbolle d’aria, l’acqua dei pori capillari non ancora congelata è sospinta da una pressione idraulica che insorge per l’aumento di volume che accompagna la formazione dei primi cristalli di ghiaccio (§ 10.5). Affinché le microbolle d’aria possano effettivamente allentare le tensioni insorte per la formazione del ghiaccio, è necessario che non siano molto distanti tra loro: la reciproca distanza (spacing) non deve superare 300-400 ?m (Fig. 10.23).Per concludere, un sistema di vuoti favorevole ad un calcestruzzo mediamente durabile è rappresentato da una matrice cementizia con una porosità capillare discontinua e quindi impermeabile (tipicamente raggiungibile dopo 1 mese di stagionatura con a/c =0,55) nella quale siano disposte microbolle d’aria (100-300 ?m) ben spaziate tra loro con una distanza di circa 300 ?m (Fig. 8.3). Negli ambienti più aggressivi dovuti alla presenza di acqua di mare, di sali disgelanti, di terreni solfatici, ecc. (Capitolo X) è necessario adottare rapporto a/c più bassi (0,45-0,50) per assicurare la durabilità delle strutture in calcestruzzo armato (Capitolo XI).
Bibliografi a consigliata:
• Mario Collepardi; “Scienza e Tecnologia del Calcestruzzo”; Terza Edizione; Hoepli; Milano; 1991• P.K. Metha and P. Monteiro; “Concrete Structure, Properties, and Materials”; Second Edition; Prentice-Hall; Englewood Cliffs; New Jersey; USA; 1993• Adam Neville; “Properties of Concrete”; Fourth Edition; Longman Group Limited; Harlow Essex; England; 1995

Norme Tecniche per le Costruzioni 2018
In occasione dell’entrata in vigore dal prossimo 22 marzo delle nuove Norme Tecniche per le Costruzioni emanate con DM del 17-01-2018, vogliamo porre alla vostra attenzione alcune importanti novità introdotte nell’ambito dei controlli di accettazione in cantiere sui materiali, obbligatoriamente da parte di un laboratorio ufficiale di cui all’art. 59 del DPR n. 380/2001.
CALCESTRUZZI (§11.2.5-11.2.6)
La Rck dovrà essere valutata su provini sottoposti a prova tra il 28° e 30° giorno dal getto e comunque entro 45gg dal confezionamento.ATTENZIONE: Il mancato rispetto di tali termini comporterà il ricorso al controllo della resistenza in opera di cui al §11.2.6 (carotaggi), sempre ad opera di un laboratorio ufficiale. In caso di verifiche in opera, sia su strutture nuove nei casi di non conformità o dubbi elencati al § 11.2.6 sia per la caratterizzazione dei materiali di cui al § 8.5.3 per le verifiche strutturali di edifici esistenti, dovrà essere un laboratorio ufficiale ad eseguire anche il prelievo delle carote oltre che le prove sulle stesse.
MURATURA PORTANTE (§11.10.2)
Sono stati da un lato incrementati i controlli sugli elementi resistenti, dall’altro introdotti i prelievi sulla malta di allettamento prima non previsti.Per gli elementi della muratura dovranno essere eseguiti controlli di accettazione sulla resistenza a compressione di almeno un campione (costituito da almeno 6 elementi) per ogni 350 m3 di fornitura per elementi di Categoria II e per ogni 650 m3 per elementi di Categoria I.ATTENZIONE: per le malte di allettamento con funzione strutturale, sia nel caso di prodotti preconfezionati/premiscelati già con obbligo di marcatura CE sia per malte prodotte in cantiere, è stato introdotto l’obbligo di prelievi in cantiere per la verifica della resistenza a flessione e a compressione come già per i calcestruzzi. Per ogni miscela omogenea il controllo di accettazione andrà eseguito su almeno 3 provini prismatici 40 x 40 x 160 mm ogni 350 m3 di muratura nel caso di malte a composizione prescritta o prodotte in cantiere, oppure ogni 700 m3 di muratura nel caso di malte a prestazione garantita.
ACCIAIO DA C.A. (§11.3.2.12) E DA C.A.P (§11.3.3.5.4)
Rimante confermato l’obbligo dei controlli di accettazione in cantiere entro 30 giorni dalla data di consegna in ragione di 3 campioni dello stesso diametro e tipologia di acciaio ogni 30 t di acciaio dallo stesso stabilimento, anche se raggiunte con forniture successive (novità). La circolare esplicativa alle NTC raccomanda il prelievo di almeno tre diversi diametri opportunamente differenziati nell’ambito di ciascun lotto di spedizione.Si ricorda che, oltre alla prova di trazione, per le barre è OBBLIGATORIA ANCHE quella di PIEGA, mentre per reti o tralicci quella dello STRAPPO DEL NODO.Si rammenta che suddetti controlli di accettazione in cantiere NON POSSONO ASSOLUTAMENTE ESSERE SOSTITUITI DAI CERTIFICATI DEI CONTROLLI DI PRODUZIONE dell’acciaieria o del centro di trasformazione.
ACCIAIO PER CARPENTERIA METALLICA (§11.3.4.11.3 )
Viene confermato, prima della posa in opera, l’obbligo della prova di trazione e di resilienza su almeno 3 provini per tutte le forniture di elementi e/o prodotti, qualunque sia la loro provenienza e la tipologia di qualificazione. Sono, tuttavia, cambiate le frequenze di prova, distinte per tipologie di prodotti (es. ogni 90 ton per elementi di Carpenteria Metallica, ogni 15 ton per Lamiere grecate e profili formati a freddo).
INDICAZIONE GENERALE PER TUTTI I MATERIALI
Per tutti i controlli di accettazione, il DL o il collaudatore possono delegare ai prelievi lo stesso laboratorio ufficiale incaricato della esecuzione delle prove.

Il nuovo calcestruzzo – Il bleeding nel calcestruzzo
Si è già accennato, nella parte introduttiva di questo capitolo, alla manifestazione del bleeding nelle pavimentazioni in calcestruzzo. Ma il bleeding comporta alcuni inconvenienti anche in altre tipologie costruttive: riprese di getto, aderenza e protezione dei ferri nelle opere armate, riduzione del giunto adesivo tra pasta di cemento ed aggregati lapidei.
7.4.1 IL BLEEDING NEI PAVIMENTI IN CALCESTRUZZO
La raccolta d’acqua sulla superfi cie a vista di un pavimento comporta l’instaurarsi di un rapporto acqua/cemento eccessivo – e quindi di una bassa prestazione meccanica – proprio sulla parte del manufatto maggiormente esposta alle sollecitazioni meccaniche, fisiche e chimiche in servizio: abrasioni, urti, esposizione agli agenti atmosferici (pioggia, aria, ghiaccio, ecc.)Questa considerazione ha portato in passato all’impiego di calcestruzzi asciutti per la produzione dei pavimenti proprio per prevenire alla radice il fenomeno del bleeding. Successivamente, a metà degli anni ‘50 si è sviluppata la tecnologia dei getti in calcestruzzo fluido (molto più semplice da mettere in opera) rinforzati superficialmente con uno “spolvero” contenente cemento e quarzo (oanche corindone o limatura di ferro) asciutti. L’applicazione dello “spolvero”, ed in particolare del cemento, sulla superficie del calcestruzzo in fase di presa ma non ancora indurito, ha proprio la funzione di rimediare agli inconvenienti provocati dal bleeding. L’apporto di cemento ristabilisce (proprio sulla superficie del pavimento) un rapporto acqua/cemento più basso ed elimina, quindi, gli inconvenienti connessi con le scarse prestazioni meccaniche e di inadeguata durabilità provocate dal bleeding sulla superficie del pavimento. D’altra parte, la presenza di un inerte rigido (come il quarzo ed il corindone) o duttile (come il ferro) rende lo strato corticale resistente rispettivamente all’abrasione o all’urto.La corretta applicazione dello “spolvero” richiede, però, che esso venga incorporato monoliticamente al sottostante getto in calcestruzzo. Questo risultato viene conseguito mediante frattazzatura meccanica dello strato superficiale dopo l’applicazione dello “spolvero” entro un intervallo di tempo critico: infatti, se la frattazzatura viene eseguita tardivamente, quando il substrato in calcestruzzo è ormai indurito, si rischia di non poter incorporare monoliticamente lo “spolvero” superficiale al calcestruzzo; se, d’altra parte, lo “spolvero” viene applicato e frattazzato prematuramente, quando il bleeding non si è ancora esaurito, la risalita d’acqua viene bloccata al di sotto dello strato corticale densificato per effetto della frattazzatura. Ciò provoca la formazione di una sorta di lente d’acqua – più o meno diffusa – al di sotto dello strato di “spolvero” indurito (Fig. 7.5). Con il tempo, a seguito dell’evaporazione o dell’assorbimento dell’acqua da parte del circostante materiale, si viene a creare un vuoto proprio al di sotto dello strato densificato superficiale che risulta così destinato al distacco (“scartellamento” dello spolvero), come è mostrato in Fig. 7.6. Fig. 7.5 – Risalita di acqua che rimane intrappolata al di sotto dello strato corticale per l’applicazione prematura dello “spolvero”
Fig. 7.5 – Risalita di acqua che rimane intrappolata al di sotto dello strato corticale per l’applicazione prematura dello “spolvero” Fig. 7.6 – Scartellamento dello strato corticale di un pavimento (a sinistra) a causa di una prematura applicazione dello spolvero su un calcestruzzo ancora in fase di bleedingIn caso di gelate immediatamente successive all’applicazione dello “spolvero”, l’acqua di bleeding bloccata sotto lo strato corticale densificato può ghiacciare ed espandere provocando la distruzione del pavimento in superficie.
Fig. 7.6 – Scartellamento dello strato corticale di un pavimento (a sinistra) a causa di una prematura applicazione dello spolvero su un calcestruzzo ancora in fase di bleedingIn caso di gelate immediatamente successive all’applicazione dello “spolvero”, l’acqua di bleeding bloccata sotto lo strato corticale densificato può ghiacciare ed espandere provocando la distruzione del pavimento in superficie.
7.4.2 IL BLEEDING E L’ADESIONE FERRO-CALCESTRUZZO
L’acqua che risale per effetto del bleeding può trovare lungo il suo cammino verticale una serie di ostacoli: i ferri di armatura e gli aggregati lapidei. In particolare, se parte dell’acqua di bleeding rimane intrappolata al di sotto dei ferri di armatura disposti ortogonalmente rispetto alla direzione di risalita, si riduce la superficie di contatto tra ferri di armatura e calcestruzzo (Fig. 7.7). In seguito, per l’evaporazione e la migrazione di quest’acqua, si crea di fatto un vuoto che corre lungo i ferri disposti orizzontalmente. Conseguentemente, sia l’aderenza tra ferro e calcestruzzo può essere ridotta, sia la protezione dalla corrosione delle armature metalliche (§ 10.2) può essere compromessa per il facile accesso degli agenti aggressivi (aria e umidità).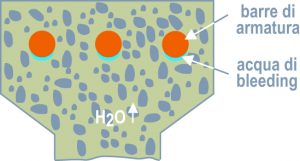 Fig. 7.7 – L’acqua di bleeding che, nella sua risalita, rimane intrappolata sotto le barre di armatura riduce l’area di adesione tra ferro e calcestruzzo
Fig. 7.7 – L’acqua di bleeding che, nella sua risalita, rimane intrappolata sotto le barre di armatura riduce l’area di adesione tra ferro e calcestruzzo
7.4.3 LA RIPRESA DI GETTO
Se il volume di calcestruzzo da gettare è considerevole, si ricorre alla stesura di più strati di calcestruzzo. In questo caso, se il bleeding è eccessivo esiste il rischio di penalizzare il giunto adesivo in corrispondenza della ripresa di getto (Fig. 7.8). Per evitare questo inconveniente è necessario vibrare il calcestruzzo subito dopo l’applicazione del secondo strato in corrispondenza della ripresa di getto per fornire una più omogenea distribuzione dell’acqua.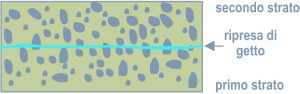 Fig. 7.8 – Ripresa di getto (“fresco su fresco”) con acqua di bleeding proveniente dal primo strato di calcestruzzo
Fig. 7.8 – Ripresa di getto (“fresco su fresco”) con acqua di bleeding proveniente dal primo strato di calcestruzzo
7.4.4 IL BLEEDING E LA ZONA DI TRANSIZIONE
La zona di transizione (§ 17.3) è quella parte della pasta cementizia (spessa qualche ?m o decina di ?m) che si trova a diretto contatto con l’aggregato lapideo. La zona di transizione è più porosa della matrice cementizia adiacente. Il principale contributo alla porosità della zona di transizione proviene dall’acqua di bleeding che, durante la risalita, rimane parzialmente intrappolata sottogli aggregati lapidei più grossi.L’indebolimento della zona di transizione assume una particolare importanza pratica nella produzione di calcestruzzi ad alta ed altissima resistenza meccanica(§ 17.4). Infatti, in questi casi si riduce il rapporto acqua-cemento a valori bassissimi (0,30-0,40) per conseguire una microstruttura della matrice cementizia paragonabile a quella dell’aggregato lapideo. Se, però, la zona di transizione rimane porosa per effetto del bleeding, essa diventa l’anello debole della catena: la rottura del calcestruzzo avviene, localizzata nella zona di transizione,senza che si possa trarre completo giovamento da una diminuzione nel rapporto acqua-cemento.
7.5 COME RIDURRE IL BLEEDING E LA SEGREGAZIONE NEL CALCESTRUZZO
Solo una parte dei fattori già menzionati per governare il bleeding delle paste cementizie, può essere presa in considerazione per tenere sotto controllo l’insorgere del bleeding nel calcestruzzo e le conseguenze negative sopra riportate. In particolare non può essere utilizzato un miscelatore ad alto sforzo di taglio, che è invece impiegabile per le boiacche cementizie. Nè è possibile utilizzare la bentonite (che ridurrebbe l’aderenza tra matrice cementizia ed aggregati grossi) e gli additivi acceleranti di presa per le difficoltà che si introdurrebbero in fase di trasporto e di getto. Sono invece largamente utilizzati, per produrre calcestruzzi con bleeding ridotto, il fumo di silice, i fluidificanti ed i superfluidificanti per ridurre l’acqua di impasto, e gli aeranti laddove si richiede ancheun calcestruzzo resistente al ghiaccio. Ma i fattori predominanti per controllare il bleeding del calcestruzzo sono il dosaggio di cemento e la combinazione degli aggregati per realizzare un assortimento granulometrico ottimale secondo Fuller o Bolomey (§ 4.3.1.3).Occorre ricordare un altro aspetto complementare al bleeding che assume un’importanza rilevante nel calcestruzzo, mentre è nulla nelle paste e trascurabile nelle malte: la sedimentazione sul fondo degli aggregati lapidei più grossi.L’insieme dei due fenomeni – sedimentazione degli aggregati lapidei ed il bleeding dell’acqua – prende il nome di segregazione del calcestruzzo (Fig. 7.9). La segregazione è accentuata da una carenza di cemento e da un mancato assortimento granulometrico, in particolare da una carenza di parti fini nell’aggregato (Fig. 7.10).Laddove si manifesta la segregazione occorre intervenire nell’aumentare il dosaggio di cemento e la frazione di sabbia fi ne. Molto spesso, si ricorre alla utilizzazione di cenere volante (Fig. 2.3) o di calcare macinato (che posseggono una funzione paragonabile a quella del cemento, cioè l’aumento di parti fini) proprio per correggere i difetti della segregazione senza necessariamente impiegare più cemento (che farebbe aumentare il calore di idratazione: § 14.5) o sabbie fini non sempre disponibili. Fig. 7.9 – Schematizzazione della segregazione nella sezione di un calcestruzzo: bleeding sulla sommità e sedimentazione degli inerti grossi sul fondo (M. Collepardi, “Scienza e tecnologia del calcestruzzo”, 3ª Ed., Hoepli, Milano, 1991)
Fig. 7.9 – Schematizzazione della segregazione nella sezione di un calcestruzzo: bleeding sulla sommità e sedimentazione degli inerti grossi sul fondo (M. Collepardi, “Scienza e tecnologia del calcestruzzo”, 3ª Ed., Hoepli, Milano, 1991) Fig. 7.10 – Calcestruzzo fresco segregato con acqua di bleeding sulla periferia Quest’approccio alla soluzione del problema segregazione-bleeding viene spesso adottato soprattutto per poter pompare calcestruzzi magri (“magroni”), cioè poveri in cemento in quanto destinati a strutture per le quali non sono richieste resistenze meccaniche elevate.Nei calcestruzzi autocompattanti (Capitolo XVIII) l’assenza di bleeding (Fig. 18.4) è di primaria importanza. Oltre alla cenere volante ed al calcare macinato, utilizzati anche in quantità rilevanti (>100 kg/m3), si possono impiegare fumo di silice (Fig. 2.5) in quantità minori (10-30 kg/m3), o anche la silice colloidale (Fig. 7.4) in quantità molto minore.Bibliografi a consigliata:• Mario Collepardi; “Scienza e Tecnologia del Calcestruzzo”; Terza Edizione; Hoepli; Milano; 1991• P.K. Metha and P. Monteiro; “Concrete Structure, Properties, and Materials”; Second Edition; Prentice-Hall; Englewood Cliffs; New Jersey; USA; 1993• Adam Neville; “Properties of Concrete”; Fourth Edition; Longman Group Limited; Harlow Essex; England; 1995
Fig. 7.10 – Calcestruzzo fresco segregato con acqua di bleeding sulla periferia Quest’approccio alla soluzione del problema segregazione-bleeding viene spesso adottato soprattutto per poter pompare calcestruzzi magri (“magroni”), cioè poveri in cemento in quanto destinati a strutture per le quali non sono richieste resistenze meccaniche elevate.Nei calcestruzzi autocompattanti (Capitolo XVIII) l’assenza di bleeding (Fig. 18.4) è di primaria importanza. Oltre alla cenere volante ed al calcare macinato, utilizzati anche in quantità rilevanti (>100 kg/m3), si possono impiegare fumo di silice (Fig. 2.5) in quantità minori (10-30 kg/m3), o anche la silice colloidale (Fig. 7.4) in quantità molto minore.Bibliografi a consigliata:• Mario Collepardi; “Scienza e Tecnologia del Calcestruzzo”; Terza Edizione; Hoepli; Milano; 1991• P.K. Metha and P. Monteiro; “Concrete Structure, Properties, and Materials”; Second Edition; Prentice-Hall; Englewood Cliffs; New Jersey; USA; 1993• Adam Neville; “Properties of Concrete”; Fourth Edition; Longman Group Limited; Harlow Essex; England; 1995

Il nuovo calcestruzzo – La lavorabilità del calcestruzzo fresco
6.1 IMPORTANZA DELLA LAVORABILITÀ
Subito dopo il mescolamento dei suoi ingredienti, il calcestruzzo fresco – cioè nello stato plastico – deve essere trasportato, gettato e costipato. La lavorabilità è la caratteristica che indica la capacità del calcestruzzo fresco a muoversi ed a compattarsi.La mobilità del calcestruzzo è importante per facilitare il trasporto (per es: pompaggio), il getto (caduta per gravità lungo una canaletta) e l’avvolgimento dei ferri di armatura all’interno delle casseforme. La compattabilità, invece, è importante per agevolare, per effetto della vibrazione, la fuoriuscita dell’aria intrappolata dal calcestruzzo fresco ed assicurare, quindi, la massima densità possibile del materiale indurito, oltre che il massimo contatto superficiale tra ferri e calcestruzzo. A parità di sistema vibrante, in un calcestruzzo molto lavorabile l’aria intrappolata è facilmente espulsa, mentre in un calcestruzzo poco lavorabile possono permanere dei macrovuoti d’aria (vespai) che penalizzano successivamente la resistenza meccanica, l’aderenza ferro-calcestruzzo e la protezione dalla corrosione delle armature metalliche. Fig. 6.1 – Calcestruzzi a classe di consistenza crescente da destra a sinistra accanto al cono di AbramsQuindi la lavorabilità – una proprietà tipica del calcestruzzo fresco – finisce con il condizionare anche le prestazioni del calcestruzzo in servizio. Tuttavia, la prescrizione della lavorabilità è tanto spesso disattesa in sede di progetto, quanto diffusamente manipolata sul cantiere con penalizzanti ed improprie riaggiunte d’acqua (§ 5.3, 5.4).Esistono diversi metodi per la misura della lavorabilità ma quello universalmente più utilizzato per la sua semplicità è lo slump test. Questo consiste nel misurare l’abbassamento (slump) del calcestruzzo sformato da un tronco di cono metallico (cono di Abrams) rispetto all’altezza dello stesso calcestruzzo costipato in modo standardizzato all’interno di un cono alto 300 mm (Fig. 1.24). La Fig. 6.1 mostra cinque diversi calcestruzzi a slump crescente da destra a sinistra, ciascuno dei quali appartiene ad un determinato intervallo che definisce la classe di consistenza, individuata dalla lettera S seguita da un numero da 1 a 5 che corrisponde ad un impasto sempre più fl uido (Tabella 6.1).Un altro metodo per misurare la lavorabilità è il cosiddetto Vebè (Fig. 6.2), particolarmente adatto per calcestruzzi asciutti per i quali si richiede una tecnica di messa in opera (roller-crete) basata sull’impiego di rulli vibranti. Nel metodo Vebè, il calcestruzzo viene versato in un cono di Abrams (Fig. 6.2A);
Fig. 6.1 – Calcestruzzi a classe di consistenza crescente da destra a sinistra accanto al cono di AbramsQuindi la lavorabilità – una proprietà tipica del calcestruzzo fresco – finisce con il condizionare anche le prestazioni del calcestruzzo in servizio. Tuttavia, la prescrizione della lavorabilità è tanto spesso disattesa in sede di progetto, quanto diffusamente manipolata sul cantiere con penalizzanti ed improprie riaggiunte d’acqua (§ 5.3, 5.4).Esistono diversi metodi per la misura della lavorabilità ma quello universalmente più utilizzato per la sua semplicità è lo slump test. Questo consiste nel misurare l’abbassamento (slump) del calcestruzzo sformato da un tronco di cono metallico (cono di Abrams) rispetto all’altezza dello stesso calcestruzzo costipato in modo standardizzato all’interno di un cono alto 300 mm (Fig. 1.24). La Fig. 6.1 mostra cinque diversi calcestruzzi a slump crescente da destra a sinistra, ciascuno dei quali appartiene ad un determinato intervallo che definisce la classe di consistenza, individuata dalla lettera S seguita da un numero da 1 a 5 che corrisponde ad un impasto sempre più fl uido (Tabella 6.1).Un altro metodo per misurare la lavorabilità è il cosiddetto Vebè (Fig. 6.2), particolarmente adatto per calcestruzzi asciutti per i quali si richiede una tecnica di messa in opera (roller-crete) basata sull’impiego di rulli vibranti. Nel metodo Vebè, il calcestruzzo viene versato in un cono di Abrams (Fig. 6.2A);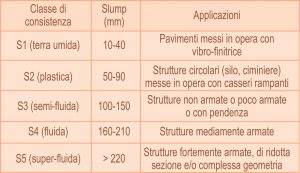 Tabella 6.1 – Classe di consistenza richiesta per alcune tipologie strutturali
Tabella 6.1 – Classe di consistenza richiesta per alcune tipologie strutturali Fig. 6.2 – Metodo Vebè per misurare la lavorabilità di calcestruzzi molto asciuttiviene, quindi, ricoperto con un disco trasparente e sottoposto a vibrazione su un tavolo vibrante standard (Fig. 6.2B); la vibrazione viene arrestata quando l’operatore osserva che il disco trasparente è tutto a contatto del calcestruzzo (Fig. 6.2C). Il tempo impiegato esprime la difficoltà di compattare il calcestruzzo ed è tanto più lungo quanto più difficile è la compattazione. Tanto per la misura dello slump, quanto per quella del Vebè, è necessario rimuovere gli aggregati con diametro maggiore di 40 mm in caso di conglomerati come quelli tipicamente impiegati per getti massivi per ridurre il dosaggio di cemento e quindi il calore di idratazione (§ 14.5).
Fig. 6.2 – Metodo Vebè per misurare la lavorabilità di calcestruzzi molto asciuttiviene, quindi, ricoperto con un disco trasparente e sottoposto a vibrazione su un tavolo vibrante standard (Fig. 6.2B); la vibrazione viene arrestata quando l’operatore osserva che il disco trasparente è tutto a contatto del calcestruzzo (Fig. 6.2C). Il tempo impiegato esprime la difficoltà di compattare il calcestruzzo ed è tanto più lungo quanto più difficile è la compattazione. Tanto per la misura dello slump, quanto per quella del Vebè, è necessario rimuovere gli aggregati con diametro maggiore di 40 mm in caso di conglomerati come quelli tipicamente impiegati per getti massivi per ridurre il dosaggio di cemento e quindi il calore di idratazione (§ 14.5).
6.2 QUALE LAVORABILITÀ PRESCRIVERE
La scelta della lavorabilità più appropriata del calcestruzzo è funzione del tipo di struttura (densità dei ferri di armatura, della forma e dimensione delle strutture), e della particolare tecnica esecutiva. Pertanto, nessuno meglio del progettista dovrebbe conoscere le difficoltà di getto e scegliere la lavorabilità più appropriata.Nella Tabella 6.1 è mostrata indicativamente la lavorabilità più appropriata (in termini di classi di consistenza e slump) per alcune tipologie di strutture in calcestruzzo.Se si eccettuano alcune particolari tipologie strutturali, per le quali la tecnica esecutiva adottata (vibrofinitrice, o casseri rampanti) richiede necessariamente una classe di consistenza relativamente bassa (terra umida con la vibrofinitrice, e plastica con i casseri rampanti), per la quasi totalità delle opere in calcestruzzo gettato entro casseri la lavorabilità prescelta è compresa tra la classe di consistenza semifluida (S3) e quella superfluida (S5). In generale, maggiore è la densità dei ferri di armatura, maggiore deve essere la fluidità del calcestruzzo.Così pure una maggiore lavorabilità è richiesta per getti entro casseforme di strutture con ridotta sezione e/o con forma complessa che possano ostacolare il movimento del calcestruzzo ed il completo riempimento dei casseri. Indipendentemente dalla tipologia di opera – fatta eccezione per quelle sopra menzionate nelle quali si richiede necessariamente una bassa classe di consistenzaper la speciale tecnica esecutiva – una lavorabilità maggiore comporta una più affidabile, rapida e semplice esecuzione. Per esempio, in una pavimentazione industriale un calcestruzzo a consistenza superfluida (S5) si mette in opera più rapidamente (Fig. 1.22) e quindi più produttivamente di quello a consistenza semifluida (S3), ancorché entrambi siano reologicamente accettabili dal punto di vista esecutivo.Tuttavia, se un progettista tenesse conto della realtà della maggior parte dei cantieri – ed in particolare del livello di qualificazione della manodopera oggi disponibile – non potrebbe trascurare di specificare una classe di consistenza fluida o superfluida (Fig. 6.3), o addirittura di imporre l’impiego di un calcestruzzo autocompattante (Capitolo XVIII) per rendere il getto più affidabile, in quanto meno dipendente dalla qualità della manodopera sul cantiere. Fig. 6.3 – Messa in opera di calcestruzzo a consistenza superfluida
Fig. 6.3 – Messa in opera di calcestruzzo a consistenza superfluida
6.3 VANTAGGI PER L’IMPRESA CON UN CALCESTRUZZO LAVORABILE
Il conseguimento di una maggiore lavorabilità comporta un maggior costo del calcestruzzo (più cemento o impiego di additivi: § 5.3). A fronte di questo maggior costo esistono, tuttavia, due vantaggi per l’impresa nella messa in opera: uno di carattere economico e l’altro di carattere tecnico.Il vantaggio economico consiste in un getto più rapido (quindi con maggiore produttività) ed in una compattazione meno impegnativa (quindi con un minor costo per la manodopera, per il minor consumo dei vibratori e soprattutto dei casseri). Questo vantaggio economico nella messa in opera dovrebbe compensare il maggior costo, sostenuto dall’impresa, per il calcestruzzo fornito a fronte della sua maggiore lavorabilità. Da questo punto di vista occorre evidenziare come l’incremento di costo praticato dai produttori di calcestruzzo in relazione al passaggio da una classe di consistenza a quella successiva (da S3 ad S4 o da S4 ad S5) è spesso dettata da impostazioni commerciali completamente opposte: in alcuni casi si scoraggia, giustamente, l’impiego di calcestruzzi non lavorabili, spesso sottoposti a manipolazioni sui cantieri con penalizzanti riaggiunte d’acqua (§ 5.3) e conseguenti contestazioni, abolendo completamente dal listino i calcestruzzi con classe di consistenza inferiore alla S4 o applicando un prezzo uniforme per i calcestruzzi con classe di consistenza da S1 ad S4 e praticando un sovrapprezzo solo per il calcestruzzo superfluido (S5); in altri casi, al contrario, si scoraggia di fatto l’impiego di calcestruzzi lavorabili con sovrapprezzi eccessivi (talvolta di 2-3 Euro/m3 per un solo salto di classe di consistenza) difficilmente giustificabili da un punto di vista tecnico, né economicamente accettabili da parte dell’impresa che sarà tentata, così, di ordinare calcestruzzi di bassa classe di consistenza per poi manipolarli con ri-aggiunte d’acqua sul cantiere. Una maggiore considerazione, da parte dei fornitori di calcestruzzo, nel calibrare il prezzo della lavorabilità, porterebbe sicuramente ad una maggiore attenzione, da parte dell’impresa, ai vantaggi economici derivanti dalla messa in opera di un calcestruzzo fluido: in altre parole, pur riconoscendo – per effetto della maggior classe di consistenza – un maggior prezzo ad 1 m3 di calcestruzzo alla bocca dell’autobetoniera, si dovrebbe, però, conseguire – per effetto della minore incidenza di mano d’opera e per la maggiore rapidità di getto – un minor costo per 1 m3 di calcestruzzo in opera rispetto ad un corrispondente conglomerato di pari resistenza caratteristica ma meno lavorabile.
6.4 LAVORABILITÀ, COMPATTAZIONE E AFFIDABILITÀ DELL’OPERA
Un calcestruzzo più lavorabile è anche meno dipendente dalla efficacia della compattazione in opera, cioè dalla qualità della manodopera sul cantiere: in sostanza, esso è più affidabile. Se si confrontano due calcestruzzi di pari composizione (in particolare di pari a/c e tipo di cemento), ma differenti solo per la classe di consistenza (S5 ed S2) per la presenza o meno di un additivo superfluidificante (§ 13.12.1), si otterrà la stessa resistenza meccanica (in relazione allo stesso rapporto a/c ed allo stesso cemento) purché i due calcestruzzi siano vibrati per un tempo sufficientemente lungo così da ottenere lo stesso grado di compattazione (§ 6.5).Le Fig. 6.4 – 6.6 riassumono il concetto sopra esposto di affidabilità. La Fig. 6.4 mostra come varia la resistenza meccanica a compressione in funzione del tempo di vibrazione del calcestruzzo fresco subito dopo la messa in opera. Essa indica come con il calcestruzzo a consistenza superfluida (S5) si ottiene il 100% della massima prestazione meccanica purché si vibri per almeno 5 secondi. D’altra parte, con il calcestruzzo a minor consistenza (S2) si ottiene il massimo di prestazione (35 N/mm2) solo se la vibrazione è prolungata per almeno 25 secondi.Inoltre, in assenza di vibrazione la resistenza meccanica del calcestruzzo a consistenza superfluida (30 N/mm2) è pari all’86% del valore massimo (35 N/ mm2), mentre quella del calcestruzzo a consistenza plastica in assenza di vibrazione (14 N/mm2) raggiunge appena il 40% del valore massimo conseguibile con una completa compattazione.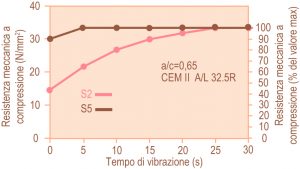 Fig. 6.4 – Resistenza meccanica a compressione a 28 giorni per calcestruzzi con classe di consistenza S2 (senza additivo) ed S5 (con 0,8% di additivo superfluidificante)
Fig. 6.4 – Resistenza meccanica a compressione a 28 giorni per calcestruzzi con classe di consistenza S2 (senza additivo) ed S5 (con 0,8% di additivo superfluidificante)

Il nuovo calcestruzzo – Acqua
5.1 IL RUOLO DELL’ACQUA
L’acqua è uno dei tre protagonisti indispensabili – insieme al cemento e all’aggregato lapideo – nel processo produttivo del calcestruzzo. Senza l’acqua non si può produrre il calcestruzzo perché il cemento non si idrata e quindi non indurisce. Ma se si esagera con l’acqua si confeziona un mediocre calcestruzzo in termini di resistenza meccanica (Capitolo IX) e di durabilità (Capitolo XI). Letentazioni per abbondare in acqua sono fondamentalmente due: a differenza degli altri due ingredienti, il costo dell’acqua è pressoché nullo, cosicché abbondare in acqua non comporta alcun aumento nel costo del prodotto finito; più acqua nel calcestruzzo significa ottenere un conglomerato più fluido, cioè più facile da lavorare (Capitolo VI) e quindi più apprezzato sul cantiere dagli addetti alla messa in opera.In realtà, ciò che penalizza la resistenza meccanica e la durabilità del calcestruzzo non è un’eccessiva quantità di acqua in assoluto, ma piuttosto un eccessivo rapporto tra la quantità di acqua (a) e quella del cemento (c). In altre parole, si può anche aumentare la quantità di acqua – se questo serve a migliorare la lavorabilità del calcestruzzo per esigenze di getto – a patto che si aumentiin misura proporzionale la quantità di cemento in modo da lasciare immutato il rapporto a/c tra questi due ingredienti.
5.2 L’ACQUA IN BASE AL MIX DESIGN
C’è un’espressione magica che ha riscosso un notevole successo tra gli addetti ai lavori: mix-design (Capitolo XII). Mix-design significa letteralmente “progetto della miscela”. Significa, in sostanza, progettare la composizione del calcestruzzo, esplicitando il dosaggio dei singoli ingredienti determinato dalle esigenze esecutive (lavorabilità al momento del getto, disponibilità dell’aggregato), dalle prestazioni e dalle condizioni ambientali in servizio (resistenza meccanica, durabilità, ecc.). Nella maggior parte dei casi, invece, il termine mix-design coincide impropriamente con la composizione del calcestruzzo (cioè la famosa “ricetta”) senza l’elaborazione necessaria, cioè senza precisare le esigenze esecutive, le condizioni ambientali, le prestazioni richieste in servizio.Riducendo all’osso il problema, il mix-design poggia su due principi fondamentali (che potremmo identificare con la regola di Lyse e la legge di Abrams) entrambi in relazione con la quantità di acqua impiegata per confezionare il calcestruzzo.
5.2.1 LA REGOLA DI LYSE
La regola di Lyse si riferisce alla quantità di acqua che occorre impiegare per confezionare calcestruzzi di diversa classe di consistenza. La classe di consistenza, identificata da un codice (da S1 a S5), corrisponde ad un intervallo di lavorabilità espressa attraverso la misura dello slump (§ 6.1). Per esempio, la classe di consistenza S2 corrisponde ad un calcestruzzo di consistenza plastica con uno slump compreso tra 50 e 90 mm (Tabella 5.1).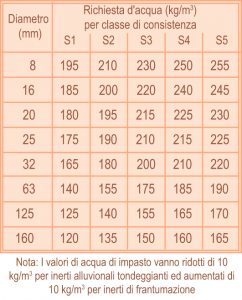 Tabella 5.1 – Classe di consistenzaLa regola di Lyse (I. Lyse, Proceedings A.S.T.M. 32, Part II, pag. 149, 1932) può essere così riassunta in due enunciati molto semplici e tra loro complementari:a) per un dato diametro massimo dell’aggregato, maggiore è la classe di consistenza richiesta per il calcestruzzo fresco, maggiore deve essere la quantità di acqua nell’impasto;b) per una data classe di consistenza del calcestruzzo, maggiore è il diametro massimo dell’aggregato, minore è la richiesta d’acqua per conseguire la consistenza prefissata.I dati mostrati nella Tabella 5.2, riassumono esemplificativamente i due enunciati della regola di Lyse. Per esempio, se il diametro massimo dell’aggregato è 20 mm, la quantità di acqua per raggiungere la consistenza di terra umida (S1) è di 180 kg/m3 ed aumenta progressivamente fino a 230 kg/m3 quando si deve raggiungere la consistenza superfluida (S5).D’altra parte, se la lavorabilità del calcestruzzo è fissata: per esempio, se la classe di consistenza è S3 l’acqua diminuisce da 230 a 200 kg/m3 quando aumenta il diametro massimo da 8 a 32 mm.I quantitativi di acqua di impasto riportati nella Tabella 5.2 sono puramente indicativi, giacché in realtà altri parametri possono modificare gli specifici valori. Ma ciò non inficia assolutamente la validità della regola di Lyse. Ad esempio, con gli aggregati di frantumazione la richiesta d’acqua risulta più alta (di circa 10 kg/m3) rispetto ai valori mostrati in Tabella 5.2.
Tabella 5.1 – Classe di consistenzaLa regola di Lyse (I. Lyse, Proceedings A.S.T.M. 32, Part II, pag. 149, 1932) può essere così riassunta in due enunciati molto semplici e tra loro complementari:a) per un dato diametro massimo dell’aggregato, maggiore è la classe di consistenza richiesta per il calcestruzzo fresco, maggiore deve essere la quantità di acqua nell’impasto;b) per una data classe di consistenza del calcestruzzo, maggiore è il diametro massimo dell’aggregato, minore è la richiesta d’acqua per conseguire la consistenza prefissata.I dati mostrati nella Tabella 5.2, riassumono esemplificativamente i due enunciati della regola di Lyse. Per esempio, se il diametro massimo dell’aggregato è 20 mm, la quantità di acqua per raggiungere la consistenza di terra umida (S1) è di 180 kg/m3 ed aumenta progressivamente fino a 230 kg/m3 quando si deve raggiungere la consistenza superfluida (S5).D’altra parte, se la lavorabilità del calcestruzzo è fissata: per esempio, se la classe di consistenza è S3 l’acqua diminuisce da 230 a 200 kg/m3 quando aumenta il diametro massimo da 8 a 32 mm.I quantitativi di acqua di impasto riportati nella Tabella 5.2 sono puramente indicativi, giacché in realtà altri parametri possono modificare gli specifici valori. Ma ciò non inficia assolutamente la validità della regola di Lyse. Ad esempio, con gli aggregati di frantumazione la richiesta d’acqua risulta più alta (di circa 10 kg/m3) rispetto ai valori mostrati in Tabella 5.2.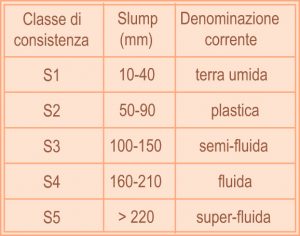 Tabella 5.2 – Richiesta d’acqua in funzione del diametro massimo dell’aggregato e della classe di consistenzaD’altra parte, con gli aggregati tondeggianti alluvionali, i corrispondenti valori risultano più bassi (di circa 10 kg/m3) rispetto a quelli mostrati in Tabella 5.2. In altre parole, per una data fonte di aggregato seguita a valere che occorre aumentare l’acqua di impasto sia se aumenta la lavorabilità sia se diminuisce il diametro massimo dell’aggregato. Ogni produttore di calcestruzzo può organizzare una raccolta di dati equivalente alla Tabella 5.2 confezionando cinque impasti, con lavorabilità corrispondenti alle cinque classi di consistenza (da S1 ad S5), per prevedere con esattezza la richiesta d’acqua in funzione del livello di lavorabilità. Per la confezione di questi cinque impasti si può adottare un dosaggio medio di cemento (per esempio 300 kg/m3), tenendo presente che la richiesta d’acqua non dipende significativamente dal dosaggio di cemento.
Tabella 5.2 – Richiesta d’acqua in funzione del diametro massimo dell’aggregato e della classe di consistenzaD’altra parte, con gli aggregati tondeggianti alluvionali, i corrispondenti valori risultano più bassi (di circa 10 kg/m3) rispetto a quelli mostrati in Tabella 5.2. In altre parole, per una data fonte di aggregato seguita a valere che occorre aumentare l’acqua di impasto sia se aumenta la lavorabilità sia se diminuisce il diametro massimo dell’aggregato. Ogni produttore di calcestruzzo può organizzare una raccolta di dati equivalente alla Tabella 5.2 confezionando cinque impasti, con lavorabilità corrispondenti alle cinque classi di consistenza (da S1 ad S5), per prevedere con esattezza la richiesta d’acqua in funzione del livello di lavorabilità. Per la confezione di questi cinque impasti si può adottare un dosaggio medio di cemento (per esempio 300 kg/m3), tenendo presente che la richiesta d’acqua non dipende significativamente dal dosaggio di cemento.
5.2.2 LA LEGGE DI ABRAMS
Nel 1918, D.A. Abrams (Abrams D.A. “Design of Concrete Mixtures, Bulletin 1, Structural Materials Research Laboratory, Lewis Institute, Chicago, USA, 1918) enunciò una legge fondamentale nella tecnologia del calcestruzzo: la resistenza meccanica ad una determinata stagionatura (per esempio: 28 giorni) e ad una determinata temperatura (per esempio: 20°C) aumenta al diminuire del rapporto acqua/cemento (a/c) secondo l’equazione:R = K1/K2^ (a/c)dove R è la resistenza meccanica a compressione e K1 e K2 sono due costanti che dipendono dal tempo e dalla temperatura di stagionatura oltre che dal tipo di cemento. Per esempio, con una stagionatura di 28 giorni a 20°C (cioé con i parametri stabiliti dalla normativa vigente per determinare la resistenza caratteristica:§ 9.4), la correlazione tra R (espressa come resistenza caratteristica) ed a/c per i calcestruzzi confezionati con un cemento portland al calcare (§ 2.11) di classe 42.5N può essere rappresentata dalla curva della Fig. 5.1.Fig. 5.1 – Resistenza caratteristica in funzione del rapporto a/c. Per Rck = 30 N/mm2 occorre adottare un rapporto a/c di 0,63. Se si aggiunge acqua ed il rapporto a/c diventa 0,68 la Rck scende a 24 N/mm2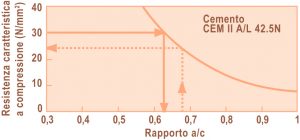 Val la pena di precisare che tanto l’equazione [5.1] quanto la curva nella Fig. 5.1 valgono a condizione che tutti i calcestruzzi siano stati compattati al massimo; in assenza di questa condizione la R diminuisce tanto di più quanto minore è stato il grado di compattazione (§ 6.5).
Val la pena di precisare che tanto l’equazione [5.1] quanto la curva nella Fig. 5.1 valgono a condizione che tutti i calcestruzzi siano stati compattati al massimo; in assenza di questa condizione la R diminuisce tanto di più quanto minore è stato il grado di compattazione (§ 6.5).
5.2.3 LA RICHIESTA D’ACQUA
Sulla base dei due principi sopra illustrati e quantitativamente espressi attraverso la Tabella 5.2 e la Fig. 5.1, si può ora determinare l’acqua “giusta” (cioè la richiesta d’acqua) che occorre per soddisfare simultaneamente due fondamentali esigenze: quelle dell’impresa (lavorabilità) e quelle del progettista (resistenza meccanica). Un’esemplificazione numerica chiarirà meglio il metodo di calcolo. Supponiamo, per esempio, che per il getto sia richiesto un calcestruzzo a consistenza semi-fluida (classe di consistenza S3) e che l’aggregato disponibile (alluvionale tondeggiante) abbia un diametro massimo (Dmax) di 25 mm. Utilizzando la Tabella 5.2 (e tenendo conto della nota) si individua la richiesta d’acqua (a) che è di 200 kg/m3.Supponiamo, inoltre, che la resistenza caratteristica (Rck) prevista in capitolato, sulla base di considerazioni strutturali ma anche di durabilità, sia 30 N/ mm2 con un controllo di tipo A (§ 9.4). Dalla Fig. 5.1 (che correla Rck con il rapporto a/c) si deduce che il rapporto a/c deve essere 0,63.

Acqua di impasto del calcestruzzo: fatti e misfatti sui cantieri
Di Mario Collepardi, Silvia Collepardi, Roberto TroliL’acqua è uno dei tre protagonisti – insieme al cemento e all’aggregato lapideo – nel processo produttivo del calcestruzzo. Senza l’acqua non si può produrre il calcestruzzo. Ma se si esagera con l’acqua si confeziona un mediocre calcestruzzo in termini di resistenza meccanica e di durabilità. In realtà, ciò che penalizza la resistenza meccanica e la durabilità del calcestruzzo non è un’eccessiva quantità di acqua in assoluto, ma piuttosto un eccessivo rapporto tra la quantità di acqua (a) e quella del cemento (c). In altre parole, si può anche aumentare la quantità di acqua – se questo serve a migliorare la lavorabilità del calcestruzzo per esigenze di getto – a patto che si aumenti in misura proporzionale la quantità di cemento in modo da lasciare immutato il rapporto a/c tra questi due ingredienti. La “giusta” quantità d’acqua di impasto per confezionare un calcestruzzo deve soddisfare due requisiti: la regola di Lyse e la legge di Abrams.LA REGOLA DI LYSELa regola di Lyse si riferisce alla quantità di acqua che occorre impiegare per confezionare calcestruzzi di diversa classe di consistenza. La classe di consistenza, identificata da un codice (da S1 a S5), corrisponde ad un intervallo di lavorabilità espressa attraverso la misura dello slump. Per esempio, la classe di consistenza S2 corrisponde ad un calcestruzzo di consistenza plastica con uno slump compreso tra 50 e 90 mm . La regola di Lyse può essere così riassunta in due enunciati molto semplici e tra loro complementari: 1) per un dato diametro massimo dell’aggregato, maggiore è la classe di consistenza richiesta per il calcestruzzo fresco, maggiore deve essere la quantità di acqua nell’impasto; 2) per una data classe di consistenza del calcestruzzo, maggiore è il diametro massimo dell’aggregato, minore è la richiesta d’acqua per conseguire la consistenza prefissata. LA LEGGE DI ABRAMSNel 1918, D.A. Abrams – più famoso, forse, per aver inventato il “cono” con cui si misura lo slump – enunciò una legge fondamentale nella tecnologia del calcestruzzo: la resistenza meccanica ad una determinata stagionatura (per esempio: 28 giorni) e ad una determinata temperatura (per esempio: 20°C) aumenta al diminuire del rapporto acqua/cemento secondo l’equazione:R = K1/K2a/cdove R è la resistenza meccanica a compressione e K1 e K2 sono due costanti che dipendono dal tempo e dalla temperatura di stagionatura oltre dal tipo di cemento.Per esempio, con una stagionatura di 28 giorni a 20°C (cioè con i parametri stabiliti dalla normativa vigente per determinare la resistenza caratteristica), la correlazione tra R (espressa come resistenza caratteristica) ed a/c per i calcestruzzi confezionati con un cemento portland al calcare di classe 42.5 può essere rappresentata dalla curva della Figura 1.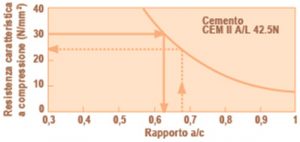
Fig.1 – Resistenza caratteristica in funzione del rapporto a/c. Per Rck = 30 N/mm2 occorre adottare un rapporto a/c di 0.63. Se si riaggiunge acqua ed il rapporto a/c diventa 0.67 la Rck scende a 24 N/m2.
L’ACQUA “GIUSTA”Sulla base dei due principi sopra illustrati, possiamo ora determinare l’acqua “giusta” che occorre per soddisfare simultaneamente due fondamentali esigenze: quelle dell’impresa (lavorabilità) e quelle del progettista (resistenza meccanica). Un’esemplificazione numerica chiarirà meglio il metodo di calcolo. Supponiamo, per esempio, che per il getto sia richiesto un calcestruzzo a consistenza semi-fluida (classe di consistenza S3) e che l’aggregato disponibile abbia un diametro massimo (Dmax) di 25 mm. La richiesta d’acqua (a) è di 210 Kg/m3.
Supponiamo, inoltre, che la resistenza caratteristica (Rck) prevista in capitolato, sulla base di considerazioni statiche ma anche di durabilità (per esempio calcestruzzo armato in ambienti interni: classe di esposizione 1), sia 30 N/mm2 con un controllo di tipo A. Dalla Figura 1 (che correla Rck con il rapporto a/c) si deduce che il rapporto a/c deve essere 0.63. Avendo fissato il valore dell’acqua “giusta” in 210 Kg/m3 (per esigenze di lavorabilità), ed avendo fissato il rapporto a/c in 0.63 (per esigenze di resistenza meccanica), ne consegue che il dosaggio di cemento (c) deve essere uno ed uno solo:a/c = 210/c =0.63 è = 333 Kg/m3Val la pena si segnalare che se l’esigenza del cantiere, per la difficoltà del getto (ferri e forma delle strutture), comporta una maggiore lavorabilità (per esempio: consistenza super-fluida, S5), occorre aumentare la richiesta d’acqua e conseguentemente il dosaggio di cemento, anche se la Rck (30 N/mm2) rimane immutata. La richiesta d’acqua con classe di consistenza S5 e Dmax di 25 mm diventa 225 Kg/m3. Pertanto, per rispettare lo stesso rapporto a/c di 0.63 occorre adottare un maggior dosaggio di cemento (c):225/c = 0.63 è c = 357 Kg/m3 LA RIAGGIUNTA D’ACQUACome si è potuto vedere nell’esempio sopra illustrato, la variazione di consistenza del calcestruzzo fresco (da S3 ad S5, cioè da un calcestruzzo semi-fluido ad uno superfluido) comporta un aumento di acqua (da 210 a 225 Kg/m3), ma anche di cemento (da 333 a 357 Kg/m3). Ne deriva conseguentemente che l’aumento di lavorabilità, senza penalizzazione di resistenza meccanica, ha un costo identificabile nel maggior dosaggio di cemento (circa 20 Kg/m3). In realtà, l’aumento di lavorabilità può essere conseguito anche con aggiunta di additivi, senza modificare la richiesta d’acqua e il dosaggio di cemento. Ma ciò non cambia i termini del problema: l’aumento di lavorabilità, a pari Rck, comporta un aumento del costo del calcestruzzo derivante dall’impiego dell’additivo o dall’aumento nel dosaggio di cemento. Questa considerazione si riflette in pratica nei listini del calcestruzzo che vengono offerti, per una determinata Rck, a prezzi che aumentano con la lavorabilità richiesta.Come reagiscono solitamente le imprese a questa diversità dei prezzi del calcestruzzo in funzione della diversa lavorabilità? Ordinano il calcestruzzo alla consistenza più bassa disponibile (generalmente S3 e talvolta S2), e ri-aggiungono sul cantiere dentro l’autobetoniera l’acqua che occorre per portare il livello della lavorabilità a quello che realmente si richiede (generalmente S4 ma più spesso S5). La riaggiunta d’acqua – ovviamente non accompagnata da una proporzionale riaggiunta di cemento per mantenere inalterato il rapporto a/c – comporta un aumento di lavorabilità (regola di Lyse), ma anche una penalizzazione della resistenza caratteristica prevista in capitolato (legge di Abrams). Per rimanere all’esempio sopra illustrato, si può anche facilmente calcolare il grado di penalizzazione nella Rck a seguito di una riaggiunta d’acqua sul cantiere per trasformare un calcestruzzo semi-fluido (S3) in un conglomerato superfluido (S5):S3 è a = 210 Kg/m3; S5 è a = 225 Kg/m3Poiché il cemento è rimasto inalterato (c = 333 Kg/m3 per la classe di consistenza S3), il rapporto a/c aumenta da 0.63 a 0.67:a/c = 210/333 = 0.63 è 225/333 = 0.67Quindi, dopo la riaggiunta d’acqua, l’aumento del rapporto a/c comporta una diminuzione della Rck effettiva che, dopo la riaggiunta d’acqua, diventa circa 24 N/mm2 (Figura 1). CHI E’ RESPONSABILE?Chi è responsabile di questa manipolazione frequentemente praticata sui cantieri? La risposta è necessariamente complessa ed articolata giacché coinvolge tutta la catena degli operatori: dal produttore di calcestruzzo all’impresa, dal progettista al direttore dei lavori. Si potrebbe cominciare dal produttore di calcestruzzo le cui responsabilità, in realtà, sono modeste o nulle. Sono nulle, per esempio, quando offre a listino diverse opzioni di lavorabilità per una data Rck, quando registra sulla bolla di consegna la effettiva classe di consistenza consegnata, e quando chiede di controfirmare la bolla a chi richiede di riaggiungere acqua in autobetoniera sul cantiere. Non sono invece nulle le responsabilità, ma comunque limitate, quando in assenza di una specifica richiesta della classe di consistenza da parte dell’impresa, il produttore di calcestruzzo offre un impasto poco lavorabile solo per tenere basso il costo e battere la concorrenza di chi vorrebbe offrire un calcestruzzo più fluido, più costoso e più adeguato alle obiettive difficoltà di getto sul cantiere.Sicuramente maggiori sono le responsabilità dell’impresa quando modifica la lavorabilità del calcestruzzo consegnato con riaggiunta d’acqua. Nel momento, poi, in cui l’impresa controfirma la bolla di consegna attestando che ha espressamente richiesto una riaggiunta d’acqua firma anche un atto di oggettiva e documentata responsabilità in caso di contestazione da parte del direttore dei lavori o del collaudatore. Infatti, in caso di contestazione, un eventuale controllo della struttura mediante carotaggio che dovesse dimostrare la inadeguatezza del materiale, sarebbe facilmente correlabile con la riaggiunta d’acqua e la conseguente penalizzazione nella resistenza meccanica.Il progettista ritiene, in genere, che la lavorabilità del calcestruzzo sia un dettaglio esecutivo di irrilevante importanza e comunque debba essere affrontato dall’impresa. Un buon progettista dovrebbe valutare la difficoltà di realizzazione delle proprie strutture e rendere tanto più facile l’operazione pratica del getto quanto più difficile ne è stimata l’esecuzione. Si tratta, in sostanza, di scegliere quale dei cinque livelli di consistenza (da S1 a S5) è il più adeguato in relazione alla difficoltà esecutiva ed alla tecnica adottata. Se, per esempio, si deve realizzare una diga o una pavimentazione con vibrofinitrice è d’obbligo un calcestruzzo a consistenza di terra umida (S1). Se, invece, si deve costruire una ciminiera con la tecnica dei casseri rampanti, si deve prescrivere un calcestruzzo a consistenza plastica (S2) o al massimo semi-fluida (S3). Ma nella stragrande maggioranza dei casi, con la eccezione delle tipologie strutturali ora menzionate, è inutile ignorare la situazione sociale della manodopera presente nei nostri cantieri e la inadeguatezza tecnica dei sistemi di compattazione. E’ necessario in questi casi, prescrivere in capitolato una consistenza fluida (S4) e molto spesso superfluida (S5). Se non ci penserà il progettista in fase di progetto e di stesura del capitolato, sarà l’ultimo degli operai del cantiere – con il classico gesto della mano a pollice in giù – a richiedere di riaggiungere acqua per superare le difficoltà del getto.Sulle responsabilità del direttore dei lavori per la riaggiunta d’acqua sul cantiere credo ci sia poco da discutere. Di solito il direttore dei lavori non assiste ai getti del calcestruzzo, n affida ad un suo collaboratore l’incarico di sorvegliare questa importantissima fase della costruzione attraverso il controllo della lavorabilità ed il prelievo dei “cubetti” secondo le prescrizioni di legge. Eppure sarebbe molto facile, anche in assenza al momento dei getti, da una parte diffidare l’impresa dalle riaggiunte d’acqua in betoniera, e dall’altra chiedere copia della bolla di consegna dove il fornitore del calcestruzzo – a difesa dei suoi interessi – ha fatto registrare la eventuale richiesta d’acqua da parte dell’impresa. Se poi il direttore dei lavori dovesse verificare che la lavorabilità del calcestruzzo consegnato dal fornitore è assolutamente inadeguata alla difficoltà del getto, avrebbe tutti i poteri – ferma restando la Rck – di innalzare la lavorabilità del calcestruzzo consegnato ad un livello maggiore e tale da non dover essere più manipolato con riaggiunte d’acqua sul cantiere.Un dato è certo: in tutti quei casi in cui la direzione dei lavori non è latitante, ma assiste sul cantiere attraverso i controlli della lavorabilità ed il prelievo dei cubetti, la riaggiunta d’acqua non è consentita ed i risultati prestazionali dell’opera – in termini di resistenza meccanica e durabilità – sono indubbiamente conseguiti.

Bleeding del calcestruzzo: acqua in superficie ma anche sotto
Di Mario Collepardi, Silvia Collepardi, Roberto TroliBleeding, dall’inglese bleed (pronuncia “blid”) che vuol dire essudare, indica la raccolta di acqua sulla superficie del calcestruzzo. Tipicamente il bleeding si manifesta visivamente nei getti delle pavimentazioni eseguite con calcestruzzo molto fluido, povero di cemento e/o anche surdosato in additivo superfluidificante. Lo specchio d’acqua che si raccoglie, subito dopo il getto, sulla superficie superiore di un lastra è un chiaro sintomo di bleeding. In realtà il bleeding è un fenomeno più complesso che comporta la raccolta d’acqua non solo sulla superficie superiore a vista di una pavimentazione, ma anche il deposito localizzato di acqua all’interno di una struttura in calcestruzzo: questo secondo aspetto del bleeding, non manifesto e per questo più insidioso, comporta la formazione di punti deboli e più in generale di eterogeneità all’interno del materiale.La riduzione del bleeding può essere realizzata impiegando inerti in buona curva granulometrica in modo da evitare risalite d’acqua verso l’alto e adottando un adeguato dosaggio di cemento in modo sa rendere coesivo il calcestruzzo fresco. Esistono, tuttavia, altri due materiali per la riduzione del bleeding: aggiunte minerali e additivi chimici.AGGIUNTE MINERALILe aggiunte minerali impiegate per la riduzione del bleeding nelle sospensioni cementizie, sono sostanzialmente di due tipi: bentonite e fumo di silice. In entrambi i casi, si tratta di prodotti inorganici ad elevatissima area superficiale specifica e quindi in grado di sedimentare molto lentamente in un mezzo acquoso. La elevata area superficiale di questi prodotti fa aumentare la interazione fisica all’interfaccia solido-liquido con beneficio per la stabilità dell’intero sistema. Inoltre, per effetto della piccolissima dimensione di queste particelle (quasi tutte sotto 0.1 mm) si riduce notevolmente la velocità di sedimentazione per effetto della legge di Stokes.In realtà la bentonite ed il fumo di silice si comportano in modo diverso: la bentonite, molto più fine del fumo di silice, tende a formare con l’acqua una sospensione colloidale molto stabile e viscosa nella quale le particelle di cemento sono ostacolate nella loro sedimentazione per effetto della gravità; il fumo di silice, d’altra parte, è in grado di stabilire dei veri e propri legami chimici con le particelle di cemento a seguito della reazione pozzolanica tra la silice amorfa del fumo di silice e la calce di idrolisi del cemento.ADDITIVI CHIMICIGli additivi chimici possono ridurre il fenomeno del bleeding attraverso meccanismi diversi. I superfluidificanti, per esempio, consentono di ridurre l’acqua necessaria per ottenere una predeterminata fluidità della miscela: in presenza di una minore quantità di acqua (fino al 20-30% in meno) il bleeding è fortemente ridotto, poiché, il fenomeno del bleeding è aggravato da un elevato rapporto liquido-solido. Ma i superfluidificanti riducono il bleeding anche per effetto della deflocculazione dei granuli di cemento che – in assenza di additivo – tendono ad agglomerarsi. I superfluidificanti, infatti, vengono adsorbiti sulla superficie delle singole particelle di cemento provocando una reciproca repulsione e riducendo, quindi, la effettiva dimensione particellare. Per effetto della legge di Stokes, le particelle solide più piccole sedimentano con una velocità minore e conseguentemente si riduce la raccolta di acqua di bleeding in superficie.Oltre ai superfluidificanti, possono ridurre il bleeding gli additivi aeranti, cioè quelli capaci di sviluppare gas, gli additivi acceleranti di presa, e gli additivi addensanti.Gli additivi aeranti sono prodotti liquidi tensioattivi (riducono la tensione superficiale dell’acqua) che provocano la formazione di microbolle d’aria. Queste si attaccano ai granuli di cemento – per effetto di una diversa carica elettrostatica sulla superficie – e ne riducono quindi la sedimentazione per gravità a causa della loro minore massa volumica. Gli additivi che sviluppano gas (per esempio polvere di alluminio capace di reagire con la calce di idrolisi del cemento per generare bolle di idrogeno) funzionano più o meno come gli additivi aeranti. Gli additivi acceleranti riducono il tempo di presa e quindi il periodo durante il quale può avvenire la sedimentazione delle particelle solide e la raccolta d’acqua in superficie. Gli additivi addensanti (a base di metil-cellulosa e derivati) hanno lo scopo di aumentare la viscosità del mezzo fluido (acqua) e quindi di ridurre la sedimentazione delle particelle solide.MODALITA’ DI MISCELAZIONEMiscelatori capaci di favorire la massima dispersione delle particelle di cemento riducono il bleeding. In sostanza, una miscelazione efficace – basata sull’applicazione di elevati sforzi di taglio, piuttosto che sulla semplice agitazione per rotazione – è in grado di disaggregare meccanicamente gli agglomerati particellari di cemento favorendone la dispersione in granuli individuali di minore dimensione.In sostanza, la miscelazione basata sull’applicazione di alti sforzi di taglio ha lo stesso effetto dell’aggiunta di un superfluidificante nel favorire la dispersione dei grossi agglomerati particellari in particelle di cemento di minor dimensione. Ovviamente, la combinazione di miscelatori ad alto sforzo di taglio con l’aggiunta di additivi superfluidificanti (effetto meccanico-chimico) favorisce la massima stabilità della sospensione ed una forte riduzione del bleeding. 
Fig. 1 – Rappresentazione schematica di una zona di transizione tra aggregato e matrice cementizia (Materiali cementizi innovativi: dagli HPC verso gli RPC. Parte I: i calcestruzzi ad alte prestazioni – L’Industria Italiana del Cemento – Marzo 1995).
IL BLEEDING NELLE MALTE: APPLICAZIONI NELL’ANCORAGGIO DI MACCHINE E NEL RIEMPIMENTO DI SCAVILe principali applicazioni pratiche di malte fluide prive di bleeding riguardano gli ancoraggi di macchine ed il riempimento di scavi in terra per la posa di cavi elettrici e telefonici o di tubazioni per gas e acqua.MALTE DA ANCORAGGIONel caso degli ancoraggi di macchinari (grouting, in inglese), il problema del bleeding comporta la raccolta preferenziale di acqua al di sotto di parti metalliche (per esempio il basamento di un macchinario) con conseguente riduzione della superficie d’appoggio della macchina alla sua fondazione.Per la eliminazione del bleeding nelle malte di ancoraggio – per le quali si richiede anche un elevata resistenza meccanica per resistere alle sollecitazioni derivanti dalle sue vibrazioni in servizio – si ricorre all’impiego combinato di cementi fini (ma non microfini), di additivi superfluidificanti e di fumi di silice grazie ai quali è anche possibile migliorare notevolmente le prestazioni meccaniche adottando rapporti acqua-cemento bassi (circa 0.4-0.5).MALTE DI RIEMPIMENTO NEGLI SCAVINel riempimento degli scavi, invece, la situazione è pressoché capovolta rispetto alle malte di ancoraggio. Infatti, in questo caso, si richiede una malta molto fluida per il completo riempimento dello scavo, che sia però dotata di una resistenza meccanica e di un modulo elastico – in genere molto bassi – paragonabili a quelli del terreno circostante. Questa scelta dipende da due considerazioni distinte.Da una parte si vuole sostituire la terra scavata con una malta di pari rigidità rispetto al terreno circostante e sottostante (per evitare che i carichi dinamici del traffico in servizio possano provocare un assestamento della malta rispetto alla quota del manto stradale). Dall’altra, si vuole garantire la possibilità di rimuovere facilmente la malta gettata nello scavo, in caso di manutenzione dei servizi pre-allocati nello scavo.La fluidità molto spinta che si richiede nelle malte di riempimento (per far aderire al massimo il getto al profilo dello scavo e ridurre quindi le concentrazioni di sforzo ) comporta rapporti acqua-cemento elevatissimi (circa 1) compatibili con le basse resistenze meccaniche richieste (1-2 N/mm2 a compressione e 0.1-0.3 N/mm2 a flessione). In queste condizioni, però, il fenomeno del bleeding risulta tanto esasperato per l’elevato rapporto acqua-cemento, quanto indesiderato per le conseguenze negative sul successo del riempimento. Il problema del bleeding viene risolto, in questo caso, adottando quei metodi, sopra illustrati, compatibili con un basso modulo elastico: soprattutto additivi aeranti ed addensanti e, se necessario, bentonite o cenere volante in luogo del più costoso fumo di silice. La riduzione della pezzatura dell’aggregato grosso riduce la sedimentazione degli elementi lapidei e pertanto una malta viene generalmente preferita, rispetto al calcestruzzo, anche per favorire la mobilità del riempimento all’interno dello scavo al momento del getto.IL BLEEDING NEL CALCESTRUZZOSi è già accennato, nella parte introduttiva, alla manifestazione del bleeding nelle pavimentazioni in calcestruzzo. Ma il bleeding comporta alcuni inconvenienti anche in altre tipologie costruttive: riprese di getto, aderenza e protezione dei ferri nelle opere armate, riduzione del giunto adesivo tra pasta di cemento ed aggregati lapidei.IL BLEEDING NEI PAVIMENTI IN CALCESTRUZZOLa raccolta d’acqua sulla superficie a vista di un pavimento comporta l’instaurarsi di un rapporto acqua/cemento eccessivo – e quindi di una bassa prestazione meccanica – proprio sulla parte del manufatto maggiormente esposta alle sollecitazioni meccaniche, fisiche e chimiche in servizio: abrasioni, urti, esposizione agli agenti atmosferici (pioggia, aria, ghiaccio, ecc.)Questa considerazione ha portato in passato all’impiego di calcestruzzi asciutti per la produzione dei pavimenti proprio per prevenire alla radice il fenomeno del bleeding. Successivamente, a metà degli anni ‘50 si è sviluppata la tecnologia dei getti in calcestruzzo fluido (molto più semplice da mettere in opera) rinforzati superficialmente con uno “spolvero” di cemento e quarzo asciutti. L’applicazione dello “spolvero”, ed in particolare del cemento, sulla superficie del calcestruzzo in fase di presa ma non ancora indurito, ha proprio la funzione di rimediare agli inconvenienti provocati dal bleeding. L’apporto di cemento – ristabilisce un rapporto acqua/cemento più basso ed elimina, quindi gli inconvenienti connessi con le scarse prestazioni meccaniche e di inadeguata durabilità provocate dal bleeding sulla superficie del pavimento.La corretta applicazione dello “spolvero” richiede, però, che esso venga incorporato monoliticamente al sottostante getto in calcestruzzo. Questo risultato viene conseguito mediante frattazzatura meccanica dello strato superficiale dopo l’applicazione dello “spolvero” entro un intervallo di tempo critico: infatti, se la frattazzatura viene eseguita tardivamente, quando il substrato in calcestruzzo è ormai indurito, si rischia di non poter incorporare monoliticamente lo “spolvero” superficiale al calcestruzzo; se, d’altra parte, lo “spolvero” viene applicato e frattazzato prematuramente, quando il bleeding non si è ancora esaurito, la risalita d’acqua viene bloccata al di sotto dello strato corticale densificato per effetto della frattazzatura. Ciò provoca la formazione di una sorta di lente d’acqua – più o meno diffusa – al di sotto dello strato di “spolvero” indurito. Con il tempo, a seguito dell’evaporazione o dell’assorbimento dell’acqua da parte del circostante materiale, si viene a creare un vuoto proprio al di sotto dello strato densificato superficiale che risulta così destinato al distacco.IL BLEEDING E L’ADESIONE FERRO-CALCESTRUZZOL’acqua che risale per effetto del bleeding può trovare lungo il suo cammino verticale una serie di ostacoli: i ferri di armatura e gli aggregati lapidei. In particolare, se l’acqua di bleeding rimane al di sotto dei ferri di armatura disposti ortogonalmente rispetto alla direzione di risalita, una parte di acqua rimane intrappolata riducendo la superficie di contatto tra ferri di armatura e calcestruzzo. In seguito, per l’evaporazione e la migrazione di quest’acqua, si crea di fatto un vuoto che corre lungo i ferri disposti orizzontalmente. Conseguentemente, sia l’aderenza tra ferro e calcestruzzo può essere ridotta, sia la protezione dalla corrosione delle armature metalliche può essere compromessa per il facile accesso degli agenti aggressivi (aria e umidità).IL BLEEDING E LA ZONA DI TRANSIZIONELa zona di transizione è quella parte della pasta cementizia (spessa qualche µm o decina di µm) che si trova a diretto contatto con l’aggregato lapideo. La Fig. 1 illustra schematicamente una zona di transizione sostanzialmente più porosa della matrice cementizia adiacente e più distante dall’aggregato. Il principale contributo alla porosità della zona di transizione proviene dall’acqua di bleeding che, durante la risalita, rimane parzialmente intrappolata sotto gli aggregati lapidei più grossi.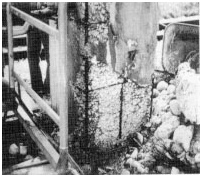
Fig. 2 – Pilastro fortemente segregato e successivamente degradato per mancanza di cemento e parti fini.
L’indebolimento della zona di transizione assume una particolare importanza pratica nella produzione di calcestruzzi ad alta ed altissima resistenza meccanica (Rc = 60-100 MPa). Infatti, in questi casi si riduce il rapporto acqua-cemento a valori bassissimi (0.30-0.40) per conseguire una microstruttura della matrice cementizia paragonabile a quella dell’aggregato lapideo. Se, però, la zona di transizione rimane porosa per effetto del bleeding, essa diventa l’anello debole della catena: la rottura del calcestruzzo avviene, localizzata nella zona di transizione, senza che si possa trarre completo giovamento da una diminuzione nel rapporto acqua-cemento.COME RIDURRE IL BLEEDING NEL CALCESTRUZZOSolo una parte dei fattori già menzionati per governare il bleeding delle paste cementizie, può essere presa in considerazione per tenere sotto controllo l’insorgere del bleeding nel calcestruzzo e le conseguenze negative sopra riportate. In particolare non può essere utilizzato un miscelatore ad alto sforzo di taglio, che è invece impiegabile per le boiacche cementizie. Né è possibile utilizzare la bentonite, gli additivi addensanti e gli acceleranti di presa per le difficoltà che si introdurrebbero in fase di trasporto e di getto. Sono invece largamente utilizzati, per produrre calcestruzzi con bleeding ridotto, il fumo di silice, i fluidificanti ed i superfluidificanti per ridurre l’acqua di impasto, e gli aeranti laddove si richiede anche un calcestruzzo resistente al ghiaccio. Ma i fattori predominanti per controllare il bleeding del calcestruzzo sono il dosaggio di cemento e la combinazione degli aggregati per realizzare un assortimento granulometrico ottimale (Fuller, Bolomey, ecc.)Occorre precisare un altro aspetto complementare del bleeding che assume un’importanza rilevante nel calcestruzzo, mentre è nulla nelle paste e trascurabile nelle malte: la sedimentazione sul fondo degli aggregati lapidei più grossi.L’insieme dei due fenomeni – sedimentazione degli aggregati lapidei ed il bleeding dell’acqua prende il nome di segregazione del calcestruzzo. La segregazione è accentuata da una carenza di cemento e da un mancato assortimento granulometrico, in particolare da una carenza di parti fini nell’aggregato (Fig. 2).Laddove si manifesta la segregazione occorre intervenire nell’aumentare il dosaggio di cemento e la frazione di sabbia fine. Molto spesso, si ricorre alla utilizzazione di cenere volante (che possiede una funzione paragonabile a quella del cemento) proprio per correggere i difetti della segregazione senza necessariamente impiegare più cemento o sabbie fini non sempre disponibili.Quest’approccio alla soluzione del problema segregazione-bleeding viene spesso adottato soprattutto per poter pompare calcestruzzi magri, cioè poveri in cemento in quanto non dotati di resistenze meccaniche elevate

Cemento: il cuore del calcestruzzo
Di Mario Collepardi, Silvia Collepardi, Roberto TroliCEMENTO, PROTAGONISTA DEL CALCESTRUZZOIl cemento è il cuore del calcestruzzo. Esso giuoca il ruolo del protagonista al punto che le opere in calcestruzzo sono spesso chiamate, sia pure impropriamente, “opere in cemento”. Nella sua essenza il cemento è una polvere che, mescolata con acqua in proporzione di circa 2:1, è in grado di produrre una massa (pasta) facilmente modellabile che nel giro di qualche ora si rapprende perdendo la sua iniziale plasticità (presa) e successivamente, nel giro di un giorno, assume la rigidità tipica di una pietra naturale ed è capace di resistere ad apprezzabili sollecitazioni meccaniche.I CEMENTI NON SONO TUTTI UGUALILa qualità della matrice cementizia e quindi del materiale composito che ne deriva – malta o calcestruzzo – dipendono in massima parte dalle proporzioni di acqua e di cemento impiegati per l’impasto: poca acqua rispetto al cemento (cioè un rapporto acqua/cemento basso) è l’indispensabile premessa per un calcestruzzo di qualità, in quanto predispone così la formazione di una matrice cementizia con caratteristiche fisico-meccaniche superiori. Tuttavia, a parità di rapporto acqua/cemento, come anche di tutti gli altri parametri (tipo e granulometria dell’aggregato, rapporto aggregato/cemento, presenza di additivi, qualità della stagionatura, ecc.), le prestazioni del calcestruzzo nella fase esecutiva, e soprattutto in servizio, possono variare significativamente in funzione del cemento impiegato. Insomma, non tutti i cementi sono eguali dal punto di vista prestazionale.ESIGENZA DI UNA NORMATIVA SUI CEMENTISe i cementi non sono tutti eguali, sorge il problema di classificarli in base alla loro prestazione e composizione. I criteri adottati per la classificazione dei cementi possono variare nel tempo a seconda della evoluzione tecnologica, della disponibilità della materie prime e anche delle condizioni geo-politiche. Si potrebbe cominciare proprio da quest’ultimo aspetto. Fino al 1993 in Italia vigeva una normativa – emanata con un Decreto Ministeriale del 1968 – che regolamentava la produzione dei cementi sul territorio nazionale. Con l’avvento delle regole comunitarie nell’Unione Europea, anche per il cemento è stata concordata una nuova normativa (EN 197/1) basata su una classificazione unica. L’obiettivo è duplice: da una parte consentire la distribuzione del cemento, prodotto in un qualsiasi paese comunitario, su tutto il territorio dell’Unione; dall’altra, mettere in condizioni i tecnici delle costruzioni (preconfezionatori, prefabbricatori, imprese e studi di progettazione) di poter scegliere, con gli stessi criteri, il cemento più adatto allo specifico impiego in qualsiasi Paese dell’Unione essi si trovino ad operare.LA NORMATIVA EUROPEA SUI CEMENTILa normativa europea sui cementi è incentrata su due requisiti fondamentali: la classe di resistenza ed il tipo di cemento, quest’ultimo inteso come composizione dei suoi ingredienti. Esistono 25 diversi tipi (o sottotipi) di cemento, come vedremo più avanti, e ciascun tipo può essere disponibile in 6 diverse classi di resistenza. Da ciò deriva che in totale, moltiplicando il numero dei tipi (25) per il numero delle classi di resistenza (6) sono teoricamente possibili 150 diversi cementi. In realtà, nel singolo Paese – per esempio l’Italia – non tutti e 25 i tipi vengono prodotti, per oggettiva mancanza locale di alcuni ingredienti o per mancanza di una tradizione pre-esistente a produrre ed impiegare alcuni determinati tipi di cemento. E neppure tutte e 6 le classi di resistenza sono disponibili per i vari tipi di cemento realmente prodotti, molto spesso per oggettive difficoltà tecniche a produrre o a impiegare alcune classi di resistenza di determinati tipi di cemento. Cionondimeno, la normativa prevede che questi cementi – oggi tecnicamente irrealizzabili – possano essere in un futuro prodotti grazie ai progressi innovativi del settore. Vedremo più avanti, quali di questi cementi non sono prodotti e perché. Limitiamoci ora ad esaminare i requisiti fondamentali in base ai quali distinguere i cementi per classe, tipo e sottotipo e per classe di resistenza. Tabella 1 – Resistenza meccanica a compressione per le classi di resistenza dei cementi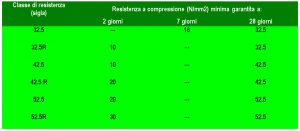 LA CLASSE DI RESISTENZA DEI CEMENTICiascun tipo di cemento viene fornito dal produttore in una delle seguenti classi di resistenza: 32.5; 32.5R; 42.5; 42.5R; 52.5 e 52.5R. Il numero (32.5, 42.5 oppure 52.5) individua la soglia minima di resistenza meccanica a compressione, in N/mm2, misurata a 28 giorni. La presenza o meno del simbolo R, dopo il numero, sta a significare il comportamento meccanico del cemento alle brevi stagionature: per esempio sia il cemento di classe 32.5, sia quello di classe 32.5R debbono superare a 28 giorni la resistenza meccanica di 32.5 N/mm2; tuttavia il cemento di classe 32.5R (“R” sta per rapido) deve anche superare la soglia di 10 N/mm2 a 2 giorni, mentre quello di classe 32.5 deve garantire il raggiungimento di un limite prestazionale a 7 giorni (Tabella 1).Analogamente la differenza tra le classi 42.5 e 42.5R (o tra 52.5 e 52.5R) sta solo nel diverso comportamento alla stagionatura di 2 giorni: quelli contrassegnati con R posseggono una maggiore resistenza meccanica a 2 giorni, mentre a 28 giorni i requisiti di resistenza meccanica per le due classi di resistenza (42.5 e 42.5R, oppure 52.5 e 52.5R) sono identici.Per la determinazione effettiva della resistenza meccanica di un cemento è necessario adottare una procedura standardizzata, in base alla quale alcuni parametri, che potrebbero influenzare la resistenza meccanica stessa, siano rigorosamente mantenuti costanti da prova a prova. Per esempio, poiché il rapporto tra il quantitativo di acqua e quello del cemento condiziona, come si è già detto precedentemente, la prestazione meccanica di un impasto cementizio, per la miscela (in forma di malta) su cui eseguire la prova di resistenza, si adotta sempre lo stesso rapporto acqua/cemento (0.5). Così pure è fisso il rapporto tra sabbia e cemento (3), come anche il tipo di sabbia, la sua granulometria, ecc. Sono anche rigorosamente standardizzati il tipo ed il tempo di miscelazione, la modalità di riempimento delle casseforme con la malta, le condizioni termiche (20°C) ed igrometriche di maturazione ed infine la metodologia di sollecitazione meccanica per la rottura dei provini.I risultati della resistenza meccanica, ottenuti secondo la procedura sopra descritta, vengono poi confrontati con i valori minimi richiesti dalla norma per ciascuna classe di resistenza (Tabella 1). Se, per fare solo un esempio, i risultati ottenuti fossero di 8 N/mm2 a 2 giorni, 30 N/mm2 a 7 giorni e 43 N/mm2 a 28 giorni, la classe di resistenza assegnata a questo cemento sarebbe 32.5, ancorché a 28 giorni la sua prestazione (43 N/mm2) supera quella richiesta da una cemento di classe 42.5 o 42.5R. Il mancato raggiungimento di almeno 10 N/mm2 a 2 giorni, infatti, non consentirebbe a questo cemento di essere inquadrato neppure nella classe di resistenza 32.5R. LA POZZOLANALa pozzolana da sola, ancorché finemente macinata, non indurisce al contatto con acqua. Essa non è, quindi, un legante idraulico. Tuttavia in presenza di calce (almeno 20-30%) si comporta come un ottimo legante idraulico con prestazioni superiori (per resistenza meccanica e durabilità) rispetto alla sola calce. Questo comportamento (denominato “attività pozzolanica” ) è dovuto ad un complesso di interazioni con la calce e con l’acqua d’impasto. Su questo principio i Romani svilupparono una tecnologia innovativa per la confezione di malte e calcestruzzi, a base di calce e pozzolana, destinati alla realizzazione di opere edili e soprattutto idrauliche o marittime.La riscoperta della pozzolana, all’inizio di questo secolo, in combinazione con il cemento Portland, anziché con la calce, è dovuta alla fortunata circostanza che il cemento Portland, a contatto con l’acqua d’impasto, libera progressivamente la calce e che quest’ultima diventa così disponibile per attivare l’indurimento della pozzolana. Val la pena subito di precisare che nella miscela di cemento Portland-pozzolana è indispensabile rispettare un certo proporzionamento tra i due ingredienti (almeno 40-50% di cemento Portland) affinché si liberi un’adeguata quantità di calce per attivare la pozzolana.Il successo di questo legante di miscela – denominato “cemento pozzolanico” è sostanzialmente basato sulle migliori prestazioni conseguibili in alcune determinate circostanze: innanzitutto un minor sviluppo di calore apprezzato nei getti massivi (dighe, platee di fondazione di grosso spessore, ecc.) per effetto del ridotto quantitativo di clinker responsabile dell’effetto termico; in secondo luogo una migliore resistenza offerta all’attacco chimico dei solfati e delle acque marine; infine, una maggiore resistenza offerta alla penetrazione dei cloruri – e quindi una migliore protezione dei ferri di armatura – apprezzata nelle opere in calcestruzzo armato destinato alle opere stradali o autostradali esposti in inverno ai sali disgelanti contenenti cloruro.LA LOPPA D’ALTOFORNOSulla stessa filosofia del cemento pozzolanico è basato il cemento d’altoforno, con la variante di sostituire l’ingrediente “pozzolana” con la “loppa d’altoforno”. La loppa granulata di origine industriale (scoria nella lavorazione dell’acciaio), purché raffreddata rapidamente allo stato vetroso, presenta la peculiare caratteristica – rispetto alla pozzolana – di poter indurire sia pure lentamente, se finemente macinata e mescolata con acqua, anche in assenza di calce. In realtà, piccole aggiunte di clinker – e quindi della relativa calce liberata – ne accelerano l’indurimento, cosicché nella miscelazione della loppa con il cemento Portland è possibile far variare entro una gamma molto ampia (da 0 a 95%) la percentuale di loppa nel legante. Ovviamente i leganti, per esempio, con 15 % o con 90% di loppa non saranno prestazionalmente equivalenti, soprattutto nella resistenza meccanica alle brevi stagionature (2-7 giorni) dove il contributo della loppa (lenta a indurire) è modesto e rimane, quindi, solo quello apportato dal clinker di cemento Portland. Da ciò deriva, per esempio, l’impossibilità pratica di produrre un cemento d’altoforno con 90% di loppa nelle classi di resistenza 42.5R, 52.5 e 52.5R, per la oggettiva difficoltà a raggiungere la resistenza meccanica a compressione di 20 N/mm2 in soli 2 giorni. Per quanto attiene alle prestazioni dei calcestruzzi con cemento d’altoforno, esse assomigliano a quelle già descritte per i conglomerati con cemento pozzolanico: in particolare, il calore di idratazione del cemento d’altoforno, laddove la percentuale di loppa è spinta ai valori più alti (> 80%), può risultare ancor più basso rispetto a quello che sviluppa nel cemento pozzolanico, necessariamente più ricco di clinker per l’esigenza di un maggior contenuto di calce necessaria all’attivazione della pozzolana.I NUOVI INGREDIENTI POZZOLANICIOltre agli ingredienti tradizionali (pozzolana naturale e loppa d’altoforno) da tempo impiegati per la produzione del cemento pozzolanico e d’altoforno, altri prodotti minerali – quasi tutti di recupero da processi industriali – sono stati introdotti nel processo produttivo dei cementi. Questi includono: la cenere volante (di tipo calcico o silicico), residuo della combustione nelle centrali termiche a carbone; il fumo di silice, sottoprodotto del processo produttivo del silicio metallico o delle leghe metalliche ferro-silicio; la cosiddetta pozzolana industriale, scoria vetrosa delle lavorazioni di leghe metalliche non-ferrose; lo scisto calcinato, residuo della torrefazione di scisti argillosi impregnati di bitume, ed il calcare di origine naturale, unico ingrediente privo in realtà di pozzolanicità. Qualche commento meritano la disponibilità in Italia di questi ingredienti e quindi la effettiva possibilità di reperire localmente i cementi che secondo la nuova normativa dovrebbero contenerli.La cenere volante si presenta in forma di particelle pressoché sferiche (5-90 µm), piene o più spesso cave, capaci di favorire, proprio per la loro forma tondeggiante, la lavorabilità dei calcestruzzi, oltre che la pozzolanicità dei cementi. La cenere volante disponibile in Italia è quella di tipo siliceo proveniente dalla combustione dei carboni bituminosi, mentre è di fatto non disponibile quella di tipo calcico residuo della combustione delle ligniti o dei carboni sub-bituminosi.Il fumo di silice si presenta in forma di microsfere con dimensioni prevalentemente al di sotto di 0.1 µm, e quindi capaci di allocarsi negli interstizi tra i granuli di cemento (1-50 µm). Tuttavia, la elevata finezza del fumo di silice non ne consente una percentuale d’impiego maggiore del 10% nel cemento per il conseguente aumento nella richiesta d’acqua di impasto. Di fatto, il fumo di silice – quasi sempre abbinato ad un superfluidificante per compensare la eccessiva richiesta d’acqua – viene per lo più impiegato come additivo in polvere per calcestruzzi speciali impermeabili ed alta resistenza meccanica a compressione (> 60 N/mm2).I TIPI DI CEMENTONella Tabella 2 sono indicate le proporzioni dei costituenti minerali, accanto all’ingrediente principale (clinker) per i vari tipi e sottotipi di cemento. Le percentuali indicate non tengono conto della presenza di gesso o anidrite – regolatore di presa – e quindi si riferiscono al contenuto totale di clinker e di tutti gli altri ingredienti minerali. La suddivisione dei cementi in base alla loro composizione prevede cinque tipi:I: Cemento Portland (un solo tipo) con almeno il 95% di clinker.II: Cementi Portland di miscela (17 sottotipi) dove il clinker è ancora predominante (almeno 79%) e dove gli altri costituenti (escluso il fumo di silice impiegabile solo nell’intervallo 6-10%) possono oscillare entro due intervalli: 6-20% oppure 21-35%; nel primo caso apparirà nella sigla corrispondente la lettera A, mentre se l’intervallo composizionale è maggiore apparirà la lettera B.La sigla di questi cementi è formata da II, seguito dalla lettera A oppure B a seconda della quantità di costituente minerale, ed infine da una lettera che individua lo specifico costituente minerale: (S per loppa, P per pozzolana naturale, L per calcare, ecc. come è mostrato in Tabella 2). Per esempio la sigla II/A-S sta ad indicare un cemento Portland di miscela (II), contenente loppa (S) in una proporzione variabile dal 6 al 20% (A), e prenderà il nome di “cemento Portland alla loppa”. Se, invece, accanto al prevalente clinker di cemento Portland sono presenti più di un costituente minerale (loppa, pozzolana, cenere, ecc.) il legante risultante sarà chiamato “cemento Portland composito” individuato dalla sigla II/A-M oppure II/B-M a seconda del contenuto di clinker.III: Cemento d’altoforno (3 sottotipi), per il quale sono previsti 3 livelli composizionali nel contenuto di loppa che vengono individuati nella sigla del cemento con: A (loppa 36-65%), B (loppa 66-80%), C (loppa 81-95%). Quest’ultimo rappresenta il cemento con il minor contenuto di clinker (che può scendere fino al 5%) e che proprio per questo si caratterizza per il bassissimo calore di idratazione (apprezzato nei getti di massa) oltre che per un’ottima resistenza all’attacco del solfato, dei sali disgelanti e dell’acqua di mare. Ovviamente questo specifico cemento d’altoforno (con sigla III/C) non potrà essere disponibile se non nelle classi di resistenza più basse (32.5, o al massimo 32.5R), per la carenza del clinker necessario all’ottenimento di una iniziale resistenza meccanica.IV: Cemento pozzolanico (2 sottotipi), dove il contenuto di clinker è compreso negli intervalli 65-89% (A) oppure 45-64% (B) e come costituente minerale è presente una miscela di microsilice, cenere silicica e pozzolana naturale o industriale. Il cemento pozzolanico (IV) propriamente detto – come del resto il cemento d’altoforno (III) – si distingue rispettivamente dal cemento Portland alla pozzolana (II) e dal cemento Portland alla loppa II per il minor contenuto di clinker. Quindi, anche per il cemento pozzolanico, soprattutto quello B con maggior contenuto di pozzolana (36-55%), sarà difficile prevedere la disponibilità nelle classi di resistenza più elevate (42.5R, 52.5, 52.5R).V: Cemento composito (2 sottotipi), con un contenuto di clinker ridotto (40-64% oppure 20-39%) e con una miscela di loppa, pozzolana e cenere silicica come costituenti minerali. Non va confuso con il cemento Portland composito (II/M) più ricco in clinker e più povero in costituenti minerali.Tabella 2 – Cementi Europei: tipi e composizione.. Percentuali in massa.
LA CLASSE DI RESISTENZA DEI CEMENTICiascun tipo di cemento viene fornito dal produttore in una delle seguenti classi di resistenza: 32.5; 32.5R; 42.5; 42.5R; 52.5 e 52.5R. Il numero (32.5, 42.5 oppure 52.5) individua la soglia minima di resistenza meccanica a compressione, in N/mm2, misurata a 28 giorni. La presenza o meno del simbolo R, dopo il numero, sta a significare il comportamento meccanico del cemento alle brevi stagionature: per esempio sia il cemento di classe 32.5, sia quello di classe 32.5R debbono superare a 28 giorni la resistenza meccanica di 32.5 N/mm2; tuttavia il cemento di classe 32.5R (“R” sta per rapido) deve anche superare la soglia di 10 N/mm2 a 2 giorni, mentre quello di classe 32.5 deve garantire il raggiungimento di un limite prestazionale a 7 giorni (Tabella 1).Analogamente la differenza tra le classi 42.5 e 42.5R (o tra 52.5 e 52.5R) sta solo nel diverso comportamento alla stagionatura di 2 giorni: quelli contrassegnati con R posseggono una maggiore resistenza meccanica a 2 giorni, mentre a 28 giorni i requisiti di resistenza meccanica per le due classi di resistenza (42.5 e 42.5R, oppure 52.5 e 52.5R) sono identici.Per la determinazione effettiva della resistenza meccanica di un cemento è necessario adottare una procedura standardizzata, in base alla quale alcuni parametri, che potrebbero influenzare la resistenza meccanica stessa, siano rigorosamente mantenuti costanti da prova a prova. Per esempio, poiché il rapporto tra il quantitativo di acqua e quello del cemento condiziona, come si è già detto precedentemente, la prestazione meccanica di un impasto cementizio, per la miscela (in forma di malta) su cui eseguire la prova di resistenza, si adotta sempre lo stesso rapporto acqua/cemento (0.5). Così pure è fisso il rapporto tra sabbia e cemento (3), come anche il tipo di sabbia, la sua granulometria, ecc. Sono anche rigorosamente standardizzati il tipo ed il tempo di miscelazione, la modalità di riempimento delle casseforme con la malta, le condizioni termiche (20°C) ed igrometriche di maturazione ed infine la metodologia di sollecitazione meccanica per la rottura dei provini.I risultati della resistenza meccanica, ottenuti secondo la procedura sopra descritta, vengono poi confrontati con i valori minimi richiesti dalla norma per ciascuna classe di resistenza (Tabella 1). Se, per fare solo un esempio, i risultati ottenuti fossero di 8 N/mm2 a 2 giorni, 30 N/mm2 a 7 giorni e 43 N/mm2 a 28 giorni, la classe di resistenza assegnata a questo cemento sarebbe 32.5, ancorché a 28 giorni la sua prestazione (43 N/mm2) supera quella richiesta da una cemento di classe 42.5 o 42.5R. Il mancato raggiungimento di almeno 10 N/mm2 a 2 giorni, infatti, non consentirebbe a questo cemento di essere inquadrato neppure nella classe di resistenza 32.5R. LA POZZOLANALa pozzolana da sola, ancorché finemente macinata, non indurisce al contatto con acqua. Essa non è, quindi, un legante idraulico. Tuttavia in presenza di calce (almeno 20-30%) si comporta come un ottimo legante idraulico con prestazioni superiori (per resistenza meccanica e durabilità) rispetto alla sola calce. Questo comportamento (denominato “attività pozzolanica” ) è dovuto ad un complesso di interazioni con la calce e con l’acqua d’impasto. Su questo principio i Romani svilupparono una tecnologia innovativa per la confezione di malte e calcestruzzi, a base di calce e pozzolana, destinati alla realizzazione di opere edili e soprattutto idrauliche o marittime.La riscoperta della pozzolana, all’inizio di questo secolo, in combinazione con il cemento Portland, anziché con la calce, è dovuta alla fortunata circostanza che il cemento Portland, a contatto con l’acqua d’impasto, libera progressivamente la calce e che quest’ultima diventa così disponibile per attivare l’indurimento della pozzolana. Val la pena subito di precisare che nella miscela di cemento Portland-pozzolana è indispensabile rispettare un certo proporzionamento tra i due ingredienti (almeno 40-50% di cemento Portland) affinché si liberi un’adeguata quantità di calce per attivare la pozzolana.Il successo di questo legante di miscela – denominato “cemento pozzolanico” è sostanzialmente basato sulle migliori prestazioni conseguibili in alcune determinate circostanze: innanzitutto un minor sviluppo di calore apprezzato nei getti massivi (dighe, platee di fondazione di grosso spessore, ecc.) per effetto del ridotto quantitativo di clinker responsabile dell’effetto termico; in secondo luogo una migliore resistenza offerta all’attacco chimico dei solfati e delle acque marine; infine, una maggiore resistenza offerta alla penetrazione dei cloruri – e quindi una migliore protezione dei ferri di armatura – apprezzata nelle opere in calcestruzzo armato destinato alle opere stradali o autostradali esposti in inverno ai sali disgelanti contenenti cloruro.LA LOPPA D’ALTOFORNOSulla stessa filosofia del cemento pozzolanico è basato il cemento d’altoforno, con la variante di sostituire l’ingrediente “pozzolana” con la “loppa d’altoforno”. La loppa granulata di origine industriale (scoria nella lavorazione dell’acciaio), purché raffreddata rapidamente allo stato vetroso, presenta la peculiare caratteristica – rispetto alla pozzolana – di poter indurire sia pure lentamente, se finemente macinata e mescolata con acqua, anche in assenza di calce. In realtà, piccole aggiunte di clinker – e quindi della relativa calce liberata – ne accelerano l’indurimento, cosicché nella miscelazione della loppa con il cemento Portland è possibile far variare entro una gamma molto ampia (da 0 a 95%) la percentuale di loppa nel legante. Ovviamente i leganti, per esempio, con 15 % o con 90% di loppa non saranno prestazionalmente equivalenti, soprattutto nella resistenza meccanica alle brevi stagionature (2-7 giorni) dove il contributo della loppa (lenta a indurire) è modesto e rimane, quindi, solo quello apportato dal clinker di cemento Portland. Da ciò deriva, per esempio, l’impossibilità pratica di produrre un cemento d’altoforno con 90% di loppa nelle classi di resistenza 42.5R, 52.5 e 52.5R, per la oggettiva difficoltà a raggiungere la resistenza meccanica a compressione di 20 N/mm2 in soli 2 giorni. Per quanto attiene alle prestazioni dei calcestruzzi con cemento d’altoforno, esse assomigliano a quelle già descritte per i conglomerati con cemento pozzolanico: in particolare, il calore di idratazione del cemento d’altoforno, laddove la percentuale di loppa è spinta ai valori più alti (> 80%), può risultare ancor più basso rispetto a quello che sviluppa nel cemento pozzolanico, necessariamente più ricco di clinker per l’esigenza di un maggior contenuto di calce necessaria all’attivazione della pozzolana.I NUOVI INGREDIENTI POZZOLANICIOltre agli ingredienti tradizionali (pozzolana naturale e loppa d’altoforno) da tempo impiegati per la produzione del cemento pozzolanico e d’altoforno, altri prodotti minerali – quasi tutti di recupero da processi industriali – sono stati introdotti nel processo produttivo dei cementi. Questi includono: la cenere volante (di tipo calcico o silicico), residuo della combustione nelle centrali termiche a carbone; il fumo di silice, sottoprodotto del processo produttivo del silicio metallico o delle leghe metalliche ferro-silicio; la cosiddetta pozzolana industriale, scoria vetrosa delle lavorazioni di leghe metalliche non-ferrose; lo scisto calcinato, residuo della torrefazione di scisti argillosi impregnati di bitume, ed il calcare di origine naturale, unico ingrediente privo in realtà di pozzolanicità. Qualche commento meritano la disponibilità in Italia di questi ingredienti e quindi la effettiva possibilità di reperire localmente i cementi che secondo la nuova normativa dovrebbero contenerli.La cenere volante si presenta in forma di particelle pressoché sferiche (5-90 µm), piene o più spesso cave, capaci di favorire, proprio per la loro forma tondeggiante, la lavorabilità dei calcestruzzi, oltre che la pozzolanicità dei cementi. La cenere volante disponibile in Italia è quella di tipo siliceo proveniente dalla combustione dei carboni bituminosi, mentre è di fatto non disponibile quella di tipo calcico residuo della combustione delle ligniti o dei carboni sub-bituminosi.Il fumo di silice si presenta in forma di microsfere con dimensioni prevalentemente al di sotto di 0.1 µm, e quindi capaci di allocarsi negli interstizi tra i granuli di cemento (1-50 µm). Tuttavia, la elevata finezza del fumo di silice non ne consente una percentuale d’impiego maggiore del 10% nel cemento per il conseguente aumento nella richiesta d’acqua di impasto. Di fatto, il fumo di silice – quasi sempre abbinato ad un superfluidificante per compensare la eccessiva richiesta d’acqua – viene per lo più impiegato come additivo in polvere per calcestruzzi speciali impermeabili ed alta resistenza meccanica a compressione (> 60 N/mm2).I TIPI DI CEMENTONella Tabella 2 sono indicate le proporzioni dei costituenti minerali, accanto all’ingrediente principale (clinker) per i vari tipi e sottotipi di cemento. Le percentuali indicate non tengono conto della presenza di gesso o anidrite – regolatore di presa – e quindi si riferiscono al contenuto totale di clinker e di tutti gli altri ingredienti minerali. La suddivisione dei cementi in base alla loro composizione prevede cinque tipi:I: Cemento Portland (un solo tipo) con almeno il 95% di clinker.II: Cementi Portland di miscela (17 sottotipi) dove il clinker è ancora predominante (almeno 79%) e dove gli altri costituenti (escluso il fumo di silice impiegabile solo nell’intervallo 6-10%) possono oscillare entro due intervalli: 6-20% oppure 21-35%; nel primo caso apparirà nella sigla corrispondente la lettera A, mentre se l’intervallo composizionale è maggiore apparirà la lettera B.La sigla di questi cementi è formata da II, seguito dalla lettera A oppure B a seconda della quantità di costituente minerale, ed infine da una lettera che individua lo specifico costituente minerale: (S per loppa, P per pozzolana naturale, L per calcare, ecc. come è mostrato in Tabella 2). Per esempio la sigla II/A-S sta ad indicare un cemento Portland di miscela (II), contenente loppa (S) in una proporzione variabile dal 6 al 20% (A), e prenderà il nome di “cemento Portland alla loppa”. Se, invece, accanto al prevalente clinker di cemento Portland sono presenti più di un costituente minerale (loppa, pozzolana, cenere, ecc.) il legante risultante sarà chiamato “cemento Portland composito” individuato dalla sigla II/A-M oppure II/B-M a seconda del contenuto di clinker.III: Cemento d’altoforno (3 sottotipi), per il quale sono previsti 3 livelli composizionali nel contenuto di loppa che vengono individuati nella sigla del cemento con: A (loppa 36-65%), B (loppa 66-80%), C (loppa 81-95%). Quest’ultimo rappresenta il cemento con il minor contenuto di clinker (che può scendere fino al 5%) e che proprio per questo si caratterizza per il bassissimo calore di idratazione (apprezzato nei getti di massa) oltre che per un’ottima resistenza all’attacco del solfato, dei sali disgelanti e dell’acqua di mare. Ovviamente questo specifico cemento d’altoforno (con sigla III/C) non potrà essere disponibile se non nelle classi di resistenza più basse (32.5, o al massimo 32.5R), per la carenza del clinker necessario all’ottenimento di una iniziale resistenza meccanica.IV: Cemento pozzolanico (2 sottotipi), dove il contenuto di clinker è compreso negli intervalli 65-89% (A) oppure 45-64% (B) e come costituente minerale è presente una miscela di microsilice, cenere silicica e pozzolana naturale o industriale. Il cemento pozzolanico (IV) propriamente detto – come del resto il cemento d’altoforno (III) – si distingue rispettivamente dal cemento Portland alla pozzolana (II) e dal cemento Portland alla loppa II per il minor contenuto di clinker. Quindi, anche per il cemento pozzolanico, soprattutto quello B con maggior contenuto di pozzolana (36-55%), sarà difficile prevedere la disponibilità nelle classi di resistenza più elevate (42.5R, 52.5, 52.5R).V: Cemento composito (2 sottotipi), con un contenuto di clinker ridotto (40-64% oppure 20-39%) e con una miscela di loppa, pozzolana e cenere silicica come costituenti minerali. Non va confuso con il cemento Portland composito (II/M) più ricco in clinker e più povero in costituenti minerali.Tabella 2 – Cementi Europei: tipi e composizione.. Percentuali in massa.